轧机的压下螺母的智能检测方法与流程
1.本发明涉及轧钢厂技术领域,具体而言,涉及一种轧机的压下螺母的智能检测方法。
背景技术:
2.轧机用于对料板坯按所需成品规格进行加工轧制,其中,电动压下系统,即egc系统,主要由压下螺杆和压下螺母组成,用于调节轧机辊缝。在轧机辊缝调节过程中,通过电机传动带动压下螺杆旋转,调节螺杆上下位置,从而改变轧机每道次辊缝大小。在钢板轧制过程中,所有轧制力作用在egc系统上,受压下螺母主要成分为铜材质,其在长时间使用后,压下螺母因磨损和疲劳原因,会逐步产生裂纹,造成辊缝控制精度降低,影响钢板质量,若未及时更换,压下螺母丝扣断裂,在几千吨轧制力作用,将会造成轧辊断裂或压下系统损坏的重大设备安全事故。
3.egc系统的压下螺母安装在轧机牌坊内,通过目视、听觉等传动点检方式无法准确有效的检查出压下系统运行状态。因为压下螺杆和压下螺母安装方式,决定其拆装过程繁琐,每次拆装时间需30小时左右,若通过拆卸下线方式检查,会对生产组织带来较大影响。同时,因压下螺母采购价格昂贵,若采用预防周期性更换,存在过维修情况,不仅造成成本的浪费,而且因为检修,影响生产组织。
4.现有的轧机压下系统故障的诊断方法,通过压下位移传感器的突变量只能反应整个压下系统存在问题,这其中抱闸松动和减速机涡轮蜗杆间隙过大也会造成压下螺杆反弹,无法准确的直接反应压下丝母问题。
5.因此,需要一种方便有效的轧机的压下螺母的智能检测方法,准确判断压下螺母的运行状态,指导计划性维修,节约成本,避免事故发生。
技术实现要素:
6.本发明的目的包括提供了一种轧机的压下螺母的智能检测方法,其要解决的技术问题:轧机的压下螺母在轧钢过程中,对于磨损和疲劳产生裂纹等异常情况,无法有效及时发现,严重影响设备精益管理和钢板质量控制水平。
7.本发明的实施例可以这样实现:
8.本发明提供一种轧机的压下螺母的智能检测方法,轧机的压下螺母的智能检测方法包括:
9.计算初始上线的压下螺母的原始刚度系数k1;
10.在轧制力大于200吨的情况下,检测轧制过程中压下螺母的瞬时刚度系数k;
11.实时比较瞬时刚度系数k与原始刚度系数k1,确定压下螺母的磨损程度。
12.在可选的实施例中,原始刚度系数k1的计算公式为:
[0013][0014]
其中,l为螺母高度,d为螺母外径,d为螺母内径,为铜螺母变形模量。
[0015]
在可选的实施例中,瞬时刚度系数k的计算公式为:
[0016]
k=x
ssegc
/xf
[0017]
其中,x
ssegc
为egc系统中位移传感器检测到的实际位置,xf为egc系统中压头检测到的实际轧制力。
[0018]
在可选的实施例中,实时比较瞬时刚度系数k与原始刚度系数k1,确定压下螺母的磨损程度的步骤包括:
[0019]
计算瞬时刚度系数k与原始刚度系数k1的比值k/k1,根据k/k1确定压下螺母的磨损程度。
[0020]
在可选的实施例中,计算瞬时刚度系数k与原始刚度系数k1的比值k/k1,根据k/k1确定压下螺母的磨损程度的步骤包括:
[0021]
在2≤k/k1的情况下,确定压下螺母需要更换,发出红色预警,提示限时内更换压下螺母。
[0022]
在可选的实施例中,计算瞬时刚度系数k与原始刚度系数k1的比值k/k1,根据k/k1确定压下螺母的磨损程度的步骤还包括:
[0023]
在k/k1≤1.5的情况下,确定压下螺母磨损正常,发出绿色信号,提示压下螺母无需更换;
[0024]
在1.5<k/k1<2的情况下,确定压下螺母存在磨损,发出黄色预警,提示需要准备压下螺母的更换计划。
[0025]
在可选的实施例中,轧机的压下螺母的智能检测方法还包括:
[0026]
计算出压下螺母的磨损量dh;
[0027]
根据dh,确定压下螺母的磨损程度。
[0028]
在可选的实施例中,磨损量dh的计算公式为:
[0029]
dh=h
1-h
[0030]
其中,h1为压下螺杆和压下螺母的丝牙实际间距,h为压下螺杆与丝母牙之间的牙间距。
[0031]
在可选的实施例中,根据dh,确定压下螺母的磨损程度的步骤包括:
[0032]
在4.5mm<dh的情况下,确定压下螺母需要更换,发出红色预警,提示限时内更换压下螺母。
[0033]
在可选的实施例中,根据dh,确定压下螺母的磨损程度的步骤还包括:
[0034]
在dh≤1.5mm的情况下,确定压下螺母磨损正常,发出绿色信号,提示压下螺母无需更换;
[0035]
在1.5mm<dh≤3mm的情况下,确定压下螺母需要润滑,发出橙色预警,提示进行润滑;
[0036]
在3mm<dh≤4.5mm的情况下,确定压下螺母存在磨损,发出黄色预警,提示需要准备压下螺母的更换计划。
[0037]
本发明实施例提供的轧机的压下螺母的智能检测方法的有益效果包括:
[0038]
1.此方法可以在不拆下压下螺杆和压下螺母的情况下,简单有效解决无法及时发现压下螺母出现裂纹及磨损的问题,不仅可以解决大量检维修时间,同时,可以有效避免因压下螺母磨损过大或裂纹造成重大事故;
[0039]
2.在采取此有效点检方法,可以提前预知设备隐患,根据设备实际状态计划性维修设备,无需采用周期性更换压下螺母的维护方式,避免了周期更换造成的过维修而造成的成本浪费;
[0040]
3.在轧制力大于200吨的情况下,可以使轧机及轧辊机械间隙被充分消除,在检测轧制过程中,不会造成压下螺杆反弹,可以准确地测出压下螺母的瞬时刚度系数k。
附图说明
[0041]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0042]
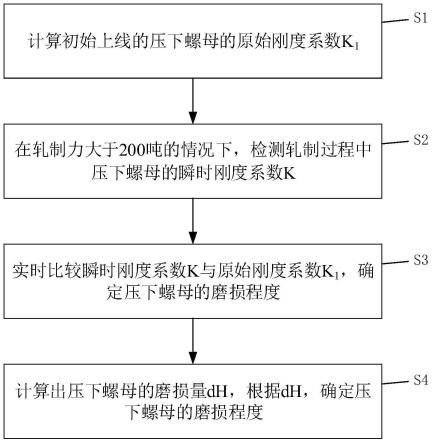
图1为本发明实施例提供的轧机的压下螺母的智能检测方法的流程图。
具体实施方式
[0043]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
[0044]
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0045]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
[0046]
在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0047]
需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
[0048]
请参考图1,本实施例提供了一种轧机的压下螺母的智能检测方法,包括以下步骤:
[0049]
s1:计算初始上线的压下螺母的原始刚度系数k1。
[0050]
在轧机标定压靠或轧钢过程中,轧制力作用在压下螺杆及压下螺母上,造成其受力形变,由于压下螺母主要为铜材质,压下螺杆为钢材质,压下螺母的刚度系数远低于压下螺杆,因此,在轧制力作用下,主要会造成压下螺母发生弹变拉伸,压下螺母发生形变拉升后,压下螺杆的上下位置随之发生变化,压下螺母的材质和外形设计决定其原始刚度系数,通过回归计算初始上线的压下螺母的原始刚度系数k1,原始刚度系数k1的计算公式为:
[0051][0052]
其中,l为螺母高度,d为螺母外径,d为螺母内径,为铜螺母变形模量。
[0053]
s2:在轧制力大于200吨的情况下,检测轧制过程中压下螺母的瞬时刚度系数k。
[0054]
在上支撑辊平衡缸泄压后,压下螺杆在无向上支撑辊平衡力作用的情况下,压下螺杆向下坠,在得知压下螺母的螺纹磨损量,在支撑辊平衡缸恢复平衡力的情况下,压下螺母和压下螺杆之间的牙间距在支撑辊过平衡力的作用下被消除。在螺母磨损的情况下,轧钢过程中若刚度没有明显下降,说明螺母可以正常安全使用,若刚度明显下降,则说明螺母丝牙在磨损后长时间受轧制力的作用下已出现裂纹,需及时更换。
[0055]
根据轧机标定和轧钢辊缝控制原理,通过在轧机一级控制系统中,在egc系统中增加位移传感器,用于监测位置变化。在上支撑辊平衡力作用下,轧机上辊机械间隙基本被消除,随着轧机力的增加,egc系统的位移传感器检测实际位置x
ssegc
将变大,说明压下螺杆存在向上动作情况,根据egc系统的位置控制原理,通过检测egc系统中控制电机速度检测编码器,编码器未检测到转速,说明在抱闸处于抱紧状态下,减速机未发生旋转,在轧制力大于200吨,轧机及轧辊机械间隙被充分消除的情况下,egc系统的位移传感器检测的实际位置x
ssegc
与egc系统中压头检测到的实际轧制力xf,计算出压下螺母的瞬时刚度系数k,瞬时刚度系数k的计算公式为:
[0056]
k=x
ssegc
/xf
[0057]
其中,x
ssegc
为egc系统中位移传感器检测到的实际位置,xf为egc系统中压头检测到的实际轧制力。
[0058]
egc系统中位移传感器检测到的实际位置x
ssegc
将变小,压下螺杆的下坠高度为压下螺杆与丝母牙之间的间距,通过比较原始设计值,计算出压下螺母的螺纹磨损量,通过对螺纹磨损量的分析,及时预警,提示维修。
[0059]
轧机每次标定压靠和轧钢受载时,在力的作用下,通过统计压下螺母的弹变系数和压下螺杆的位移变化量,当其中某个值大于预设正常范围时,轧机自动报警,并将此系数显示在轧机主画面上,当弹变系数或位移变化量大于预设值时报警。
[0060]
s3:实时比较瞬时刚度系数k与原始刚度系数k1,确定压下螺母的磨损程度。
[0061]
通过实时比较瞬时刚度系数k与原始刚度系数k1,其中k1=0.007。
[0062]
具体的,计算瞬时刚度系数k与原始刚度系数k1的比值k/k1,根据k/k1确定压下螺母的磨损程度。
[0063]
在k/k1≤1.5的情况下,确定压下螺母磨损正常,发出绿色信号,提示压下螺母无需更换;
[0064]
在1.5<k/k1<2的情况下,确定压下螺母存在磨损,发出黄色预警,提示需要准备压下螺母的更换计划;
[0065]
在2≤k/k1的情况下,确定压下螺母需要更换,发出红色预警,提示限时内更换压下螺母,可以是限时一个月内更换。
[0066]
s4:计算出压下螺母的磨损量dh,根据dh,确定压下螺母的磨损程度。
[0067]
根据设计,压下螺杆与丝母牙之间的牙间距h=2.2mm,若压下螺母磨损,牙间距h会增大。在更换支撑辊时,上支撑辊平衡缸泄压后,压下螺杆在失去向上的平衡力后,只会因压下螺杆和压下螺母的丝牙间隙,导致压下螺杆向下坠落一定高度,安装在压下螺杆上的位移传感器检测到的实际位置差为压下螺杆和压下螺母的丝牙实际间距h1,通过在tdc控制系统中,自动记录此时丝牙实际间距h1,并计算出铜螺母磨损量dh,磨损量dh的计算公
式为:
[0068]
dh=h
1-h
[0069]
其中,h1为压下螺杆和压下螺母的丝牙实际间距,h为压下螺杆与丝母牙之间的牙间距。
[0070]
在dh≤1.5mm的情况下,确定压下螺母磨损正常,发出绿色信号,提示压下螺母无需更换;
[0071]
在1.5mm<dh≤3mm的情况下,确定压下螺母需要润滑,发出橙色预警,提示进行润滑;
[0072]
在3mm<dh≤4.5mm的情况下,确定压下螺母存在磨损,发出黄色预警,提示需要准备压下螺母的更换计划;
[0073]
在4.5mm<dh的情况下,确定压下螺母需要更换,发出红色预警,提示限时内更换压下螺母,可以是限时一个月内更换。
[0074]
容易理解的是,s4为s1-s3的补充,为了进一步验证压下螺母的磨损程度。s4对于方法来说是非必要的,即在有些情况下,即使dh大于一定值,其也是不需要更换的,通过压下螺母的弹性也可满足使用需要。
[0075]
本实施例提供的轧机的压下螺母的智能检测方法的有益效果包括:
[0076]
1.此方法可以在不拆下压下螺杆和压下螺母的情况下,简单有效解决无法及时发现压下螺母出现裂纹及磨损的问题,不仅可以解决大量检维修时间,同时,可以有效避免因压下螺母磨损过大或裂纹造成重大事故;
[0077]
2.在采取此有效点检方法,可以提前预知设备隐患,根据设备实际状态计划性维修设备,无需采用周期性更换压下螺母的维护方式,避免了周期更换造成的过维修而造成的成本浪费。
[0078]
以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1