弹体热成型设备的制作方法
1.本发明涉及弹体技术领域,特别涉及弹体热成型设备。
背景技术:
2.炮弹是指口径在20mm以上,利用火炮发射,完成杀伤,爆破,侵彻及或其他战术目的作用的弹药,通常包括风帽、弹丸(战斗部)、引信、弹带、底火和药筒(内装发射药)等几部分。弹体作为炮弹主要部分的弹筒,特指炮弹的从定心提环到弹底导带那一部分故此,是连接炮弹各部件的壳体,一般采用钢质材料制成,其外形大多为流线型,以减小空气阻力,弹体内通常装填炸药,也可装填发烟剂、燃烧剂、照明剂和生化战剂等。弹体在炮弹中具有不可替代的地位,其质量好坏直接影响着炮弹的使用,所以弹体的生产成型就显得尤为重要。现有的弹体进行壳体热缩时,需将整个弹体立于工作台上,再由人工缓慢旋转弹体,此时均匀的对热缩套管进行加热,人工手动旋转弹体进行加工,不仅提高了工作人员的劳动强度,而且也影响弹体加工的效率,同时人工手动旋转弹体,弹体旋转速度难以保持匀速,进而影响弹体的加热成型效果。故此,我们提出弹体热成型设备。
技术实现要素:
3.本发明的主要目的在于提供弹体热成型设备,可以有效解决背景技术中的问题。
4.为实现上述目的,本发明采取的技术方案为:
5.弹体热成型设备,包括热成型工作台,所述热成型工作台上端左部安装有二号气缸,所述热成型工作台上端中部安装有导轨底座,所述导轨底座上端安装有直线导轨,所述直线导轨上端右部安装有支撑架体,所述支撑架体左端安装有待加工弹体,所述热成型工作台上端前部安装有红外测距仪支架,所述热成型工作台上端右部安装有护罩,所述护罩左端安装有连接盖,所述连接盖左端安装有旋转轴,所述护罩右端后部安装有一号气缸,所述护罩右端前部安装有减速电机,所述热成型工作台前端和后端均安装有三个安装座,六个所述安装座上端均安装有壁虎螺栓。
6.优选的,所述二号气缸右端安装有支撑座,所述二号气缸输出端固定安装有活塞杆,所述活塞杆右端安装有压盖法兰,所述压盖法兰右端安装有法兰,所述法兰右端安装有顶轴,所述顶轴外表面中部安装有隔热板,所述热成型工作台左端安装有拉线传感器支架,所述拉线传感器支架上端安装有拉绳式直线位移传感器,所述拉绳式直线位移传感器右端与直线导轨相连接。
7.优选的,所述待加工弹体右端安装有一号支撑架,所述一号支撑架安装在直线导轨上端右部,所述直线导轨上端前部和上端后部均安装有一号支架,两组所述一号支架上端均安装有滚轮。首先将待加工弹体安放在一号支撑架上,此时待加工弹体下部由一号支架和其上的滚轮进行支撑,同时再由二号气缸带动其输出端的活塞杆进行伸缩,活塞杆进而推动压盖法兰和法兰,而法兰又是固定在直线导轨上,在法兰被活塞杆推动时,法兰带动直线导轨在导轨底座上进行滑动,在活塞杆推动待加工弹体向右时,旋转轴上的顶盖随之
卡入待加工弹体右端,在待加工弹体右端受到顶盖支撑后,此时活塞杆继续推动法兰,法兰继续带动右端顶轴,进而使顶轴顶入待加工弹体内,从而完成对待加工弹体的卡紧,此时通过减速电机带动其输出端的转轴进行转动,从而连接盖和其上的旋转轴进行转动,从而使旋转轴匀速的带动待加工弹体进行转动,避免还需要人工手动扶持并旋转弹体,不仅减轻了工作人员劳动强度,提高了其工作效率,同时也提高了弹体的加热成型效果。
8.优选的,所述旋转轴左端安装有支撑盖,所述支撑盖左端安装有顶盖,所述顶盖下端和旋转轴下端均安装有二号支撑架,两个所述二号支撑架均安装在导轨底座上端。
9.优选的,所述红外测距仪支架左端安装有光测距模拟输出,所述红外测距仪支架前端安装有红外感应支架,所述红外感应支架前端安装有弹簧,所述弹簧前端安装有二号支架。在二号气缸带动直线导轨在导轨底座上进行滑动时,通过拉绳式直线位移传感器对直线导轨位移距离进行检测,避免二号气缸推动直线导轨位移距离过长,同时在待加工弹体随着直线导轨进行移动,此时二号支架与待加工弹体触碰时,弹簧随之受力收缩,再由光测距模拟输出测量出弹簧的收缩距离,从而得出待加工弹体的偏移距离,从而方便人工对其进行调节,进一步提高了装置的实用性。
10.优选的,所述待加工弹体与活塞杆和顶盖位置左右相互对应。
11.优选的,所述二号支架高度与待加工弹体高度一致。
12.与现有技术相比,本发明具有如下有益效果:
13.1、首先将待加工弹体安放在一号支撑架上,此时待加工弹体下部由一号支架和其上的滚轮进行支撑,同时再由二号气缸带动其输出端的活塞杆进行伸缩,活塞杆进而推动压盖法兰和法兰,而法兰又是固定在直线导轨上,在法兰被活塞杆推动时,法兰带动直线导轨在导轨底座上进行滑动,在活塞杆推动待加工弹体向右时,旋转轴上的顶盖随之卡入待加工弹体右端,在待加工弹体右端受到顶盖支撑后,此时活塞杆继续推动法兰,法兰继续带动右端顶轴,进而使顶轴顶入待加工弹体内,从而完成对待加工弹体的卡紧,此时通过减速电机带动其输出端的转轴进行转动,从而使连接盖和其上的旋转轴进行转动,从而使旋转轴匀速的带动待加工弹体进行转动,避免还需要人工手动扶持并旋转弹体,不仅减轻了工作人员劳动强度,提高了其工作效率,同时也提高了弹体的加热成型效果。
14.2、在二号气缸带动直线导轨在导轨底座上进行滑动时,通过拉绳式直线位移传感器对直线导轨位移距离进行检测,避免二号气缸推动直线导轨位移距离过长,同时在待加工弹体随着直线导轨进行移动,此时二号支架与待加工弹体触碰时,弹簧随之受力收缩,再由光测距模拟输出测量出弹簧的收缩距离,从而得出待加工弹体的偏移距离,从而方便人工对其进行调节,进一步提高了装置的实用性。
附图说明
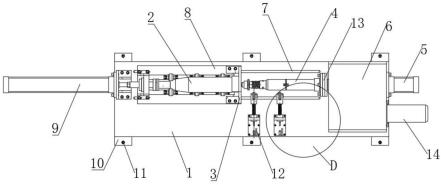
15.图1为本发明弹体热成型设备的整体结构图;
16.图2为本发明弹体热成型设备的侧面结构示意图;
17.图3为本发明弹体热成型设备的a处结构示意图;
18.图4为本发明弹体热成型设备的b处的结构图;
19.图5为本发明弹体热成型设备的c处的结构示意图;
20.图6为本发明弹体热成型设备的d处的结构示意图。
21.图中:1、热成型工作台;2、待加工弹体;3、支撑架体;4、旋转轴;5、一号气缸;6、护罩;7、导轨底座;8、直线导轨;9、二号气缸;10、安装座;11、壁虎螺栓;12、红外测距仪支架;13、连接盖;14、减速电机;20、一号支撑架;21、一号支架;22、滚轮;40、顶盖;41、二号支撑架;42、支撑盖;90、支撑座;91、活塞杆;92、法兰;93、顶轴;94、隔热板;95、压盖法兰;96、拉绳式直线位移传感器;97、拉线传感器支架;121、光测距模拟输出;122、红外感应支架;123、二号支架;124、弹簧。
具体实施方式
22.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
23.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
24.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
25.如图1-6所示,弹体热成型设备,包括热成型工作台1,热成型工作台1上端左部安装有二号气缸9,热成型工作台1上端中部安装有导轨底座7,导轨底座7上端安装有直线导轨8,直线导轨8上端右部安装有支撑架体3,支撑架体3左端安装有待加工弹体2,热成型工作台1上端前部安装有红外测距仪支架12,热成型工作台1上端右部安装有护罩6,护罩6左端安装有连接盖13,连接盖13左端安装有旋转轴4,护罩6右端后部安装有一号气缸5,护罩6右端前部安装有减速电机14,热成型工作台1前端和后端均安装有三个安装座10,六个安装座10上端均安装有壁虎螺栓11。
26.二号气缸9右端安装有支撑座90,二号气缸9输出端固定安装有活塞杆91,活塞杆91右端安装有压盖法兰95,压盖法兰95右端安装有法兰92,法兰92右端安装有顶轴93,顶轴93外表面中部安装有隔热板94,热成型工作台1左端安装有拉线传感器支架97,拉线传感器支架97上端安装有拉绳式直线位移传感器96,拉绳式直线位移传感器96右端与直线导轨8相连接。
27.待加工弹体2右端安装有一号支撑架20,一号支撑架20安装在直线导轨8上端右部,直线导轨8上端前部和上端后部均安装有一号支架21,两组一号支架21上端均安装有滚轮22;待加工弹体2与活塞杆91和顶盖40位置左右相互对应。首先将待加工弹体2安放在一号支撑架20上,此时待加工弹体2下部由一号支架21和其上的滚轮22进行支撑,同时再由二号气缸9带动其输出端的活塞杆91进行伸缩,活塞杆91进而推动压盖法兰95和法兰92,而法兰92又是固定在直线导轨8上,在法兰92被活塞杆91推动时,法兰92带动直线导轨8在导轨底座7上进行滑动,在活塞杆91推动待加工弹体2向右时,旋转轴4上的顶盖40随之卡入待加
工弹体2右端,在待加工弹体2右端受到顶盖40支撑后,此时活塞杆91继续推动法兰92,法兰92继续带动右端顶轴93,进而使顶轴93顶入待加工弹体2内,从而完成对待加工弹体2的卡紧,此时通过减速电机14带动其输出端的转轴进行转动,从而连接盖13和其上的旋转轴4进行转动,从而使旋转轴4匀速的带动待加工弹体2进行转动,避免还需要人工手动扶持并旋转弹体,不仅减轻了工作人员劳动强度,提高了其工作效率,同时也提高了弹体的加热成型效果。
28.旋转轴4左端安装有支撑盖42,支撑盖42左端安装有顶盖40,顶盖40下端和旋转轴4下端均安装有二号支撑架41,两个二号支撑架41均安装在导轨底座7上端。
29.红外测距仪支架12左端安装有光测距模拟输出121,红外测距仪支架12前端安装有红外感应支架122,红外感应支架122前端安装有弹簧124,弹簧124前端安装有二号支架123;二号支架123高度与待加工弹体2高度一致。在二号气缸9带动直线导轨8在导轨底座7上进行滑动时,通过拉绳式直线位移传感器96对直线导轨8位移距离进行检测,避免二号气缸9推动直线导轨8位移距离过长,同时在待加工弹体2随着直线导轨8进行移动,此时二号支架123与待加工弹体2触碰时,弹簧124随之受力收缩,再由光测距模拟输出121测量出弹簧124的收缩距离,从而得出待加工弹体2的偏移距离,从而方便人工对其进行调节,进一步提高了装置的实用性。
30.需要说明的是,本发明为弹体热成型设备,首先将待加工弹体2安放在一号支撑架20上,此时待加工弹体2下部由一号支架21和其上的滚轮22进行支撑,同时再由二号气缸9带动其输出端的活塞杆91进行伸缩,活塞杆91进而推动压盖法兰95和法兰92,而法兰92又是固定在直线导轨8上,在法兰92被活塞杆91推动时,法兰92带动直线导轨8在导轨底座7上进行滑动,在活塞杆91推动待加工弹体2向右时,旋转轴4上的顶盖40随之卡入待加工弹体2右端,在待加工弹体2右端受到顶盖40支撑后,此时活塞杆91继续推动法兰92,法兰92继续带动右端顶轴93,进而使顶轴93顶入待加工弹体2内,从而完成对待加工弹体2的卡紧,此时通过减速电机14带动其输出端的转轴进行转动,从而连接盖13和其上的旋转轴4进行转动,从而使旋转轴4匀速的带动待加工弹体2进行转动,避免还需要人工手动扶持并旋转弹体,不仅减轻了工作人员劳动强度,提高了其工作效率,同时也提高了弹体的加热成型效果,而且在二号气缸9带动直线导轨8在导轨底座7上进行滑动时,通过拉绳式直线位移传感器96对直线导轨8位移距离进行检测,避免二号气缸9推动直线导轨8位移距离过长,同时在待加工弹体2随着直线导轨8进行移动,此时二号支架123与待加工弹体2触碰时,弹簧124随之受力收缩,再由光测距模拟输出121测量出弹簧124的收缩距离,从而得出待加工弹体2的偏移距离,从而方便人工对其进行调节,进一步提高了装置的实用性。
31.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1