一种适用于增材制造的镍基药芯焊丝的制备方法
1.本发明涉及焊接材料技术领域,具体而言,涉及一种适用于增材制造的镍基药芯焊丝的制备方法。
背景技术:
2.随着我国先进制造业的蓬勃发展,机械设备以及构件也正朝着高性能、高参数、高效率的方向进步,尤其是应用于矿山、海洋工程、航空航天、汽车工程等诸多领域的主要设备和零部件,都要求可以在恶劣的工作环境下可以长时间的可靠服役。但在这些极端环境下,目前现有的材料往往会在服役过程中更快的出现磨损、腐蚀、疲劳和老化等失效现象,因此我们需要通过技术手段对现有材料进行改性以提升性能。由于材料的腐烛、磨损、老化、变形大多是从表面开始的,因此国内外学者多采用如渗氮、渗碳、气相沉积、等离子喷涂、超音速喷涂、激光熔覆、等离子堆焊等技术来提升金属材料的表面性能,以此修复金属材料或提高其使用寿命。由于很多应用场合在需要金属材料要在具有耐腐蚀性的同时,还需要其在高温下具有良好的强度、硬度及热稳定性,因此使用传统的高温合金对材料表面进行改性很难满足需求。
3.近年来,以纳米陶瓷增强的高温合金(co或ni合金)作为原材料,进而制备具有耐腐蚀和高温耐磨性表面涂层的研究逐渐成为了当下的热点。例如过去研究较多的纳米wc增强的ni基高温合金材料,前人的研究表明当wc的颗粒尺寸减小到亚微米的尺度时,wc/ni复合材料的强度、硬度、韧性、耐高温氧化性和高温下的耐磨性都有较高的提升。而且,使用纳米wc增强时可以兼顾材料硬度与韧性的同时提升,这是微米wc增强时所不具备的特性。但是,在使用纳米wc时,研究人员与遇到了许多问题,如:陶瓷颗粒比重小,在金属基体中分散不均匀,导致表面层均一性不佳;纳米颗粒表面能高,在制备过程中易发生团聚现象,降低了分散效果导致力学性能变差;由于wc陶瓷颗粒的分解温度在1000℃左右,使陶瓷增强后的材料在高温下的性能无法达到预期等。
4.专利号为cn108486567 a的发明公开了一种单晶涡轮叶片叶尖纳米颗粒增强耐磨涂层的制备方法,该专利以掺杂纳米陶瓷颗粒(y2o3或tac)增强的抗氧化合金复合材料作为涂层材料,采用高能微弧火花沉积工艺制备与基材组织保持定向外延生长的纳米陶瓷颗粒增强耐磨涂层。专利号为cn113061766 a的发明公开了一种提高钨铼合金高温强度的方法。该专利采用高能球磨法在钨铼合金中添加了微米碳化铪作为增强相,并结合高温下的快速放电等离子烧结工艺,使得合金中的碳化铪发生碳化的粗化过程,从而让碳化铪分布在基体晶体内部和晶界处且呈多种不同尺寸,产生多尺寸强化效应,有效提高了钨铼合金的高温强度,满足了火箭喷管外围部件、锥体部件及发动机或引擎件等应用寿命的要。专利号为cn112063953 a的发明公开了一种提高锆合金表面抗高温氧化性能的方法,该专利采用热喷涂在锆合金表面以碳化铪增强的高温镍合金为原料,制备了表面防护涂层,涂层中金属相充分熔化,对陶瓷相润湿性好,但两者之间没有发生化学反应,陶瓷相颗粒保持原有形状和结构,涂层致密。
5.综合来看,现有技术中公开的纳米陶瓷增强合金都不兼具高温耐磨及耐腐蚀性能,因此亟需研发一种具有高温耐磨及耐腐蚀性能的金属基复合材料。
6.鉴于此,特提出本发明。
技术实现要素:
7.本发明的目的在于提供一种适用于增材制造的镍基药芯焊丝的制备方法,以改善上述技术问题。
8.本发明是这样实现的:
9.本发明提供了一种镍基药芯焊丝的制备方法,该制备方法包括先采用静电自组装工艺将纳米hfc颗粒均匀负载于雾化镍粉末表面,然后与合金粉末、联合脱氧剂混合形成药芯粉末,再将药芯粉末填充至镍带中即得所述镍基药芯焊丝;
10.上述纳米碳化铪颗粒在药芯粉末中的质量百分比为1.0-5.0%。
11.本发明具有以下有益效果:
12.1.药芯粉末中加入的cr能提升合金在高温下的硬度,增强镍合金材料的高温耐磨性能,提高其服役寿命;nb的加入可起到固溶强化作用,也可细化晶粒,提高合金材料的韧性,从而减少在增材制造过程中表面裂纹的产生。
13.2.纳米hfc陶瓷颗粒对高温合金进行增强,可有效提升金属基复合材料的高温耐磨性和耐腐蚀性。一方面,添加的少量纳米碳化铪能在基体合金实现中弥散分布,纳米碳化铪颗粒因其高熔点及高硬度的特性,可以有效提升合金的耐高温性能以及其在高温条件下的耐磨性。此外,由于纳米碳化铪能与镍基体的元素发生双相扩散反应,在高能场的作用下可以获得结合强度高的高韧性界面组织,这种非脆性的中间相可以在保证基体韧性的同时提升耐磨性。另一方面弥散分布的纳米碳化铪还能进一步细化晶粒,尤其能阻止增材制造多重热循环积累产生的柱状晶组织,诱导等轴晶生成,获得添加其他纳米陶瓷颗粒所不能具备的优异综合性能。
14.3.采用的sc、si、mn联合脱氧剂能有效洁净焊缝,具有良好的脱气、净化和细化晶粒的作用,稀土sc的加入可减少脱氧产物的非金属夹杂,使得基体组织致密、纯净。
15.4.采用静电自组装工艺制备金属基复合材料,该工艺可将纳米陶瓷颗粒均匀弥散分布于金属基体中,制备出兼具耐磨性和高韧性的复合材料。
附图说明
16.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
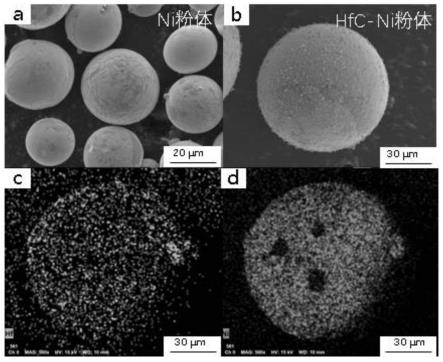
17.图1为实施例1中制备所得1%wt纳米hfc在雾化镍合金粉表面弥散分布的微观形貌图,以及对比例1中所使用的雾化镍合金粉微观形貌图;其中(a)为对比例1中雾化镍合金粉的sem图;(b)为实施例1中纳米hfc-ni复合粉末的sem图;(c)为实施例1中hfc-ni复合粉末表面hf的分布图;(d)为实施例1中hfc-ni复合粉末表面ni元素的分布图;
18.图2为实施例2中添加2%wt纳米hfc的药芯焊丝的增材制造后的显微组织图;
19.图3为实施例3中添加3%wt纳米hfc的药芯焊丝的增材制造涂层的宏观形貌图;
20.图4为实施例4中添加4%wt纳米hfc的药芯焊丝的增材制造后的显微组织图;
21.图5为对比例3中添加1%wt纳米hfc却未添加nb元素的药芯焊丝的增材制造后的宏观形貌图;
22.图6为对比例4中以高能球磨工艺添加1%wt纳米hfc的药芯焊丝的增材制造后的显微组织图;
23.图7为实施例1中添加1%wt纳米hfc的药芯焊丝及对比例1中未添加hfc的药芯焊丝分别增材制造后,在14%wt nacl溶液中的电化学腐蚀曲线图。
具体实施方式
24.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
25.镍基合金因其在高温下具有较高的摩擦和磨损抗性镍合金中,ni和cr元素保证了合金抗氧化的能力,mo元素可以减少合金在使用中点蚀和隙间腐蚀的发生,nb元素可以提高合金的高温稳定性,从而使镍基合金从室温到1100℃左右的范围内都能维持各项性能良好,保障可以正常使用,因此发明人以此制备药芯焊丝。
26.同时,在镍基涂层中加入陶瓷增强相,还可以有效提高镍基涂层的耐腐蚀、耐高温摩擦等性能,其作用机理为金属基体在加入硬质陶瓷颗粒后得到了弥散强化的效果。鉴于现有技术中陶瓷增强相存在的不足,本发明专利首先使用平均粒径为200nm的碳化铪(hfc)粉体作为增强相,与镍基高温合金复合。发明人创造性地发现添加的少量纳米hfc颗粒可以增强镍合金基体的耐高温性能和耐磨性能。并且纳米hfc陶瓷颗粒与镍基体之间有较好晶格匹配度,可以作为异质形核剂,起到细化、强化晶粒的作用;在增材制造过程中,弥散分布的hfc颗粒还能起到抑制柱状晶生成的作用,并能诱导等轴晶生成,实现对增材制造组织及性能调控,进一步增强增材制造组织的综合性能。
27.基于此,本发明的一些实施方式提供了一种适用于增材制造的镍基药芯焊丝的制备方法,该制备方法包括先采用静电自组装工艺将纳米hfc颗粒均匀负载于雾化镍粉末表面,然后与合金粉末、联合脱氧剂混合形成药芯粉末,再将药芯粉末填充至镍带中即得镍基药芯焊丝;
28.上述纳米碳化铪颗粒在药芯粉末中的质量百分比为1.0-5.0%。
29.在可选的实施方式中,静电自组装工艺包括在超声条件下将硅烷化试剂、雾化镍粉末、水和醇类溶剂混合,使雾化镍粉末带正电;然后利用阴离子表面活性剂使得纳米碳化铪颗粒带负电,再将两种带电荷的分散体系混合,在正、负电荷间的静电相互吸引作用下,即可将纳米碳化铪颗粒均匀负载于雾化镍粉末表面;
30.醇类溶剂为甲醇、乙醇、正丙醇和异丙醇中的至少一种;水与醇类溶剂的体积比为0.1-5:5。
31.将制备出的hfc弥散分布的镍合金复合粉末作为药芯焊丝的药芯粉末,可用于制备纳米hfc均匀分散的高温镍合金表面涂层,增强相应金属基体的高温耐磨性能和耐腐蚀
性。而且理论计算表明,hfc与镍可以形成共晶。因此加入的hfc陶瓷颗粒可以作为镍基合金的凝固核,促进镍合金相的等轴晶化和使凝固时的镍基体的晶粒微细化。由于纳米hfc宏观弥散分布和晶粒细化效应,可获得微米hfc或其他纳米陶瓷颗粒添加所不具备的优异综合性能。
32.在可选的实施方式中,阴离子表面活性剂为十二烷基硫酸钠、十二烷基硫酸铵、十二烷基苯磺酸钠、十六烷基硫酸钠、十八烷基硫酸钠中的一种。
33.在可选的实施方式中,药芯粉末中包括的纳米hfc的粒径范围为100-200nm,纯度≥99.9%。
34.在可选的实施方式中,合金粉末包括cr,mo,nb和co;联合脱氧剂包括zr,si和sc;
35.在可选的实施方式中,雾化镍粉末、合金粉末和联合脱氧剂在药芯粉末中的质量百分比为:
36.ni 57.0-75.0%,cr 15.0-25.0%,mo 2.0-8.0%,nb 1.0-6.0%,co 0-1.0%,zr 0-1.0%,si 0-1.0%,sc 0-1.0%;
37.在可选的实施方式中,雾化镍粉末、合金粉末和联合脱氧剂在药芯粉末中的质量百分比为:
38.ni 63.0-75.0%,cr 20.0-25.0%,mo 2.0-3.5%,nb 2.0-6.0%,co 0.4-1.0%,zr 0.1-0.5%,si 0.1-0.5%,sc 0.1-0.5%。
39.在可选的实施方式中,合金粉末的粒径范围为100-150μm。
40.在可选的实施方式中,药芯粉末的填充率为25.0-35.0%。
41.在可选的实施方式中,药芯焊丝的直径范围为1.2-2.0mm。
42.为更好说明本发明的技术方案和优势,下面结合具体实施例对本发明做进一步阐述。
43.实施例1
44.本实施例提供一种镍基药芯焊丝的制备方法。
45.其中,药芯粉末各成分及质量百分含量如下:cr:20.0%,mo:3.5%,nb:3.0%;co:0.5%;zr:0.5%,si:0.5%;sc:0.5%;纳米hfc:1.0%;余量为镍粉。粉末填充率为34%,合金粉末的粒径范围为100-150μm,纳米hfc的粒径范围为150-200nm,纯度为99.9%。
46.本实施例的制备方法包括如下步骤:
47.s1:首先将500g粒径为100-150μm的雾化镍粉加入到10l的去离子水与乙醇混合溶液中(体积比为5:5),搅拌30min后,加入50ml的3-氯丙基三甲氧基硅烷,继续搅拌1h后,真空抽滤后得到表面带正电荷的雾化镍粉。在室温水浴条件下(25℃)下,将10g纳米hfc加入到1l去离子水溶液中,搅拌30min后,加入2g十二烷基硫酸铵,继续搅拌1h后得到表面带有负电荷的纳米hfc悬浮液。在冰水浴及超声搅拌的条件下,将表面带正电荷的雾化镍粉缓慢加入到表面带有负电荷的纳米hfc悬浮液中,继续搅拌30min后,真空抽滤后进行冷冻干燥,即得到表面均匀负载有纳米hfc的雾化镍粉。
48.s2:按照实施例1所需添加的合金粉末、联合脱氧剂及s1制备所得含有纳米hfc的雾化镍粉加入到v型混粉机,混合30min后得到混合均匀的药芯粉末;
49.s3:将放带机上的80ni-20cr带经过超声清洗后在成型机上轧制变形,钢带变为“u”型槽后,按照所需填充率添加s2制备所得药芯粉末。经过多道轧制、粗拉和精拉后,获得
直径为1.2mm的“o”形有缝药芯丝材。
50.本实施例制备所得1%wt纳米hfc在雾化镍合金粉表面弥散分布的微观形貌图如图1(b)所示;其表面元素分布图如图1(c)和(d)所示。
51.实施例2
52.本实施例提供一种镍基药芯焊丝的制备方法。
53.其中,药芯粉末各成分及质量百分含量如下:cr:21.0%,mo:3.5%,nb:3.5%;co:0.6%;zr:0.5%,si:0.5%;sc:0.5%;纳米hfc:2.0%;余量为镍粉。粉末填充率为32%,合金粉末的粒径范围为150-200μm,纳米hfc的粒径范围为150-200nm,纯度为99.9%。
54.本实施例的制备方法包括如下步骤:
55.s1:首先将500g粒径为150-200μm的雾化镍粉加入到10l的去离子水与正丙醇混合溶液中(体积比为1.5:5),搅拌30min后,加入60ml的3-氯丙基三甲氧基硅烷,继续搅拌1h后,真空抽滤后得到表面带正电荷的雾化镍粉。在冰水浴条件下(10℃),将20g纳米hfc加入到1l去离子水与乙醇质量比1:1的混合溶液中,搅拌30min后,加入4g十六烷基硫酸钠,继续搅拌1h后得到表面带有负电荷的纳米hfc悬浮液。在冰水浴及超声搅拌的条件下,将表面带正电荷的雾化镍粉缓慢加入到表面带有负电荷的纳米hfc悬浮液中,继续搅拌30min后,真空抽滤后进行冷冻干燥,即得到表面均匀负载有纳米hfc的雾化镍粉。
56.s2:按照实施例2所需添加的合金粉末、联合脱氧剂及s1制备所得含有纳米hfc的雾化镍粉加入到v型混粉机,混合30min后得到混合均匀的药芯粉末;
57.s3:将放带机上的80ni-20cr带经过超声清洗后在成型机上轧制变形,钢带变为“u”型槽后,按照所需填充率添加s2制备所得药芯粉末。经过多道轧制、粗拉和精拉后,获得直径为1.4mm的“o”形有缝药芯丝材。
58.实施例3
59.本实施例提供一种镍基药芯焊丝的制备方法。
60.其中,药芯粉末各成分及质量百分含量如下:cr:22.0%,mo:3.0%,nb:5.0%;co:0.4%;zr:0.5%,si:0.5%;sc:0.5%;纳米hfc:3.0%;余量为镍粉。粉末填充率为30%,合金粉末的粒径范围为150-200μm,纳米hfc的粒径范围为150-200nm,纯度为99.9%。
61.本实施例的制备方法包括如下步骤:
62.s1:首先将500g粒径为150-200μm的雾化镍粉加入到10l去离子水与甲醇混合溶液中(体积比为3:5),搅拌30min后,加入50ml的3-氨丙基三乙氧基硅烷,继续搅拌1h后,真空抽滤后得到表面带正电荷的雾化镍粉。在冰水浴条件下(5℃),将30g纳米hfc加入到1l去离子水溶液中,搅拌30min后,加入8g十二烷基苯磺酸钠,继续搅拌1h后得到表面带有负电荷的纳米hfc悬浮液。在冰水浴及超声搅拌的条件下,将表面带正电荷的雾化镍粉缓慢加入到表面带有负电荷的纳米hfc悬浮液中,继续搅拌30min后,真空抽滤后进行冷冻干燥,即得到表面均匀负载有纳米hfc的雾化镍粉。
63.s2:按照实施例3所需添加的合金粉末、联合脱氧剂及s1制备所得含有纳米hfc的雾化镍粉加入到v型混粉机,混合30min后得到混合均匀的药芯粉末;
64.s3:将放带机上的80ni-20cr带经过超声清洗后在成型机上轧制变形,钢带变为“u”型槽后,按照所需填充率添加s2制备所得药芯粉末。经过多道轧制、粗拉和精拉后,获得直径为1.6mm的“o”形有缝药芯丝材。
65.实施例4
66.本实施例提供一种镍基药芯焊丝的制备方法。
67.其中,药芯粉末各成分及质量百分含量如下:cr:21.0%,mo:3.0%,nb:4.5%;co:1%;zr:0.5%,si:0.5%;sc:0.5%;纳米hfc:4.0%;余量为镍粉。粉末填充率为28%,合金粉末的粒径范围为100-150μm,纳米hfc的粒径范围为150-200nm,纯度为99.9%。
68.本实施例的制备方法包括如下步骤:
69.s1:首先将500g粒径为100-150μm的雾化镍粉加入到10l去离子水与异丙醇混合溶液中(体积比为2:5),搅拌30min后,加入100ml的3-氯丙基三甲氧基硅烷,继续搅拌1h后,真空抽滤后得到表面带正电荷的雾化镍粉。在冷水浴条件下(15℃),将40g纳米hfc加入到1l去离子水溶液中,搅拌30min后,加入8g十八烷基硫酸钠,继续搅拌1h后得到表面带有负电荷的纳米hfc悬浮液。在冰水浴及超声搅拌的条件下,将表面带正电荷的雾化镍粉缓慢加入到表面带有负电荷的纳米hfc悬浮液中,继续搅拌30min后,真空抽滤后进行冷冻干燥,即得到表面均匀负载有纳米hfc的雾化镍粉。
70.s2:按照实施例4所需添加的合金粉末、联合脱氧剂及s1制备所得含有纳米hfc的雾化镍粉加入到v型混粉机,混合30min后得到混合均匀的药芯粉末;
71.s3:将放带机上的80ni-20cr带经过超声清洗后在成型机上轧制变形,钢带变为“u”型槽后,按照所需填充率添加s2制备所得药芯粉末。经过多道轧制、粗拉和精拉后,获得直径为1.8mm的“o”形有缝药芯丝材。
72.实施例5
73.本实施例提供一种镍基药芯焊丝的制备方法。
74.其中,药芯粉末各成分及质量百分含量如下:cr:24.0%,mo:2.5%,nb:2.5%;co:0.8%;zr:0.5%,si:0.5%;sc:0.5%;纳米hfc:5.0%;余量为镍粉。粉末填充率为26%,合金粉末的粒径范围为150-200μm,纳米hfc的粒径范围为150-200nm,纯度为99.9%。
75.本实施例的制备方法包括如下步骤:
76.s1:首先将500g粒径为150-200μm的雾化镍粉加入到10l去离子水与正丙醇混合溶液中(体积比为1:5),搅拌30min后,加入50ml的3-氨丙基三乙氧基硅烷,继续搅拌1h后,真空抽滤后得到表面带正电荷的雾化镍粉。在室温水浴条件下(35℃),将50g纳米hfc加入到1l去离子水溶液中,搅拌30min后,加入10g十二烷基苯磺酸钠,继续搅拌1h后得到表面带有负电荷的纳米hfc悬浮液。在冰水浴及超声搅拌的条件下,将表面带正电荷的雾化镍粉缓慢加入到表面带有负电荷的纳米hfc悬浮液中,继续搅拌30min后,真空抽滤后进行冷冻干燥,即得到表面均匀负载有纳米hfc的雾化镍粉。
77.s2:按照实施例5所需添加的合金粉末、联合脱氧剂及s1制备所得含有纳米hfc的雾化镍粉加入到v型混粉机,混合30min后得到混合均匀的药芯粉末;
78.s3:将放带机上的80ni-20cr带经过超声清洗后在成型机上轧制变形,钢带变为“u”型槽后,按照所需填充率添加s2制备所得药芯粉末。经过多道轧制、粗拉和精拉后,获得直径为2mm的“o”形有缝药芯丝材。
79.对比例1
80.本对比例提供与实施例1的药芯焊丝按相同方法制备的未添加纳米hfc的药芯焊丝。本对比例使用的未添加hfc的ni合金粉末的微观形貌如图1(a)所示。该药芯焊丝的制备
方法与实施例1提供的制备方法相同。
81.药芯粉末的金属成分及质量百分含量与实施例1相同如下:cr:20.0%,mo:3.5%,nb:3.0%;co:0.5%;zr:0.5%,si:0.5%;sc:0.5%;余量为镍粉。粉末填充率为34%,合金粉末的粒径范围为100-150μm。
82.本对比例的药芯丝材制备方法具体步骤如下:
83.s1:按照实施例1所需添加的合金粉末、联合脱氧剂及雾化镍粉加入到v型混粉机,混合30min后得到混合均匀的药芯粉末;
84.s2:将放带机上的80ni-20cr带经过超声清洗后在成型机上轧制变形,钢带变为“u”型槽后,按照所需填充率添加s2制备所得药芯粉末。经过多道轧制、粗拉和精拉后,获得直径为1.2mm的“o”形有缝药芯丝材。
85.对比例2
86.本对比例提供与实施例1的药芯焊丝按相同方法制备的添加微米hfc的药芯焊丝。
87.药芯粉末的成分及质量百分含量如下:cr:20.0%,mo:3.5%,nb:3.0%;co:0.5%;zr:0.5%,si:0.5%;sc:0.5%;微米hfc:1.0%;余量为镍粉。粉末填充率为34%,合金粉末的粒径范围为100-150μm,微米hfc的粒径范围为2-5μm,纯度为99.9%。
88.本对比例的药芯丝材制备方法具体步骤如下:
89.s1:首先将500g粒径为100-150μm的雾化镍粉加入到10l的去离子水与乙醇混合溶液中(体积比为5:5),搅拌30min后,加入50ml的3-氯丙基三甲氧基硅烷,继续搅拌1h后,真空抽滤后得到表面带正电荷的雾化镍粉。在室温水浴条件下(25℃)下,将10g微米hfc加入到1l去离子水溶液中,搅拌30min后,加入2g十二烷基硫酸铵,继续搅拌1h后得到表面带有负电荷的微米hfc悬浮液。在冰水浴及超声搅拌的条件下,将表面带正电荷的雾化镍粉缓慢加入到表面带有负电荷的微米hfc悬浮液中,继续搅拌30min后,真空抽滤后进行冷冻干燥,即得到表面均匀负载有微米hfc的雾化镍粉。
90.s2:按照对比例2所需添加的合金粉末、联合脱氧剂及s1制备所得含有微米hfc的雾化镍粉加入到v型混粉机,混合30min后得到混合均匀的药芯粉末;
91.s3:将放带机上的80ni-20cr带经过超声清洗后在成型机上轧制变形,钢带变为“u”型槽后,按照所需填充率添加s2制备所得药芯粉末。经过多道轧制、粗拉和精拉后,获得直径为1.2mm的“o”形有缝药芯丝材。
92.对比例3
93.本对比例提供与实施例1的药芯焊丝按相同方法制备的未添nb元素的药芯焊丝。
94.药芯粉末的成分及质量百分含量如下:cr:20.0%,mo:3.5%,nb:0%;co:0.5%;zr:0.5%,si:0.5%;sc:0.5%;纳米hfc:1.0%;余量为镍粉。粉末填充率为34%,合金粉末的粒径范围为100-150μm,微米hfc的粒径范围为100-150nm,纯度为99.9%。
95.本对比例的药芯丝材制备方法具体步骤如下:
96.s1:首先将500g粒径为100-150μm的雾化镍粉加入到10l的去离子水与乙醇混合溶液中(体积比为5:5),搅拌30min后,加入50ml的3-氯丙基三甲氧基硅烷,继续搅拌1h后,真空抽滤后得到表面带正电荷的雾化镍粉。在室温水浴条件下(25℃)下,将10g纳米hfc加入到1l去离子水溶液中,搅拌30min后,加入2g十二烷基硫酸铵,继续搅拌1h后得到表面带有负电荷的纳米hfc悬浮液。在冰水浴及超声搅拌的条件下,将表面带正电荷的雾化镍粉缓慢
加入到表面带有负电荷的纳米hfc悬浮液中,继续搅拌30min后,真空抽滤后进行冷冻干燥,即得到表面均匀负载有纳米hfc的雾化镍粉。
97.s2:按照对比例3所需添加的合金粉末、联合脱氧剂及s1制备所得含有纳米hfc的雾化镍粉加入到v型混粉机,混合30min后得到混合均匀的药芯粉末;
98.s3:将放带机上的80ni-20cr带经过超声清洗后在成型机上轧制变形,钢带变为“u”型槽后,按照所需填充率添加s2制备所得药芯粉末。经过多道轧制、粗拉和精拉后,获得直径为1.2mm的“o”形有缝药芯丝材。
99.对比例4
100.本对比例提供与实施例1的药芯焊丝按相同配方却采用不同方法制备的药芯焊丝。
101.药芯粉末的成分及质量百分含量如下:cr:20.0%,mo:3.5%,nb:3.0%;co:0.5%;zr:0.5%,si:0.5%;sc:0.5%;纳米hfc:1.0%;余量为镍粉。粉末填充率为34%,合金粉末的粒径范围为100-150μm,纳米hfc的粒径范围为150-200nm,纯度为99.9%。
102.本对比例的药芯丝材制备方法具体步骤如下:
103.s1:将各组分粉体按照质量比配制成总质量为130g的复合材料粉末,加入200g乙醇作为球磨介质,将复合粉体置于不锈钢球磨罐内,利用油泵及气体钢瓶在球磨罐内通入氩气,然后放置在行星式球磨机上,在转速为350r/min的条件下充分混合8h,球料比为3∶1,磨球采用gcr15轴承钢球。球磨完成后对复合粉体进行真空抽滤,然后进行冷冻干燥,即得到表面负载有纳米hfc的雾化镍粉。
104.s2:按照对比例4所需添加的合金粉末、联合脱氧剂及s1制备所得含有纳米hfc的雾化镍粉加入到v型混粉机,混合30min后得到混合均匀的药芯粉末;
105.s3:将放带机上的80ni-20cr带经过超声清洗后在成型机上轧制变形,钢带变为“u”型槽后,按照所需填充率添加s2制备所得药芯粉末。经过多道轧制、粗拉和精拉后,获得直径为1.2mm的“o”形有缝药芯丝材。
106.对比例5
107.本对比例提供与实施例1的药芯焊丝按相同配方却采用不同工艺参数制备的药芯焊丝。
108.药芯粉末的成分及质量百分含量如下:cr:20.0%,mo:3.5%,nb:3.0%;co:0.5%;zr:0.5%,si:0.5%;sc:0.5%;纳米hfc:1.0%;余量为镍粉。粉末填充率为34%,合金粉末的粒径范围为100-150μm,纳米hfc的粒径范围为150-200nm,纯度为99.9%。
109.本对比例的药芯丝材制备方法具体步骤如下:
110.s1:首先将500g粒径为100-150μm的雾化镍粉加入到10l的去离子水与乙醇混合溶液中(体积比为2:1),搅拌30min后,加入50ml的3-氯丙基三甲氧基硅烷,继续搅拌1h后,真空抽滤后得到表面带正电荷的雾化镍粉。在室温水浴条件下(25℃)下,将10g纳米hfc加入到1l去离子水溶液中,搅拌30min后,加入2g十二烷基硫酸铵,继续搅拌1h后得到表面带有负电荷的纳米hfc悬浮液。在冰水浴及超声搅拌的条件下,将表面带正电荷的雾化镍粉缓慢加入到表面带有负电荷的纳米hfc悬浮液中,继续搅拌30min后,真空抽滤后进行冷冻干燥,即得到表面均匀负载有纳米hfc的雾化镍粉。
111.s2:按照实施例1所需添加的合金粉末、联合脱氧剂及s1制备所得含有纳米hfc的
雾化镍粉加入到v型混粉机,混合30min后得到混合均匀的药芯粉末;
112.s3:将放带机上的80ni-20cr带经过超声清洗后在成型机上轧制变形,钢带变为“u”型槽后,按照所需填充率添加s2制备所得药芯粉末。经过多道轧制、粗拉和精拉后,获得直径为1.2mm的“o”形有缝药芯丝材。
113.实验例
114.采用等离子转移弧pta设备对实施例1-5及对比例1-5可用于增材制造用丝材进行等离子熔丝堆焊。
115.图3和图5分别为实施例3和对比例3在增长制造后所得的堆焊层的宏观形貌图。如图所示,使用实施例及对比例的所提供的药芯焊丝进行增材制造后,其堆焊层的宏观形貌变化不大。
116.图2和图4为实施例2和实施例4的显微组织图,如图所示:使用实施例提供的药芯焊丝进行增材制造后得到的堆焊层,其显微组织明显得到了细化,组织为奥氏体,晶相多为等轴晶且晶粒尺寸较小。图6为对比例4的显微组织图,从图中可知:使用对比例所提供的药芯焊丝进行增材制造后的堆焊层,观察其组织可以发现,其主要以柱状晶为主其晶粒尺寸较大,性能相比实施例就会差很多。
117.对上述堆焊样品的性能进行测试,测试方法参考gb/t 39254-2020《增材制造金属制件机械性能评价通则》。分别在室温和600℃条件下,采用umt-3摩擦磨损试验机进行摩擦磨损试验,试验条件为:加载载荷10kg,磨损时间30min,磨损频率10hz,对磨材料为si3n4球。磨损实验前称量试样及对磨球质量,计算磨损失重。结果如下表1及表2所示。
118.表1实施例1-5药芯焊丝堆焊后的堆焊层各性能测试结果
[0119][0120]
表2对比例1-5药芯焊丝堆焊后的堆焊层各性能测试结果
[0121][0122]
通过表1-2中的试验数据可以看出,与对比例1-5相比,实施例1-5所制备的镍基药芯焊丝在具有较好的抗拉强度和硬度的同时,具有更好的高温耐磨性。这说明,本发明提供的药芯焊丝具有更优异的性能,而该药芯焊丝的制备方法也更为先进。
[0123]
此外,对使用实施例1-5及对比例1-5所提供的药芯焊丝制备出的堆焊层进行了电化学腐蚀试验。实验采用三电极体系,各堆焊层为工作电极,对电极为铂片,参比电极为ag/agcl电极,在14wt%的nacl溶液中测试了各样品的电化学腐蚀性能,其结果如表3所示。
[0124]
表3实施例1-5及对比例1-5药芯焊丝堆焊后的堆焊层电化学腐蚀性能测试结果
[0125]
编号腐蚀电位(v)腐蚀电流密度(10-6
a/cm2)实施例1-0.2110.915实施例2-0.1950.842实施例3-0.1780.763实施例4-0.2010.897实施例5-0.2341.01对比例1-0.2981.34对比例2-0.2541.12对比例3-0.2431.14对比例4-0.2391.23对比例5-0.2200.927
[0126]
从表3中可以看出,与对比例1-5相比,实施例1-5制备的镍基药芯焊丝具有更好的耐腐蚀性能。
[0127]
图7为实施例1中添加1%wt纳米hfc的药芯焊丝及对比例1中未添加hfc的药芯焊丝分别增材制造后,在14%wt nacl溶液中的电化学腐蚀曲线图。从图中可以发现,实施例1在增材制造后的堆焊层其腐蚀点位远高于对比例1增材制造后的堆焊层,说明实施例1提供的药芯焊丝,其耐腐蚀性能远远好于对比例1。因此,本发明提供的药芯焊丝具有更优异的性能,而该药芯焊丝的制备方法也更为先进。
[0128]
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1