一种基于活套控制的切分双高棒轧制系统的制作方法
1.本发明涉及轧钢技术领域,尤其涉及一种基于活套控制的切分双高棒轧制系统。
背景技术:
2.随着时代的发展,轧机装备水平的不断完善更新,高速棒材精轧机组也采用了顶交45度模块轧机,上钢系统采用双通道转毂制动,大大提高轧制力矩和轧制速度,高速棒材可实施低温细化晶粒轧制技术,全线控温控轧,在保证产品各项指标符合国标的前提下减少合金消耗,节约国家资源,目前高速切分棒材是发展的一种趋势。由于gb/t1499.2-2018标准规定,螺纹钢可按实际重量或理论重量交货,在保证产品力学性能符合国标以外还要确保全部产品的尺寸符合国家标准;双高棒轧制速度快、道次多,如果中间过程环节控制不好很容易造成两线的通条性不好,在提速期间也发现两线线差实际也存在一定偏差而制约生产的有效作业率提高。
3.中国专利公开号:cn111618101a。公开了一种棒材切分多线活套控制系统及控制方法,其包括控制器、活套扫描仪、多线活套装置、上游机架及下游机架,上游机架上安装上游轧辊,下游机架上安装下游轧辊,多线活套装置包括水平导槽、导向辊、活套检测孔板及两个起套辊,活套检测孔板上设有多线钢材穿过孔,活套检测孔板上设有多个扫描检测孔,起套辊两端铰装有摆杆,摆杆的端部与起套气缸连杆端部连接,活套扫描仪输出端与控制器的输入端通过线缆连接,控制器的输出端与上游轧辊电机及起套气缸通过线缆连接。由此可见,所述棒材切分多线活套控制系统及控制方法存在以下问题:无法通过试生产过程对轧制过程的参数进行调节以及难以从多角度改善轧件的线差和生产有效作业率不高。
技术实现要素:
4.为此,本发明提供一种基于活套控制的切分双高棒轧制系统,用以克服现有技术中无法通过试生产过程对轧制过程的参数进行调节以及难以从多角度改善轧件的线差和生产有效作业率不高的问题。
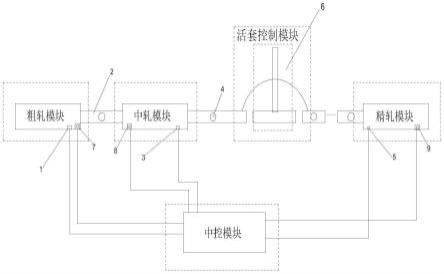
5.为实现上述目的,本发明提供一种基于活套控制的切分双高棒轧制系统,包括:粗轧模块,用于对轧件进行粗轧;中轧模块,其位于所述粗轧模块的输出端,用于对粗轧完成的轧件进行中轧;精轧模块,其位于所述中轧模块的输出端,用于对中轧处理完成的轧件进行精轧操作;活套控制模块,其位于所述中轧模块和所述精轧模块之间,用于对中轧模块输出的轧件进行起套和活套控制;中控模块,其分别与所述粗轧模块、中轧模块以及精轧模块和活套控制模块相连,用于根据检测到的中间坯的尺寸参数判定是否将对应模块中对应的运行参数调节至对应值,中控模块根据实际轧件尺寸差值对活套装置的起套高度进行重新设定并在轧制的过程中根据轧机电流的变化量对堆钢或拉钢出现的概率进行判定并使用相应的调节参数对机架电机转速进行调节和发出堆钢或拉钢报警警报。
6.进一步地,所述中控模块设有预设标准轧件尺寸r0,中控模块在试生产过程中控制视觉传感器检测轧件的实际尺寸r、将r与预设标准轧件尺寸r0进行比对并根据比对结果
的比对结果对是否存在正偏差或负偏差进行判定,
7.若r=r0,所述中控模块判定轧件的实际尺寸合格且不存在正偏差或负偏差;
8.若r>r0,所述中控模块判定轧件的实际尺寸不合格且存在正偏差、计算r与r0的正偏差差值
△
ra并根据
△
ra与预设轧件尺寸差值的对比结果对是否需要调节活套装置的起套高度进行判定;
9.若r<r0,所述中控模块判轧件的实际尺寸不合格且存在负偏差、计算r与r0的负偏差差值
△
rb并根据
△
rb与预设轧件尺寸差值的对比结果对是否需要调节活套装置的起套高度或轧制过程中的轧机或机架是否存在机械故障进行判定。
10.进一步地,所述中控模块设有第一预设轧件尺寸差值
△
r1和第二预设轧件尺寸差值
△
r2,其中0<
△
r1<
△
r2,所述中控模块判定实际轧件尺寸偏差为正偏差时,中控模块根据实际轧件尺寸偏差差值与预设轧件尺寸差值的对比结果对是否对活套装置的起套高度进行调节或对轧制过程中的轧机或机架是否存在机械故障进行判定,
11.若
△
ra≤
△
r1,所述中控模块判定实际轧件尺寸差值在允许差值内并不对活套装置的起套高度进行调节;
12.若
△
r1<
△
ra≤
△
r2,所述中控模块判定实际轧件尺寸差值不符合预设标准并控制活套装置升高起套的起套高度;
13.若
△
ra>
△
r2,所述中控模块判定轧制过程中的轧件或机架存在机械故障并发出故障警报。
14.进一步地,在所述中控模块判定实际轧件尺寸偏差为负偏差时,中控模块根据实际轧件尺寸差值与预设轧件尺寸差值的对比结果对是否对活套装置的起套高度进行对应调节或轧制过程中的轧机或机架是否存在机械故障进行判定,
15.若
△
rb≤
△
r1,所述中控模块判定实际轧件尺寸差值在允许差值内并不对活套装置的起套高度进行调节;
16.若
△
r1<
△
rb≤
△
r2,所述中控模块判定实际轧件尺寸差值不符合预设标准值并控制活套装置降低起套的起套高度;
17.若
△
rb>
△
r2,所述中控模块判定轧制过程中的轧机或机架存在机械故障并发出故障警报。
18.进一步地,所述中控模块设有预设第一轧件原料初始尺寸r1、预设第二轧件原料初始尺寸r2、第一轧件尺寸差值调节系数β1以及第二预设尺寸差值调节系数β2,其中,0<r1<r2,0<β1<1<β2,在轧制过程开始前,中控模块根据轧件原料的初始尺寸r对预设轧件尺寸差值
△
ri进行调节,其中,i=1,2,
19.若r<r1,所述中控模块判定轧件原料初始尺寸低于预设标准并使用第一轧件尺寸差值调节系数β1对预设轧件尺寸差值
△
ri进行调节,调节后的预设轧件尺寸差值记为
△
ri
′
,设定
△
ri
′
=
△
ri
×
β1;
20.若r1≤r≤r2,所述中控模块判定轧件原料初始尺寸符合预设标准并不对预设轧件尺寸差值进行调节;
21.若r>r2,所述中控模块判定轧件原料初始尺寸高于预设标准并使用第二轧件尺寸差值调节系数β2对预设轧件尺寸差值
△
ri进行调节,调节后的预设轧件尺寸差值记为
△
ri
″
,设定
△
ri
″
=
△
ri
×
β2;
22.所述中控模块完成对于预设轧件尺寸差值的调节时,中控模块根据轧件的预设工艺参数标准值与实际工艺参数标准值的对比结果将轧机的转速或者轧辊的间距调节至对应值。
23.进一步地,所述中控模块设有预设尺寸公差r0’、预设轧件弯曲度w0、预设轧件区域温度差值k0、预设轧机转速v0以及预设轧机转速调节系数e,若在试生产过程中检测出轧件的实际尺寸公差、实际轧件弯曲度或实际轧件区域温度差值不合格,中控模块根据实际尺寸公差、实际轧件弯曲度或实际轧件区域温度差值与预设值的对比结果对轧辊的间距或者轧机的转速进行对应的调节,
24.若r
′
≠r0
′
、w≠w0或k>k0,所述中控模块判定轧件的实际尺寸公差、实际轧件弯曲度或实际轧件区域温度差值均不符合预设标准并分别使用预设轧机转速调节系数对轧机的转速vx进行调节、控制轧机对轧辊的间距进行调整或优化加热温度曲线和空/煤比,调节后的轧机转速记为vx’,设定vx’=vx
×
e;
25.若r
′
=r0
′
、w=w0且k≤k0,所述中控模块判定轧件的工艺参数符合预设标准并不对轧辊的间距或者轧机的转速进行调节;
26.所述中控模块在使用某调节系数完成对于轧机的转速调节时,中控模块根据实际轧件尺寸r与预设标准轧件尺寸的对比结果将粗轧辊间距d调节至对应值。
27.进一步地,所述中控模块设有第一预设标准轧件尺寸r1、第二预设标准轧件尺寸r2、第一预设粗轧辊间距调节系数γ1以及第二预设粗轧辊间距调节系数γ2,其中,0<r1<r2,0<γ1<1<γ2,在试生产过程中,所述中控模块根据实际轧件尺寸r与预设标准轧件尺寸的对比结果对粗轧模块的粗轧辊间距d进行对应的调节,
28.若r<r1,所述中控模块判定实际轧件尺寸不符合预设标准值并使用γ1对粗轧辊间距d进行调节,调节后的粗轧辊间距记为d
′
,设定d
′
=d
×
γ1;
29.若r1<r<r2,所述中控模块判定实际轧件尺寸符合预设标准并不对粗轧辊间距进行调节;
30.若r>r2,所述中控模块判定实际轧件尺寸不符合预设标准并使用γ2对粗轧辊间距d进行调节,调节后的粗轧辊间距记为d
″
,设定d
″
=d
×
γ2;
31.所述中控模块完成对于粗轧辊间距的调节时,中控模块根据电流传感器检测到的轧机中电流的变化量的正负值判定是否出现堆钢或拉钢以及将上下游的机架电机转速调节至对应值。
32.进一步地,所述中控模块设有预设轧机扎件进入时电流i1、预设轧机轧件离开时电流i2、预设轧机电流变化量
△
i0、预设堆钢报警轧机电流变化量
△
id0、预设拉钢报警轧机电流变化量
△
il0、第一预设机架电机转速调节系数α1以及第二预设机架电机转速调节系数α2,其中,
△
i0=i2-i1,0<α1<1<α2,当所述中控模块使用粗轧辊间距调节系数完成对于粗轧辊间距的调节时,中控模块根据电流传感器检测到的轧机中电流的变化量的正负值判定是否出现堆钢或拉钢并使用预设机架电机转速调节系数对上下游的机架电机转速v进行调节,
33.若
△
i0>0,所述中控模块判定机架之间出现堆钢并使用α1和α2对上下游机架电机的转速进行调节,调节后的上游机架电机转速记为va
′
,设定va
′
=v
×
α1,调节后的下游机架电机转速记为vb
′
,设定vb
′
=v
×
α2;
34.若
△
i0>0且
△
i0<
△
id0,所述中控模块判定达到堆钢报警电流变化量并发出堆钢报警警报;
35.若
△
i0<0,所述中控模块判定机架之间出现拉钢并使用α1和α2对上下游机架电机的转速进行调节,调节后的上游机架电机转速记为va
″
,设定va
″
=v
×
α2,调节后的下游机架电机转速记为vb
″
,设定vb
″
=v
×
α1;
36.若
△
i0<0且
△
i0<
△
il0,所述中控模块判定达到拉钢报警电流变化量并发出拉钢报警警报。
37.进一步地,所述中控模块设有预设总计过钢量e0和预设轧制系统运行总时长t0,当中控模块完成对于上下游机架的速度调节时,中控模块根据实际过钢量与预设过钢量的对比结果以及实际系统运行总时长与预设轧制系统运行总时长的对比结果对轧辊是否出现损坏的概率进行判定,
38.若e>e0且t>t0,所述中控模块判定轧辊出现损坏的概率为90%并发出更换轧辊通知;
39.若e>e0且t<t0,所述中控模块判定轧辊出现损坏的概率为80%并发出检修轧辊通知;
40.若e<e0且t<t0,所述中控模块判定轧辊未出现损坏;
41.若e<e0且t>t0,所述中控模块判定轧辊出现损坏的该列车为50%并发出停止运行进行检修的通知。
42.进一步地,所述中轧模块将中轧轧辊改用材质较硬的高速钢轧辊、将预精轧模块轧辊和精轧模块轧辊改用碳化钨辊环。
43.与现有技术相比,本发明的有益效果在于,通过设置粗轧模块、中轧模块、精轧模块、活套控制模块以及中控模块,可以根据轧件的尺寸参数对各轧制运行模块进行调整、可以根据实际轧件尺寸差值对活套装置的起套高度进行重新设定、用于根据轧件原料初始尺寸对轧件尺寸差值进行调节、可以根据轧机电流的变化量对堆钢或拉钢出现的概率进行判定并使用相应的调节参数对机架电机转速进行调节和发出堆钢或拉钢报警警报,实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
44.进一步地,本发明所述系统通过设置预设标准轧件尺寸,可以对实际轧件尺寸是否与预设标准轧件尺寸存在偏差进行判定且计算出正偏差和负偏差值,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
45.进一步地,本发明所述系统通过设置第一预设轧件尺寸差值、第二预设轧件尺寸差值,可以对正偏差时所对应的轧制过程进行对应的活套调节以及对存在的机械故障进行判定,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
46.进一步地,本发明所述系统通过设置第一预设轧件尺寸差值、第二预设轧件尺寸差值,可以对负偏差时所对应的轧制过程进行对应的活套调节以及对存在的机械故障进行判定,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
47.进一步地,本发明所述系统通过设置预设第一轧件原料初始尺寸、预设第二轧件原料初始尺寸、第一轧件尺寸差值调节系数以及第二预设尺寸差值调节系数,可以对预设轧件的尺寸差值进行对应的调整,实现了轧件的灵活改变尺寸差值调高了作业的效率和精准性,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
48.进一步地,本发明所述系统通过设置预设尺寸公差、预设轧件弯曲度以及预设轧件区域温度差值,可以对工艺参数不合格的情况进行判定且对相关的轧制过程进行对应的调节,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
49.进一步地,本发明所述系统通过设置第一预设标准轧件尺寸、第二预设标准轧件尺寸、第一预设粗轧辊间距调节系数以及第二预设粗轧辊间距调节系数,可以对粗轧辊间距进行对应的调节,提高了轧辊的使用年限减少了轧辊的磨损程度,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
50.进一步地,本发明所述系统通过设置预设轧机扎件进入时电流、预设轧机轧件离开时电流、预设轧机电流变化量、预设堆钢报警轧机电流变化量、预设拉钢报警轧机电流变化量、第一预设机架电机转速调节系数以及第二预设机架电机转速调节系数,可以根据轧机中电流的变化量对是否出现拉钢或堆钢进行判定并使用机架电机调节系数对机架电机转速进行调节,调高了堆钢或拉钢的及时处理效率,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
51.进一步地,本发明所述系统通过设置预设总计过钢量和预设轧制系统运行总时长,可以对轧辊是否出现损坏的概率进行判定,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
52.进一步地,本发明所述系统通过将中轧轧辊改用材质较硬的高速钢轧辊、将预精轧模块轧辊和精轧模块轧辊改用碳化钨辊环,提高了高速区的轧槽耐磨,成品辊单槽过钢量从1000吨提高到2000吨以上,生产一个班可以只更换一个轧槽,有效的减少换槽造成的负差波动和停机作业时间。
附图说明
53.图1为本发明所述一种基于活套控制的切分双高棒轧制系统的结构示意图。
具体实施方式
54.为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
55.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
56.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不
能理解为对本发明的限制。
57.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
58.请参阅图1所示,其为本发明所述一种基于活套控制的切分双高棒轧制系统的结构示意图,本发明所述基于活套控制的切分双高棒轧制系统,包括:
59.粗轧模块,用于对轧件进行粗轧;
60.中轧模块,其位于所述粗轧模块的输出端,用于对粗轧完成的轧件进行中轧;
61.精轧模块,其位于所述中轧模块的输出端,用于对中轧处理完成的轧件进行精轧操作;
62.活套控制模块,其位于所述中轧模块和所述精轧模块之间,用于对中轧模块输出的轧件进行起套和活套控制;
63.中控模块,其分别与所述粗轧模块、中轧模块以及精轧模块和活套控制模块相连,用于根据检测到的中间坯的尺寸参数判定是否将对应模块中对应的运行参数调节至对应值,中控模块根据实际轧件尺寸差值对活套装置的起套高度进行重新设定并在轧制的过程中根据轧机电流的变化量对堆钢或拉钢出现的概率进行判定并使用相应的调节参数对机架电机转速进行调节和发出堆钢或拉钢报警警报。
64.本发明通过设置粗轧模块、中轧模块、精轧模块、活套控制模块以及中控模块,可以根据轧件的尺寸参数对各轧制运行模块进行调整、可以根据实际轧件尺寸差值对活套装置的起套高度进行重新设定、用于根据轧件原料初始尺寸对轧件尺寸差值进行调节、可以根据轧机电流的变化量对对堆钢或拉钢出现的概率进行判定并使用相应的调节参数对机架电机转速进行调节和发出堆钢或拉钢报警警报,实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
65.具体而言,所述中控模块设有预设标准轧件尺寸r0,中控模块在试生产过程中控制视觉传感器检测轧件的实际尺寸r、将r与预设标准轧件尺寸r0进行比对并根据比对结果的比对结果对是否存在正偏差或负偏差进行判定,
66.若r=r0,所述中控模块判定轧件的实际尺寸合格且不存在正偏差或负偏差;
67.若r>r0,所述中控模块判定轧件的实际尺寸不合格且存在正偏差、计算r与r0的正偏差差值
△
ra并根据
△
ra与预设轧件尺寸差值的对比结果对是否需要调节活套装置的起套高度进行判定;
68.若r<r0,所述中控模块判轧件的实际尺寸不合格且存在负偏差、计算r与r0的负偏差差值
△
rb并根据
△
rb与预设轧件尺寸差值的对比结果对是否需要调节活套装置的起套高度或轧制过程中的轧机或机架是否存在机械故障进行判定。
69.本发明所述系统通过设置预设标准轧件尺寸,可以对实际轧件尺寸是否与预设标准轧件尺寸存在偏差进行判定且计算出正偏差和负偏差值,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
70.具体而言,所述中控模块设有第一预设轧件尺寸差值
△
r1和第二预设轧件尺寸差
值
△
r2,其中0<
△
r1<
△
r2,所述中控模块判定实际轧件尺寸偏差为正偏差时,中控模块根据实际轧件尺寸偏差差值与预设轧件尺寸差值的对比结果对是否对活套装置的起套高度进行调节或对轧制过程中的轧机或机架是否存在机械故障进行判定,
71.若
△
ra≤
△
r1,所述中控模块判定实际轧件尺寸差值在允许差值内并不对活套装置的起套高度进行调节;
72.若
△
r1<
△
ra≤
△
r2,所述中控模块判定实际轧件尺寸差值不符合预设标准并控制活套装置升高起套的起套高度;
73.若
△
ra>
△
r2,所述中控模块判定轧制过程中的轧件或机架存在机械故障并发出故障警报。
74.本发明所述系统通过设置第一预设轧件尺寸差值、第二预设轧件尺寸差值,可以对正偏差时所对应的轧制过程进行对应的活套调节以及对存在的机械故障进行判定,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
75.具体而言,在所述中控模块判定实际轧件尺寸偏差为负偏差时,中控模块根据实际轧件尺寸差值与预设轧件尺寸差值的对比结果对是否对活套装置的起套高度进行对应调节或轧制过程中的轧机或机架是否存在机械故障进行判定,
76.若
△
rb≤
△
r1,所述中控模块判定实际轧件尺寸差值在允许差值内并不对活套装置的起套高度进行调节;
77.若
△
r1<
△
rb≤
△
r2,所述中控模块判定实际轧件尺寸差值不符合预设标准值并控制活套装置降低起套的起套高度;
78.若
△
rb>
△
r2,所述中控模块判定轧制过程中的轧机或机架存在机械故障并发出故障警报。
79.本发明所述系统通过设置第一预设轧件尺寸差值、第二预设轧件尺寸差值,可以对负偏差时所对应的轧制过程进行对应的活套调节以及对存在的机械故障进行判定,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
80.具体而言,所述中控模块设有预设第一轧件原料初始尺寸r1、预设第二轧件原料初始尺寸r2、第一轧件尺寸差值调节系数β1以及第二预设尺寸差值调节系数β2,其中,0<r1<r2,0<β1<1<β2,在轧制过程开始前,中控模块根据轧件原料的初始尺寸r对预设轧件尺寸差值
△
ri进行调节,其中,i=1,2,
81.若r<r1,所述中控模块判定轧件原料初始尺寸低于预设标准并使用第一轧件尺寸差值调节系数β1对预设轧件尺寸差值
△
ri进行调节,调节后的预设轧件尺寸差值记为
△
ri
′
,设定
△
ri
′
=
△
ri
×
β1;
82.若r1≤r≤r2,所述中控模块判定轧件原料初始尺寸符合预设标准并不对预设轧件尺寸差值进行调节;
83.若r>r2,所述中控模块判定轧件原料初始尺寸高于预设标准并使用第二轧件尺寸差值调节系数β2对预设轧件尺寸差值
△
ri进行调节,调节后的预设轧件尺寸差值记为
△
ri
″
,设定
△
ri
″
=
△
ri
×
β2;
84.所述中控模块完成对于预设轧件尺寸差值的调节时,中控模块根据轧件的预设工
艺参数标准值与实际工艺参数标准值的对比结果将轧机的转速或者轧辊的间距调节至对应值。
85.本发明所述系统通过设置预设第一轧件原料初始尺寸、预设第二轧件原料初始尺寸、第一轧件尺寸差值调节系数以及第二预设尺寸差值调节系数,可以对预设轧件的尺寸差值进行对应的调整,实现了轧件的灵活改变尺寸差值调高了作业的效率和精准性,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
86.具体而言,所述中控模块设有预设尺寸公差r0’、预设轧件弯曲度w0、预设轧件区域温度差值k0、预设轧机转速v0以及预设轧机转速调节系数e,若在试生产过程中检测出轧件的实际尺寸公差、实际轧件弯曲度或实际轧件区域温度差值不合格,中控模块根据实际尺寸公差、实际轧件弯曲度或实际轧件区域温度差值与预设值的对比结果对轧辊的间距或者轧机的转速进行对应的调节,
87.若r
′
≠r0
′
、w≠w0或k>k0,所述中控模块判定轧件的实际尺寸公差、实际轧件弯曲度或实际轧件区域温度差值均不符合预设标准并分别使用预设轧机转速调节系数对轧机的转速vx进行调节、控制轧机对轧辊的间距进行调整或优化加热温度曲线和空/煤比,调节后的轧机转速记为vx’,设定vx’=vx
×
e;
88.若r
′
=r0
′
、w=w0且k≤k0,所述中控模块判定轧件的工艺参数符合预设标准并不对轧辊的间距或者轧机的转速进行调节;
89.所述中控模块在使用某调节系数完成对于轧机的转速调节时,中控模块根据实际轧件尺寸r与预设标准轧件尺寸的对比结果将粗轧辊间距d调节至对应值。
90.本发明所述系统通过设置预设尺寸公差、预设轧件弯曲度以及预设轧件区域温度差值,可以对工艺参数不合格的情况进行判定且对相关的轧制过程进行对应的调节,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
91.具体而言,所述中控模块设有第一预设标准轧件尺寸r1、第二预设标准轧件尺寸r2、第一预设粗轧辊间距调节系数γ1以及第二预设粗轧辊间距调节系数γ2,其中,0<r1<r2,0<γ1<1<γ2,在试生产过程中,所述中控模块根据实际轧件尺寸r与预设标准轧件尺寸的对比结果对粗轧模块的粗轧辊间距d进行对应的调节,
92.若r<r1,所述中控模块判定实际轧件尺寸不符合预设标准值并使用γ1对粗轧辊间距d进行调节,调节后的粗轧辊间距记为d
′
,设定d
′
=d
×
γ1;
93.若r1<r<r2,所述中控模块判定实际轧件尺寸符合预设标准并不对粗轧辊间距进行调节;
94.若r>r2,所述中控模块判定实际轧件尺寸不符合预设标准并使用γ2对粗轧辊间距d进行调节,调节后的粗轧辊间距记为d
″
,设定d
″
=d
×
γ2;
95.所述中控模块完成对于粗轧辊间距的调节时,中控模块根据电流传感器检测到的轧机中电流的变化量的正负值判定是否出现堆钢或拉钢以及将上下游的机架电机转速调节至对应值。
96.本发明所述系统通过设置第一预设标准轧件尺寸、第二预设标准轧件尺寸、第一预设粗轧辊间距调节系数以及第二预设粗轧辊间距调节系数,可以对粗轧辊间距进行对应
的调节,提高了轧辊的使用年限减少了轧辊的磨损程度,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
97.具体而言,所述中控模块设有预设轧机扎件进入时电流i1、预设轧机轧件离开时电流i2、预设轧机电流变化量
△
i0、预设堆钢报警轧机电流变化量
△
id0、预设拉钢报警轧机电流变化量
△
il0、第一预设机架电机转速调节系数α1以及第二预设机架电机转速调节系数α2,其中,
△
i0=i2-i1,0<α1<1<α2,当所述中控模块使用粗轧辊间距调节系数完成对于粗轧辊间距的调节时,中控模块根据电流传感器检测到的轧机中电流的变化量的正负值判定是否出现堆钢或拉钢并使用预设机架电机转速调节系数对上下游的机架电机转速v进行调节,
98.若
△
i0>0,所述中控模块判定机架之间出现堆钢并使用α1和α2对上下游机架电机的转速进行调节,调节后的上游机架电机转速记为va
′
,设定va
′
=v
×
α1,调节后的下游机架电机转速记为vb
′
,设定vb
′
=v
×
α2;
99.若
△
i0>0且
△
i0<
△
id0,所述中控模块判定达到堆钢报警电流变化量并发出堆钢报警警报;
100.若
△
i0<0,所述中控模块判定机架之间出现拉钢并使用α1和α2对上下游机架电机的转速进行调节,调节后的上游机架电机转速记为va
″
,设定va
″
=v
×
α2,调节后的下游机架电机转速记为vb
″
,设定vb
″
=v
×
α1;
101.若
△
i0<0且
△
i0<
△
il0,所述中控模块判定达到拉钢报警电流变化量并发出拉钢报警警报。
102.本发明所述系统通过设置预设轧机扎件进入时电流、预设轧机轧件离开时电流、预设轧机电流变化量、预设堆钢报警轧机电流变化量、预设拉钢报警轧机电流变化量、第一预设机架电机转速调节系数以及第二预设机架电机转速调节系数,可以根据轧机中电流的变化量对是否出现拉钢或堆钢进行判定并使用机架电机调节系数对机架电机转速进行调节,调高了堆钢或拉钢的及时处理效率,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
103.具体而言,所述中控模块设有预设总计过钢量e0和预设轧制系统运行总时长t0,当中控模块完成对于上下游机架的速度调节时,中控模块根据实际过钢量与预设过钢量的对比结果以及实际系统运行总时长与预设轧制系统运行总时长的对比结果对轧辊是否出现损坏的概率进行判定,
104.若e>e0且t>t0,所述中控模块判定轧辊出现损坏的概率为90%并发出更换轧辊通知;
105.若e>e0且t<t0,所述中控模块判定轧辊出现损坏的概率为80%并发出检修轧辊通知;
106.若e<e0且t<t0,所述中控模块判定轧辊未出现损坏;
107.若e<e0且t>t0,所述中控模块判定轧辊出现损坏的该列车为50%并发出停止运行进行检修的通知。
108.本发明所述系统通过设置预设总计过钢量和预设轧制系统运行总时长,可以对轧辊是否出现损坏的概率进行判定,进一步实现了对双高棒切分轧制系统的精确速度控制和降低了棒材生产过程中的线差以及提高了生产有效作业率。
109.具体而言,所述中轧模块将中轧轧辊改用材质较硬的高速钢轧辊、将预精轧模块轧辊和精轧模块轧辊改用碳化钨辊环。
110.本发明所述系统通过将中轧轧辊改用材质较硬的高速钢轧辊、将预精轧模块轧辊和精轧模块轧辊改用碳化钨辊环,提高了高速区的轧槽耐磨,成品辊单槽过钢量从1000吨提高到2000吨以上,生产一个班可以只更换一个轧槽,有效的减少换槽造成的负差波动和停机作业时间。
111.请继续参阅图1所示,所述粗轧模块设有粗轧机7和轧机电流传感器1、所述中轧模块设有中轧机8和中轧机电流传感器3、所述精轧模块设有精轧机9和精轧机电流传感器5,在电流传感器检测到电流的变化时将电流信号输送至中控模块,中控模块根据接收到的电流变化信号进行分析计算并控制各部分轧机和区间的机架进行电机转速的调节。
112.请继续参阅图1所示,所述系统严格按要求车削孔型,可以保证提供预装良好,孔型合格的轧机,可以确保钢筋尺寸精度。严格成品孔、成品前孔换槽制度,禁止超期使用,可以避免因孔型磨损严重使尺寸超差,确保造成负差偏小。
113.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
114.以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1