一种激光焊接保护气体自动控制方法与流程
1.本发明涉及应用于激光焊接的保护气体节气技术,具体涉及一种激光焊接保护气体自动控制方法。
背景技术:
2.激光焊是一种广泛应用的熔化焊接方法,通常使用纯度99.99%及其以上的惰性气体,例如ar作为焊接保护气体。
3.长久以来,激光焊中的保护气体均设定为定流量使用,其流量设定值多数根据焊接工艺中使用的激光能量大小来进行适当匹配,当采用较小激光能量施焊时,可设定较小保护气体流量值,当采用较大激光能量施焊时,可设定较大保护气体流量值。一旦设定流量值后,焊接过程中保护气体流量是保持恒定不变的。但是,实际焊接过程中,激光与材料的相互作用过程会随着激光等离子体等造成的焊接稳定性波动等而产生干扰。若能根据激光等离子体波动实现焊接过程中的保护气体流量实时调节,可以在不影响焊接区域保护效果的前提下达到减少保护气体使用量、降低生产制造成本的目的。因此,本发明对于降低激光焊接生产制造中的工业气体消耗,构建低碳绿色制造体系具有非常重要的意义。
技术实现要素:
4.本发明的目的是提供一种激光焊接保护气体自动控制方法,可以在不影响焊缝区保护效果的前提下减少焊接保护气体使用量,降低焊接生产制造成本。
5.本发明所述一种激光焊接保护气体自动控制方法,由比例电磁阀、气体流量传感器和微控制单元组成核心控制模块实现对激光焊接保护气体的自动调节控制,所述方法包括如下步骤:
6.s1,启动激光焊接至激光能量输出前,首先触发开通比例电磁阀,开启提前送气,直至传感器检测到激光能量输出并开始焊接;
7.s2,提前送气结束后的焊接过程中,传感器检测激光器输出的激光能量特征值,并由微控制单元采集该激光能量特征值数据;
8.s3,由微控制单元根据激光能量特征值数据查询保护气体流量匹配数据库以自动匹配保护气体流量值;
9.s4,微控制单元根据自动匹配的保护气体流量值查询比例电磁阀控制数据库,以自动匹配比例电磁阀工作状态特征值,即实时控制焊接保护气体送气特征值;
10.s5,由气体流量传感器实时检测受控后的保护气体流量值,并由微控制单元实时采集该流量数据,进而计算得到保护气体流量平均值;
11.s6,微控制单元根据保护气体流量平均值,采用pid控制方法控制比例电磁阀工作状态特征值,使保护气体流量平均值稳定于微控制单元自动匹配的保护气体流量值;
12.s7,焊接结束激光能量输出归零时,保持比例电磁阀开通,开启滞后停气直至焊接结束。
13.进一步,所述激光能量为连续输出时,激光能量特征值指激光功率幅值;所述激光能量为脉冲输出时,激光能量特征值指激光功率幅值和激光脉冲频率。
14.进一步,所述比例电磁阀工作状态特征值指比例电磁阀开通频率和开通幅值大小;比例电磁阀开通幅值大小由比例电磁阀控制电压决定,且成正比例关系。
15.进一步,所述焊接保护气体送气特征值指送气脉冲频率和送气脉冲峰值。
16.进一步,所述保护气体流量匹配数据库为激光能量特征值与保护气体流量之间的对应关系数学模型。
17.进一步,所述比例电磁阀控制数据库为保护气体流量与比例电磁阀控制电压之间的对应关系数学模型。
18.进一步,所述微控制单元由plc或单片机控制系统实现。
19.进一步,所述的比例电磁阀开通频率有两种模式:(1)比例电磁阀开通频率模式一:对应于激光脉冲能量峰值期和谷值期的保护气体主脉冲和保护气体维持脉冲均由若干送气脉冲组成;(2)比例电磁阀开通频率模式二:对应于激光脉冲峰值期的保护气体主脉冲由若干送气脉冲组成,对应于激光脉冲谷值期的保护气体维持脉冲由一个送气脉冲组成。
20.进一步,所述的比例电磁阀开通频率模式:对应于激光脉冲能量峰值期的保护气体主脉冲数应至少是激光脉冲数的3倍以上,且覆盖整个激光脉冲能量峰值期。
21.上述方案的有益效果:
22.1、本发明所述方法能够在焊接过程中根据激光输出能量大小实现保护气流量的自动匹配与自动控制。
23.2、本发明所述方法能够减少焊接保护气体的用量,从而降低焊接生产制造成本消耗。
24.3、本发明所述方法可以在不影响焊接区域保护效果和焊接质量的同时实现节气效果。
附图说明
25.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
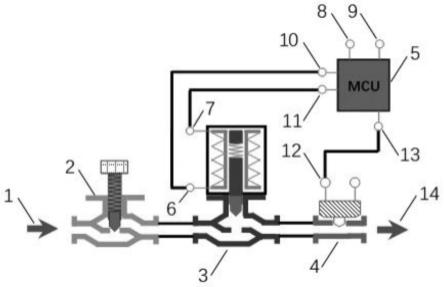
26.图1为发明提供的保护气体自动控制装置结构组成示意图;
27.图2为发明提供的脉冲激光焊接激光脉冲波形示意图;
28.图3为发明提供的第一模式下的脉冲送气模式示意图;
29.图4为发明提供的第二模式下的脉冲送气模式示意图。
30.图示:
31.1—保护气体进气口,2—稳压阀,3—比例电磁阀,4—气体流量传感器,5—微控制单元,6—比例电磁阀触发端,7—比例电磁阀控制端,8—第一微控制单元信号采集端,9—第二微控制单元信号采集端,10—微控制单元触发信号输出端,11—微控制单元控制信号输出端,12—气体流量传感器信号输出端,13—第三微控制单元信号采集端,14—保护气体出气口,15—激光能量脉冲,16—保护气体主脉冲,17—保护气体维持脉冲(模式一),18—
保护气体维持脉冲(模式二)。
具体实施方式
32.应当理解的是,本文所描述的示范性实施例应当仅被认为是描述性的,而不是为了限制的目的。对每个示范性实施例中的特征或方面的描述应当通常被认为可用于其他示范性实施例中类似的特征或方面。
33.参考附图提供上述描述,以助于对权利要求所限定的本发明的各种实施例的全面理解。其包含各种特定的细节以助于该理解,但这些细节应当被视为仅是示范性的。相应地,本领域普通技术人员将认识到,在不背离由随附的权利要求所限定的本发明的范围的情况下,可以对本文所描述的各种实施例做出变化和改进。此外,为了清楚和简洁起见,可能省略对熟知的功能和构造的描述。
34.下文的描述和权利要求中所使用的术语和词语不限于书面的含义,而是仅由发明人使用以允许对本发明的清楚和一致的理解。相应地,对本领域技术人员显而易见的是,提供对本发明的各种实施例的下列描述,仅是为了解释的目的,而不是为了限制由随附的权利要求所限定的本发明。
35.贯通本技术文件的说明书和权利要求,词语“包括”和“含有”以及词语的变型,例如“包括有”和“包括”意味着“包含但不限于”,而不意在(且不会)排除其他部件、整体或步骤。
36.结合本发明的特定的方面、实施例或示例所描述的特征、整体或特性将被理解为可应用于本文所描述的任意其他方面、实施例或示例,除非与其不兼容。
37.应当理解的是,单数形式“一”、“一个”和“该”包含复数的指代,除非上下文明确地另有其他规定。在本发明中,表述“或”包含一起列举的词语的任意或所有的组合。例如,“a或b”可以包含a或者b,或可以包含a和b两者。
38.尽管可能使用例如“第一”和“第二”的表述来描述本发明的各个元件,它们并未意在限定相对应的元件。例如,上述表述并未意在限定相对应元件的顺序或重要性。上述表述可以用于将一个部件和另一个部件区分开。
39.本发明中所使用的术语集仅是为了描述特定实施例的目的,而并非意在限制本发明。除非另有限定,本文中所使用的全部术语(包含技术术语与科学术语)具有与本技术所属的技术领域的普通技术人员所通常理解的相同含义。还应理解的是,术语(比如常用词典中限定的那些术语),应解释为具有与相关领域和本说明书的上下文中一致的含义,并且不应以理想化或过于形式化的意义来解释,除非在本文中明确地这样限定。
40.以下针对本发明实施例提供的激光焊接保护气体自动控制方法进行具体说明:
41.实施例1:
42.一种激光焊接保护气体自动控制方法,参见图1,由比例电磁阀、气体流量传感器和微控制单元组成核心控制模块实现对激光焊接保护气体的自动调节控制。待焊件为2.0mm厚的q235钢板,焊接采用的方法为脉冲激光焊。激光能量脉冲15的波形如图2所示,峰值功率2kw,脉冲宽度5ms,脉冲频率20hz。采用的保护气体为纯ar气。所述方法包括如下步骤:
43.s1,将集中供气或气瓶供气接至稳压阀2的保护气体进气口1。将比例电磁阀3的进
气口接至稳压阀2的出气口,比例电磁阀3的出气口接至气体流量传感器4的进气口。气体流量传感器4的出气口为保护气体出气口14;
44.s2,检测激光器输出激光能量特征值的传感器信号端分别接至微第一控制单元信号采集端8和第二微控制单元信号采集端9;比例电磁阀触发端6接至微控制单元触发信号输出端10,比例电磁阀控制端7接至微控制单元控制信号输出端11;气体流量传感器信号输出端12接至第三微控制单元信号采集端13;
45.s3,启动激光焊接,触发开通比例电磁阀3,开启提前送气,提前送气气流量为8l/min,直至传感器检测到激光能量输出并开始焊接过程;
46.s4,焊接过程中,传感器检测激光器输出的激光功率幅值和激光脉冲频率,并由微控制单元5采集该激光能量特征值数据;
47.s5,由微控制单元5根据激光功率幅值和激光脉冲频率数据查询保护气体流量匹配数据库,自动匹配保护气体流量值为13l/min;
48.s6,微控制单元5根据自动匹配的保护气体流量值查询比例电磁阀3的控制数据库,自动匹配比例电磁阀3的开通频率120hz,即实时控制焊接保护气体送气特征值为:送气脉冲频率120hz,脉冲送气模式如图3所示。其中,保护气体主脉冲16的脉冲频率为60hz,脉冲幅值为15l/min,保护气体维持脉冲17的脉冲频率为60hz,脉冲幅值为5l/min;
49.s7,气体流量传感器4实时检测受控后的保护气体流量值,并由微控制单元5实时采集该流量数据,进而计算得到保护气体流量平均值;
50.s8,微控制单元5根据保护气体流量平均值,采用pid控制方法控制比例电磁阀3工作状态特征值,使保护气体流量平均值稳定在13l/min;
51.s9,焊接结束激光能量输出归零时,保持比例电磁阀3开通,开启滞后停气。滞后停气的气流量为4l/min,延迟停气时间为4s,直至焊接结束。
52.实施例2:
53.一种激光焊接保护气体自动控制方法,参见图1,由比例电磁阀、气体流量传感器和微控制单元组成核心控制模块实现对激光焊接保护气体的自动调节控制。待焊件为2.0mm厚的q235钢板,焊接采用的方法为脉冲激光焊。激光能量脉冲15的波形如图2所示,峰值功率2kw,脉冲宽度5ms,脉冲频率20hz。采用的保护气体为纯ar气。所述方法包括如下步骤:
54.s1,将集中供气或气瓶供气接至稳压阀2的保护气体进气口1。将比例电磁阀3的进气口接至稳压阀2的出气口,比例电磁阀3的出气口接至气体流量传感器4的进气口。气体流量传感器4的出气口为保护气体出气口14;
55.s2,检测激光器输出激光能量特征值的传感器信号端分别接至第一微控制单元信号采集端8和第二微控制单元信号采集端9;比例电磁阀触发端6接至微控制单元触发信号输出端10,比例电磁阀控制端7接至微控制单元控制信号输出端11;气体流量传感器信号输出端12接至第三微控制单元信号采集端13;
56.s3,启动激光焊接,触发开通比例电磁阀3,开启提前送气,提前送气气流量为8l/min,直至传感器检测到激光能量输出并开始焊接过程;
57.s4,焊接过程中,传感器检测激光器输出的激光功率幅值和激光脉冲频率,并由微控制单元5采集该激光能量特征值数据;
58.s5,由微控制单元5根据激光功率幅值和激光脉冲频率数据查询保护气体流量匹配数据库,自动匹配保护气体流量值为13l/min;
59.s6,微控制单元5根据自动匹配的保护气体流量值查询比例电磁阀3的控制数据库,自动匹配比例电磁阀3的开通频率80hz,即实时控制焊接保护气体送气特征值为:送气脉冲频率80hz,脉冲送气模式如图4所示。其中,保护气体主脉冲16的脉冲频率为60hz,脉冲幅值为15l/min,保护气体维持脉冲18的脉冲频率为20hz,脉冲幅值为4l/min;
60.s7,气体流量传感器4实时检测受控后的保护气体流量值,并由微控制单元5实时采集该流量数据,进而计算得到保护气体流量平均值;
61.s8,微控制单元5根据保护气体流量平均值,采用pid控制方法控制比例电磁阀3工作状态特征值,使保护气体流量平均值稳定在13l/min;
62.s9,焊接结束激光能量输出归零时,保持比例电磁阀3开通,开启滞后停气。滞后停气的气流量为4l/min,延迟停气时间为4s,直至焊接结束。
63.本发明提出的一种激光焊接保护气体自动控制方法可以在不影响焊接区域保护效果和焊接质量的前提下,减少焊接保护气体的用量,降低焊接生产制造成本消耗,具有广阔的推广应用前景。
64.本实施例中,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。本实施例中,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1