一种特种车辆车身集成柔性焊接工装的制作方法
1.本发明属于车辆车身机械制造技术领域,具体涉及一种特种车辆车身集成柔性焊接工装。
背景技术:
2.集成化、柔性化、自动化是目前机械制造领域的发展趋势。某特种车辆的车身为高强度钢板焊接而成,具有空间体积大、质量大,焊接步骤复杂,焊接精度要求高等特点。目前,该特种车辆车身的焊接是通过人工方式在简易工装上焊接各部分,再将各部分拼接后焊接。由于焊接车身零部件尺寸大、质量大,不同车型车身尺寸不同,现有方法存在车身零部件搬运、调整不便,简易工装精度稳定性差,为适应不同车型需要制作多套工装导致的成本高、效率低等问题。
3.为克服现有人工简易工装存在的问题,需要设计开发一种可以适应多型车辆车身且能够将整个车身焊接流程集成于一体的自动化焊接工装系统,实现特种车辆车身的高质量、高效率生产制造。
技术实现要素:
4.(一)要解决的技术问题
5.本发明提出一种特种车辆车身集成柔性焊接工装,以解决现有焊接工装存在的车身焊接工序分散,零部件搬运、调整困难,简易工装精度稳定性差,为适应不同车型需要制作多套工装导致的成本高、效率低等技术问题。
6.(二)技术方案
7.为了解决上述技术问题,本发明提出一种特种车辆车身集成柔性焊接工装,该集成柔性焊接工装包括工装平台、前首部件工装、底甲板及扭杆支架工装、诱导轮支架工装和侧甲板工装;所有工装均集成到工装平台上,前首部件工装固定连接于工装平台前端,底甲板及扭杆支架工装、诱导轮支架工装和侧甲板工装均在工装平台上呈对称镜像布置与固定连接;
8.工装平台包括平台支架和工装平板;其中,工装平板整体放置于平台支架上,工装平板上加工有定位孔,用于对各工装子部件进行定位和安装,并提供集成空间;
9.前首部件工装包括齿轮室固定组件、前首定位支撑组件、前首斜支撑导向组件和定位轴组件;其中,
10.齿轮室固定组件用于对车体齿轮室进行定位与固定,包括底座、第一直线模组、支撑架和齿轮室固定板;其中,底座与工装平台固定连接,底座的上平面承载第一直线模组,第一直线模组的滑块与支撑架连接,支撑架通过定位销与齿轮室固定板上的定位销孔连接固定;第一直线模组驱动支撑架及齿轮室固定板沿第一直线模组的滑块运动;
11.前首定位支撑组件用于对前首零件进行限位与支撑,包括电缸安装座、第一电缸和限位支撑板;其中,电缸安装座与工装平台固定连接,电缸安装座上加工有定位面,第一
电缸通过定位面定位并与电缸安装座固定连接;限位支撑板位于第一电缸正上方,第一电缸的头部穿过限位支撑板上的定位孔并通过螺母锁紧;电缸安装座内的第一电缸驱动限位支撑板实现竖直方向的顶升和缩回,由限位支撑板对前首零件进行限位;
12.前首斜支撑导向组件用于与前首定位支撑组件共同完成车体前首零件的定位和支撑,包括第一基座、第二直线模组、滑动平台、伺服电缸、导向板安装座和导向板;其中,第一基座通过定位孔与工装平台固定连接,第一基座的上平面承载第二直线模组;伺服电缸的一端与滑动平台连接,另一端与导向板安装座连接;导向板安装座靠近工装平台的一侧通过铰连接与滑动平台连接,二者可相对转动;导向板通过滑动导轨与导向板安装座连接;第二直线模组驱动滑动平台,滑动平台上安装的伺服电缸驱动与滑动平台铰接的导向板安装座及导向板,实现导向板安装座及导向板的前后运动和内外方向转动,控制前首部件的夹紧及前后定位距离,同时导向板可以沿导轨实现沿导向板安装座的法线方向运动,各组件相配合运动实现不同车型前首部件的定位、距离和角度调整、夹紧;
13.定位轴组件通过轴盘支撑定位车身减速器支架,用于保证减速器支架与齿轮室同轴度,包括主轴、副轴、锁紧螺母、限位盘以及夹紧盘;其中,副轴与主轴采用螺纹副连接,通过旋转副轴调节螺纹啮合长度,可实现整轴长度的伸长和缩短,调整后通过锁紧螺母锁死固定;设置在主轴上的夹紧盘用于固定工件,可随工件形状变化进行更换。设置在主轴上的限位盘用于对工件进行定位,便于夹紧盘对工件固定;主轴两端的法兰盘通过菱形销与工件进行配合,实现定位轴组件的固定;
14.底甲板及扭杆支架工装包括底甲板夹紧定位组件和扭杆支架定位安装组件;其中,
15.多个底甲板夹紧定位组件对称镜像排布于工装平台上,用于底甲板的定位、调整与夹紧,每个底甲板夹紧定位组件包括第二基座、支撑座、l形支架和第三直线模组;其中,第三直线模组与工装平台固定连接,第三直线模组上方布置有支撑座,第三直线模组用于驱动支撑座前后移动,支撑座的上平面布置有第二基座,第二基座与l形支架固定连接;在第三直线模组驱动下,l形支架可以实现x方向和y方向的移动,以对不同车型特种车辆底甲板进行移动、定位、夹紧操作;
16.多个扭杆支架定位安装组件对称镜像排布于工装平台上并与工装平台固定连接,每个扭杆支架定位安装组件包括气动夹头、气动夹头安装座、导轨座、x向长直线模组、y向直线模组、z向直线模组和长距离直线导轨;其中,长距离直线导轨安装在工装平台上,x向长直线模组安装在长距离直线导轨上,y向直线模组和z向直线模组连接于导轨座,气动夹头通过气动夹头安装座上的定位面定位,并通过螺栓固定连接,气动夹头安装座由z向直线模组直接驱动;在x向长直线模组、y向直线模组、z向直线模组的驱动下,安装于气动夹头安装座上的气动夹头可以夹持扭杆支架工件,通过长距离直线模组可以实现气动夹头在x方向进行长距离移动,进行扭杆支架的顺序安装,在y方向、z方向可以进行微调,以适应不同车型的焊接;
17.多个诱导轮支架工装对称镜像排布于工装平台两侧并与工装平台固定连接,每个诱导轮支架工装包括第三基座、诱导轮支架支撑座、诱导轮支架安装板、固定立座和第四直线模组;其中,第三基座安装于长距离直线导轨上,第三基座上安装第四直线模组,固定立座通过滑块与第四直线模组连接,诱导轮支架支撑座与诱导轮支架安装板连接,通过滑块
与固定立座连接;诱导轮支架工装与底甲板及扭杆支架工装共用x向长直线模组,实现x方向的运动,诱导轮支架支撑座对应支撑诱导轮支架中心圆孔,对诱导轮支架进行定位锁紧,第三基座和固定立座在第四直线模组的驱动下实现带动诱导轮支架支撑座进行运动,实现对不同车型诱导轮支架进行夹紧、定位操作;
18.多个侧甲板工装对称镜像排布于工装平台两侧并与工装平台固定连接,用于不同车型的侧甲板的定位、夹紧和支撑,每个侧甲板工装包括立柱、支承移动平台、第二电缸、第五直线模组、立板、圆柱滚子和夹紧组件;其中,立柱通过工装平台的定位孔与工装平台固定连接,第二电缸通过立柱底板上的定位面定位并与立柱固定连接,第二电缸的伸缩端与支承移动平台固定连接,同时支承移动平台与第五直线模组连接,支承移动平台用于调整侧甲板,立板用于连接支撑移动平台、夹紧组件,夹紧组件用于固定侧甲板;圆柱滚子安装于支撑移动平台上,用于侧甲板的前后滑动。
19.进一步地,齿轮室固定板根据车型进行更换,以实现不同车型齿轮室的定位夹紧。
20.进一步地,伺服电缸与滑动平台和导向板安装座的连接方式分别为铰连接及轴承支承。
21.进一步地,底甲板夹紧定位组件共四个,
22.进一步地,扭杆支架定位安装组件共两个。
23.进一步地,诱导轮支架工装共两个。
24.进一步地,侧甲板工装共六个。
25.(三)有益效果
26.本发明提出一种特种车辆车身集成柔性焊接工装,包括工装平台、前首部件工装、底甲板及扭杆支架工装、诱导轮支架工装和侧甲板工装,工装平台包括平台支架和工装平板,前首部件工装包括齿轮室固定组件、前首定位支撑组件、前首斜支撑导向组件和定位轴组件,底甲板及扭杆支架工装包括底甲板夹紧定位组件和扭杆支架定位安装组件。本发明的集成柔性焊接工装,将特种车辆车身的各部分焊接工装集成到同一平台,通过合理的结构设计和各运动模块的相互配合,实现车身各部件位置的移动、调整、定位、支撑和夹紧等焊接工装中一系列操作的自动化和柔性化。本发明高度集成化和柔性化,自动化程度高,定位精度和生产效率高。
附图说明
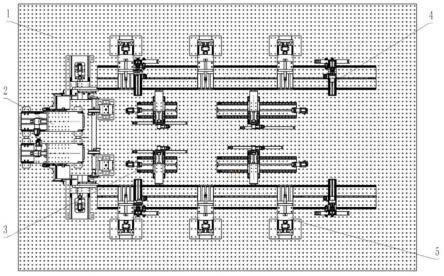
27.图1为本发明实施例的集成柔性焊接工装整体结构示意图;
28.图2为本发明实施例中前首部件工装结构示意图;
29.图3为本发明实施例中底甲板及扭杆支架工装结构示意图;
30.图4为本发明实施例中诱导轮支架工装结构示意图;
31.图5为本发明实施例中侧甲板工装结构示意图。
具体实施方式
32.为使本发明的目的、内容和优点更加清楚,下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。
33.本实施例提出一种特种车辆车身集成柔性焊接工装,其整体结构如图1所示,包括
工装平台1、前首部件工装2、底甲板及扭杆支架工装3、诱导轮支架工装4和侧甲板工装5,所有工装均集成到工装平台1上。其中,前首部件工装2固定连接于工装平台1前端,底甲板及扭杆支架工装3、诱导轮支架工装4和侧甲板工装5均在工装平台1上呈对称镜像布置与固定连接。
34.工装平台1包括平台支架和钢制工装平板。其中,钢制工装平板整体放置于平台支架上,钢制工装平板上加工有定位孔,用于对各工装子部件进行定位和安装,并提供集成空间。
35.如图2所示,前首部件工装2包括齿轮室固定组件21、前首定位支撑组件22、前首斜支撑导向组件23和定位轴组件24。
36.齿轮室固定组件21用于对车体齿轮室进行定位与固定,包括底座214、第一直线模组213、支撑架211和齿轮室固定板212,其中,底座214与工装平台1固定连接,底座214的上平面承载第一直线模组213,第一直线模组213的滑块与支撑架211连接,支撑架211通过菱形定位销与齿轮室固定板212上的定位销孔连接固定。第一直线模组213驱动支撑架211及齿轮室固定板212沿第一直线模组213的滑块运动。齿轮室固定板212可根据车型进行更换,以实现不同车型齿轮室的定位夹紧。
37.前首定位支撑组件22用于对前首零件进行限位与支撑,包括电缸安装座221、第一电缸223和限位支撑板222。其中,电缸安装座221与工装平台1固定连接,电缸安装座221上加工有定位面,第一电缸223通过定位面定位并与电缸安装座221固定连接。限位支撑板222位于第一电缸223正上方,第一电缸223的头部穿过限位支撑板222上的定位孔并通过螺母锁紧。电缸安装座221内的第一电缸223驱动限位支撑板222实现竖直方向的顶升和缩回,由限位支撑板222对前首零件进行限位。
38.前首斜支撑导向组件23用于与前首定位支撑组件22共同完成车体前首零件的定位和支撑,包括第一基座235、第二直线模组236、滑动平台231、伺服电缸232、导向板安装座233和导向板234。其中,第一基座235通过定位孔与工装平台1固定连接,第一基座235的上平面承载第二直线模组236。伺服电缸232一端与滑动平台231连接,另一端与导向板安装座233连接,连接方式分别为铰连接及轴承支承。导向板安装座233靠近工装平台1的一侧通过铰连接与滑动平台231连接,二者可相对转动。导向板234通过滑动导轨与导向板安装座233连接。第二直线模组236驱动滑动平台231,滑动平台231上安装的伺服电缸232驱动与滑动平台231铰接的导向板安装座233及导向板234,实现导向板安装座233及导向板234的前后运动和内外方向转动,控制前首部件的夹紧及前后定位距离,同时导向板234可以沿导轨实现沿导向板安装座233的法线方向运动,各组件相配合运动实现不同车型前首部件的定位、距离和角度调整、夹紧。
39.定位轴组件24通过轴盘支撑定位车身减速器支架,用于保证减速器支架与齿轮室同轴度,包括主轴242、副轴241、锁紧螺母243、限位盘244以及夹紧盘245。其中,副轴241与主轴242采用螺纹副连接,通过旋转副轴241调节螺纹啮合长度,可实现整轴长度的伸长和缩短,调整后通过锁紧螺母243锁死固定。设置在主轴242上的夹紧盘245用于固定工件,可随工件形状变化进行更换。设置在主轴242上的限位盘244用于对工件进行定位,便于夹紧盘245对工件固定。主轴242两端的法兰盘通过菱形销与工件进行配合,实现定位轴组件24的固定。
40.如图3所示,底甲板及扭杆支架工装3包括底甲板夹紧定位组件31和扭杆支架定位安装组件32。
41.底甲板夹紧定位组件31共四个,对称镜像排布于工装平台1上,用于底甲板的定位、调整与夹紧,包括第二基座312、支撑座313、l形支架311和第三直线模组314。其中,第三直线模组314与工装平台1固定连接,第三直线模组314上方布置有支撑座313,第三直线模组314用于驱动支撑座313前后移动,支撑座313的上平面布置有第二基座312,第二基座312与l形支架311固定连接。在第三直线模组314驱动下,l形支架311可以实现x方向和y方向的移动,以对不同车型特种车辆底甲板进行移动、定位、夹紧等操作。
42.扭杆支架定位安装组件32共两个,对称镜像排布于工装平台1上并与工装平台1固定连接,包括气动夹头322、气动夹头安装座321、导轨座324、x向长直线模组326、y向直线模组327、z向直线模组325和长距离直线导轨323。其中,长距离直线导轨323安装在工装平台1上,x向长直线模组326安装在长距离直线导轨323上,y向直线模组327和z向直线模组325连接于导轨座324,气动夹头322通过气动夹头安装座321上的定位面定位,并通过螺栓固定连接,气动夹头安装座321由z向直线模组325直接驱动。在x向长直线模组326、y向直线模组327、z向直线模组325的驱动下,安装于气动夹头安装座321上的气动夹头322可以夹持扭杆支架工件,通过长距离直线模组323可以实现气动夹头322在x方向进行长距离移动,进行扭杆支架的顺序安装,在y、z方向可以进行微调,以适应不同车型的焊接。
43.如图4所示,诱导轮支架工装4共两个,对称镜像排布于工装平台1两侧并与工装平台1固定连接,包括第三基座42、诱导轮支架支撑座41、诱导轮支架安装板44、固定立座43和第四直线模组45。其中,第三基座42安装于长距离直线导轨323上,第三基座42上安装第四直线模组45,固定立座43通过滑块与第四直线模组45连接,诱导轮支架支撑座41与诱导轮支架安装板44连接,通过滑块与固定立座43连接。诱导轮支架工装4与底甲板及扭杆支架工装3共用x向长直线模组323,实现x方向的运动,诱导轮支架支撑座41对应支撑诱导轮支架中心圆孔,对诱导轮支架进行定位锁紧,第三基座42和固定立座43在第四直线模组45的驱动下实现带动诱导轮支架支撑座41进行运动,实现对不同车型诱导轮支架进行夹紧、定位等操作。
44.如图5所示,侧甲板工装5共六个,对称镜像排布于工装平台1两侧并与工装平台1固定连接,每一侧为三个,用于不同车型的侧甲板的定位、夹紧和支撑,包括立柱51、支承移动平台53、第二电缸52、第五直线模组55、立板54、圆柱滚子56和夹紧组件57。其中,立柱51通过工装平台1的定位孔与工装平台1固定连接,第二电缸52通过立柱51底板上的定位面定位并与立柱51固定连接,第二电缸52的伸缩端与支承移动平台53固定连接,同时支承移动平台53与第五直线模组55连接,支承移动平台53用于调整侧甲板,立板54用于连接支撑移动平台53、夹紧组件57,夹紧组件57用于固定侧甲板。圆柱滚子56安装于支撑移动平台53上,用于侧甲板的前后滑动。
45.本发明的特种车辆车身集成柔性焊接工装的使用方式如下:
46.第一步:将特种车辆车身的前首零件放置于前首部件工装2上,通过调整前首定位支撑组件22和前首斜支撑导向组件23,实现前首前甲板的定位夹紧,将齿轮室通过菱形定位销安装在齿轮室固定组件21上,将减速器支架安装在定位轴组件24的轴盘上并锁紧,前首零件工装完毕,进行焊接;
47.第二步:将底甲板总成放到四个l形支架311上夹紧,根据底甲板上x向及y向压型中心对底甲板位置进行调整确定,将底甲板与前首部件焊接为整体;
48.第三步:将扭杆支架通过气动夹头322及菱形销固定在扭杆支架定位安装组件32上,根据底甲板上扭杆支架安装位置进行x、y向的调整,进行扭杆支架的逐个定位,将定位完成后的扭杆支架与底甲板焊接为一体;
49.第四步:将诱导轮支架通过圆柱定位放置到诱导轮支架支撑座41上,锁上锁紧帽,根据底甲板上诱导轮支架安装位置进行x、y向的调整,进行诱导轮支架的逐个定位,将定位完成后的的诱导轮支架与底甲板焊接为一体;
50.第五步:将侧甲板放置到支承移动平台53上,推动圆柱滚子56上,调整侧甲板的x向位置,侧甲板工装通过第二电缸52和第五直线模组55自动调整侧甲板y、z方向位置,位置调整完毕后将侧甲板与底甲板、前首部件焊接为整个车身。
51.本发明的特种车辆集成柔性焊接工装将特种车身焊接的个子工装集成到一个平台,可以对多种车型进行工装,提高特种车辆车身焊接制造的集成化和柔性化水平。
52.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1