蜂鸣器自动焊线机用理线机构的制作方法
1.本发明涉及一种自动焊线机组件,具体说是在蜂鸣器的线圈两头与pcba焊接时、用于对线圈两头进行梳理的蜂鸣器自动焊线机用理线机构。
背景技术:
2.蜂鸣器是一种一体化结构的电子讯响器,采用直流电压供电,广泛应用于计算机、打印机、复印机、报警器、电子玩具、汽车电子设备、电话机、定时器等电子产品中作发声器件。蜂鸣器主要包括外壳,外壳中固定有pcba和线圈。线圈的两头需与pcba的两个焊点焊接在一起。
3.目前,线圈的两头与pcba的焊接过程为:工作人员先手固定住蜂鸣器;再手动将线圈一头压到对应pcba的焊点上;然后,利用点焊机将该线头点焊到pcba上;之后,手动将线圈另一头压到对应pcba的焊点上;最后,利用点焊接将该线头点焊到pcba上即可。该焊接方式需要人工理线,人工对蜂鸣器进行固定,人工参与步骤较多,自动化程度较低,工作效率较低。而且,蜂鸣器的体积较小,人工定位和理线,工作人员的身体离点焊机的焊接头较近,存在安全隐患。
技术实现要素:
4.本发明要解决的技术问题是提供一种蜂鸣器自动焊线机用理线机构,该理线机构的自动化程度高,工作效率高,可避免安全隐患。解决了现有技术中工作效率低下,存在安全隐患的问题。
5.为解决上述问题,提供以下技术方案:
6.本发明的蜂鸣器自动焊线机用理线机构的特点是包括底板,该底板上有夹紧机构,夹紧机构有用于固定蜂鸣器的夹头。所述夹头前部的下方有第一吹气机构,用于向上吹气。所述夹头后方的上部有第二吹气机构,用于向前吹气;所述夹头前方的底板上有用于将蜂鸣器线圈的线头压到焊接点上的机械手。
7.其中,所述夹紧机构包括立板和第一夹爪气缸。所述立板的下边与底板相固连,所述第一夹爪气缸位于立板一侧,第一夹爪气缸的两个夹爪上均固定有活动块,两个活动块即构成所述夹头。所述活动块的顶部均有凹坑,凹坑的一侧均位于活动块的相向侧壁上,使得凹坑的该侧呈敞开状,两个凹坑构成一个用于容纳蜂鸣器的夹口,夹口的形状与蜂鸣器的外形相适配。
8.所述第一夹爪气缸对应的那个立板板面上有水平布置的导向槽,导向槽内有水平板,水平板的一边从导向槽的口部伸出在外,导向槽的槽底对称设置有两个第一腰形孔,第一腰形孔呈水平布置,第一腰形孔对应的水平板上有第一螺纹孔。所述第一夹爪气缸固定在水平板的上表面上,远离立板的那个第一夹爪气缸侧壁上有支撑板,支撑板上对称设置有两个第二腰形孔,第二腰形孔呈竖向布置,第二腰形孔对应的第一夹爪气缸的缸壁上均有第二螺纹孔。所述支撑板的顶部有向着远离立板一侧的弯折部,所述弯折部的上表面上
有水平布置的调节板,所述第一吹气机构固定在调节板的上表面上,调节板上对称设置有两个第三腰形孔,第三腰形孔与立板垂直,第三腰形孔对应的弯折部上均有第三螺纹孔。所述第一腰形孔与第一螺纹孔间、第二腰形孔与第二螺纹孔间和第三腰形孔与第三螺纹孔间均有连接螺栓。
9.其中,所述第一吹气机构包括第一盒体,第一盒体的正面朝上,第一盒体的正面有第一吹气口,第一盒体侧壁上有第一进气口。所述第二吹气机构包括第二盒体,第二盒体的正面朝向夹头,第二盒体的正面有第二吹气口,第二盒体侧壁上有第二进气口。所述第一进气口和第二进气口上均连接有调节阀。
10.所述第一盒体和第二盒体的大小、形状均相同,且第一盒体和第二盒体的背面均呈敞口状;所述第一盒体的背面与调节板的板面相抵,且第一盒体与调节板间呈固定连接。所述第二盒体的背面与立板的一个板面相抵,且第二盒体与立板间呈固定连接。
11.所述机械手包括水平布置的第一直线行程器和第二直线行程器,第一直线行程器的滑块移动方向与所述立板平行,第二直线行程器的滑块移动方向与第一直线行程器的滑块移动方向垂直,所述第一直线行程器的滑块朝上,且第一直线行程器固定在所述底板上。所述第二直线行程器的滑块朝下,且第二直线行程器的滑块与第一直线行程器的滑块相固连。靠近所述立板的第二直线行程器一端固定有竖直布置的第三直线行程器,第三直线行程器的滑块位于远离第二直线行程器的一侧,第三直线行程器的滑块上固定有水平布置的第二夹爪气缸,第二夹爪气缸的夹爪朝向所述立板,第二夹爪气缸的夹爪上均固定有夹紧头,一个夹紧头的外端的上部固定有朝向另一个夹爪伸出的长挡杆,在夹紧头处于松开状态下,长挡杆外端与另一个夹紧头的外端相抵。
12.其中一个夹紧头外端下部固定有朝向另一个夹爪伸出的短档杆。
13.采取以上方案,具有以下优点:
14.由于本发明的蜂鸣器自动焊线机用理线机构的底底板上有夹紧机构,夹紧机构有用于固定蜂鸣器的夹头,夹头前部的下方有第一吹气机构,用于向上吹气,夹头后方的上部有第二吹气机构,用于向前吹气,夹头前方的底板上有用于将蜂鸣器线圈的线头压到焊接点上的机械手。使用时,先将蜂鸣器放置到夹头上,使蜂鸣器的线头朝向机械手,蜂鸣器两个线头的长度不同,一个为长线头,另一个为短线头。然后,第一吹气机构向上吹出压缩空气,将长线头和短线头吹到向上布置;接着,第二吹气机构向前吹出压缩空气,将长线头和短线头吹到向前布置;之后,机械手轻夹长线头和短线头,并后退,此时,机械手与长线头和短线头呈滑动状配合,从而将长线头和短线头捋直,后退过程第二吹气机构向前吹出压缩空气,将长线头与短线头分离;再之后,当机械手后退长度大于短线头长度小于长线头长度后,短线头离开机械手,机械手停止后退并夹紧长线头;再之后,机械手向长线头对应的焊点外侧做圆弧向下运动,直至机械手位于焊点外侧,此时,长线头搭在焊点上;之后,采用点焊机将长线头与焊点焊接在一起,焊接的同时,机械手向外拉动,将多余的线头拉断,再复位;再之后,机械手夹紧短线头,并向短线头对应的焊点外侧做圆弧向下运动,直至机械手位于该焊点外侧,此时,短线头搭在焊点上;之后,采用点焊机将短线头与焊点焊接在一起,焊接的同时,机械手向外拉动,将多余的线头拉断,再复位即可。这种理线机构利用两次吹气的方式来控制线头的位置,利用机械手将线头搭到对应的焊点上。整个理线过程均为自动操作,自动化程度高,大大提高了工作效率。而且,电焊过程中,无需工作人员固定线头和
蜂鸣器,因而,工作人员可远离点焊机的焊头,从而避免了焊头伤人的安全隐患。
附图说明
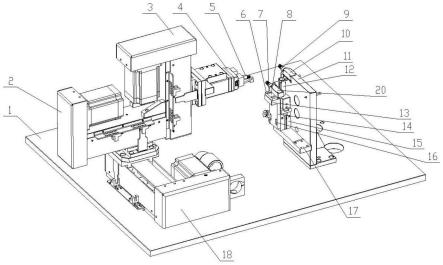
15.图1是本发明的蜂鸣器自动焊线机用理线机构的结构示意图;
16.图2是本发明的蜂鸣器自动焊线机用理线机构中第一夹爪气缸的结构示意图;
17.图3是本发明的蜂鸣器自动焊线机用理线机构中立板与水平板的连接示意图;
18.图4是本发明的蜂鸣器自动焊线机用理线机构中第一盒体、第二盒体的结构示意图;
19.图5是本发明的蜂鸣器自动焊线机用理线机构中夹紧头的结构示意图。
具体实施方式
20.以下结合附图对本发明做进一步详细说明。
21.如图1~5所示,本发明的蜂鸣器自动焊线机用理线机构包括底板1,该底板1上有夹紧机构,夹紧机构有用于固定蜂鸣器的夹头。所述夹头前部的下方有第一吹气机构,用于向上吹气。所述夹头后方的上部有第二吹气机构,用于向前吹气。所述夹头前方的底板1上有用于将蜂鸣器线圈的线头压到焊接点上的机械手。所述夹紧机构包括立板11和第一夹爪气缸15。所述立板11的下边与底板1相固连,所述第一夹爪气缸15位于立板11一侧,第一夹爪气缸15的两个夹爪上均固定有活动块12,两个活动块12即构成所述夹头。所述活动块12的顶部均有凹坑19,从而便于放置蜂鸣器。所述凹坑19的一侧均位于活动块12的相向侧壁上,使得凹坑19的该侧呈敞开状,两个凹坑19构成一个用于容纳蜂鸣器的夹口,夹口的形状与蜂鸣器的外形相适配,以便提高夹持的可靠性。
22.所述第一夹爪气缸15对应的那个立板11板面上有水平布置的导向槽25,导向槽25内有水平板17,水平板17的一边从导向槽25的口部伸出在外,导向槽25的槽底对称设置有两个第一腰形孔21,第一腰形孔21呈水平布置,第一腰形孔21对应的水平板17上有第一螺纹孔。所述第一夹爪气缸15固定在水平板17的上表面上,远离立板11的那个第一夹爪气缸15侧壁上有支撑板,支撑板上对称设置有两个第二腰形孔16,第二腰形孔16呈竖向布置,第二腰形孔16对应的第一夹爪气缸15的缸壁上均有第二螺纹孔。所述支撑板的顶部有向着远离立板11一侧的弯折部13,所述弯折部13的上表面上有水平布置的调节板8,所述第一吹气机构固定在调节板8的上表面上,调节板8上对称设置有两个第三腰形孔7,第三腰形孔7与立板11垂直,第三腰形孔7对应的弯折部13上均有第三螺纹孔。所述第一腰形孔21与第一螺纹孔间、第二腰形孔16与第二螺纹孔间和第三腰形孔7与第三螺纹孔间均有连接螺栓。采用第一腰形孔21、第二腰形孔16和第三腰形孔7可在左右、前后和上下微调第一吹气机构的位置,从而可降低加工精度和成本。
23.所述第一吹气机构包括第一盒体20,第一盒体20的正面朝上,第一盒体20的正面有第一吹气口25,第一盒体20侧壁上有第一进气口。所述第二吹气机构包括第二盒体10,第二盒体10的正面朝向夹头,第二盒体10的正面有第二吹气口26,第二盒体10侧壁上有第二进气口。所述第一进气口和第二进气口上均连接有调节阀9。所述第一盒体20和第二盒体10的大小、形状均相同,且第一盒体20和第二盒体10的背面均呈敞口状。所述第一盒体20的背面与调节板8的板面相抵,从而在两者的相抵处形成密封面,且第一盒体20与调节板8间通
过螺栓呈固定连接。所述第二盒体10的背面与立板11的一个板面相抵,从而在两者的相抵处形成密封面,且第二盒体10与立板11间通过螺栓呈固定连接。采用第一盒体20和第二盒体10结构、大小相同的设计可减少整个理线机构部件的种类,从而降低设计成本,而且,盒体背面开口的设计加工简单,且盒体通过相抵形成密封,从而无需额外设置盒盖,进一步降低了成本。
24.所述机械手包括水平布置的第一直线行程器18和第二直线行程器2,第一直线行程器18的滑块移动方向与所述立板11平行,第二直线行程器2的滑块移动方向与第一直线行程器18的滑块移动方向垂直,所述第一直线行程器18的滑块朝上,且第一直线行程器18固定在所述底板1上。所述第二直线行程器2的滑块朝下,且第二直线行程器2的滑块与第一直线行程器18的滑块相固连。两个滑块直接相连,可减少工件数量。靠近所述立板11的第二直线行程器2一端固定有竖直布置的第三直线行程器3,第三直线行程器3的滑块位于远离第二直线行程器2的一侧,第三直线行程器3的滑块上固定有水平布置的第二夹爪气缸4,第二夹爪气缸4的夹爪朝向所述立板11,第二夹爪气缸4的夹爪上均固定有夹紧头5,一个夹紧头5的外端的上部固定有朝向另一个夹爪伸出的长挡杆23,在夹紧头5处于松开状态下,长挡杆23外端与另一个夹紧头5的外端相抵。其中一个夹紧头5外端下部固定有朝向另一个夹爪伸出的短档杆24。利用短档杆24可在夹紧后对线头进行限位。
25.使用时,将底板1水平固定在点焊机焊头的下方,将两个调节阀9、第一夹爪气缸15第二夹爪气缸4均与压缩空气站相连。蜂鸣器在焊接前两个线头的长度不同,一个为长线头,另一个为短线头。工作时,先将蜂鸣器放置到两个凹坑19间,使蜂鸣器的线头朝向机械手,在启动第一夹爪气缸15带动两个滑动块夹紧蜂鸣器。然后,第一吹气机构向上吹出压缩空气,将长线头和短线头吹到向上布置;接着,第二吹气机构向前吹出压缩空气,将长线头和短线头吹到向前布置;之后,第一直线行程器18、第二直线行程器2和第三直线行程器3机协同动作,夹紧头5先运行到两个线头上方,再下行,长档杆将两个线头下压一段距离,确保两个线头高度相等;之后,夹紧头5轻夹长线头和短线头,并后退,此时,夹紧头5与长线头和短线头呈滑动状配合,从而将长线头和短线头捋直,后退过程第二吹气机构向前吹出压缩空气,将长线头与短线头分离;再之后,当夹紧头5后退长度大于短线头长度小于长线头长度后,短线头离开夹紧头5,夹紧头5停止后退并夹紧长线头;再之后,夹紧头5向长线头对应的焊点外侧做圆弧向下运动,直至夹紧头5位于焊点外侧,此时,长线头搭在焊点上;之后,采用点焊机将长线头与焊点焊接在一起,焊接的同时,夹紧头5向外拉动,将多余的线头拉断,再复位;再之后,夹紧头5夹紧短线头,并向短线头对应的焊点外侧做圆弧向下运动,直至夹紧头5位于该焊点外侧,此时,短线头搭在焊点上;之后,采用点焊机将短线头与焊点焊接在一起,焊接的同时,夹紧头5向外拉动,将多余的线头拉断,再复位即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1