一种锁紧碟簧缸的安装及在线检测预防性维修方法与流程
1.本发明属于热连轧技术领域,具体涉及一种锁紧碟簧缸的安装及在线检测预防性维修方法。
背景技术:
2.目前,碟簧缸是通过给定油压和释放油压来自动操控的重要移动部件的夹紧和释放的关键执行单元,碟簧缸的缸头锁紧力牢固可靠,广泛应用于各类机床、钢铁行业生产线(曲柄式飞剪和定宽压力机锤头等)等等各行各业中。
3.应用优点:锁紧碟簧缸锁紧力牢固可靠,能够彻底避免类似液压缸泄露失去锁紧力导致锁紧不稳定的弊端,产品结构检查,操作手工很难操作的设备,提高工作效率,操作简单可靠。
4.工作原理:锁紧碟簧缸通过调整后产生满足要求的锁紧力,锁紧力由内部碟簧产生,常规锁紧碟簧缸可通过“无杆腔”连接的供油管选择供油方式,用以克服一定碟簧压缩力来实现锁紧碟簧缸的缸头打开和关闭。
5.现有技术缺点:
6.1、安装过程中作业标准化技术要点缺失,安装不规范,未能明确锁紧碟簧缸安装标准;
7.2、安装完成后不能对锁紧工件施加有效锁紧力,导致设备故障;
8.3、多件锁紧缸锁紧同一工件时,不同位置锁紧碟簧缸锁紧力不一致,导致突发性锁紧碟簧缸失效,导致整体锁紧力不足,锁紧失效;
9.4、锁紧碟簧缸使用过程中未能跟踪在线使用失效前期预判,导致设备事故发生;
10.5、碟簧缸因使用工况,其中飞剪碟簧缸安装孔内部已进入氧化铁皮和水等杂质,导致锁紧力缺失。
技术实现要素:
11.本发明的目的在于提供一种钢包盖烧氧灌砂观察孔在线密封装置及方法。
12.本发明解决其技术问题所采用的技术方案是:一种锁紧碟簧缸的安装方法,包括安装准备工序和安装工序;
13.所述安装工序:1)通过螺栓将线下准备的锁紧碟簧缸装配体、锁紧碟簧缸和分油压板装配成套后,通过分油压板采取平行紧固方式将锁紧碟簧缸沿着安装孔装入;
14.2)使用测量块移入锁紧缸勾头内,保证测量块垂直面与水平垫板和垂直垫板紧密接触,通过锁紧碟簧缸和分油压板的固定连接螺栓,将锁紧碟簧缸移动至勾头和测量块预锁紧面进行紧密贴合;
15.3)拆卸分油压板,测量锁紧缸底部端面距离分油压板与刀架配合安装面的高度,标记为b;
16.4)计算得该锁紧缸对应得端盖垫片厚度
△
h=b-a,其中a是在170bar时锁紧碟簧
缸的压缩状态下的行程;
17.5)取出测量块,重复步骤1),将锁紧碟簧缸、分油压板和配磨过渡调整压板装入密封紧固到位。
18.具体的是,所述安装准备工序:
19.1)剪刃底座接触的水平垫板和垂直垫板相互垂直,剪刃安装基面清洗、修磨、各衬板安装后复测
20.2)作业前飞剪处于更换剪刃位,电机、减速机间联轴器使用自锁式工装锁住,取出分油压板、配磨过渡调整压板和锁紧碟簧缸连同锁紧勾头;
21.3)刀架外部分油压板及配合面、刀架内锁紧勾头导向套、锁紧碟簧缸密封配合面各安装部位机加工修复、修磨;
22.4)通过测量块校核锁紧碟簧缸线下性能测试,在170bar时锁紧碟簧缸的压缩状态下的行程,标记为a;
23.5)加工制作锁紧缸测量块、配磨过渡调整压板每隔0.1-0.2mm厚度准备配磨压板;
24.6)线下将锁紧碟簧缸与锁紧勾头安装紧固到位,碟簧缸后端螺栓孔和安装在刀架后螺纹孔方向一致,同时锁紧勾头和水平垫板中导向定位键块一致。
25.一种锁紧碟簧缸的在线检测预防性维修方法,包括以下步骤:
26.1)当飞剪剪刃抽出后,保持打开压力240bar状态,测量在打开状态时锁紧勾头与测量块间的距离;
27.2)分析当保压状态时测量间隙大于2.5mm,反映出锁紧碟簧缸内部碟簧目前处于失效前期或失效状态,建立定期测量跟踪数据表,数据统计分析出该型号碟簧组失效距离,以达到预防性维修目的。
28.本发明具有以下有益效果:
29.1)确认安装过程中的技术要求的操作规程,固化锁紧碟簧缸的安装标准。
30.2)预施加锁紧力和锁紧碟簧缸的制作油压压力、行程和锁紧力,根据设计需求,对锁紧工件施加有效锁紧力;
31.3)解决多件锁紧缸锁紧同一工件时,不同位置锁紧碟簧缸锁紧力不一致问题,提升锁紧合力,改善锁紧效果,提高锁紧碟簧缸及相关部位的使用寿命;
32.4)通过被锁紧块装置的锁紧具体部位的再制作,在不拆卸被锁紧件的情况下,根据测量结果与锁紧碟簧缸矫正曲线对比,可以选择预防性维修,避免设备事故扩大。
33.5)通过改进锁紧缸配合使用的缸头结构,杜绝外部水和杂质进入,提高设备精度,保障锁紧碟簧缸在线锁紧力,提高使用寿命。
附图说明
34.图1为飞剪装配图。
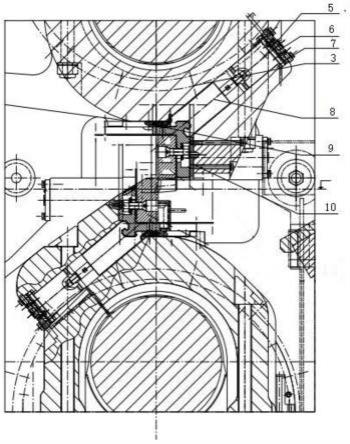
35.图2为飞剪锁紧碟簧缸及剪刃装配结构示意图。
36.图3为锁紧碟簧缸的结构示意图。
37.图4为校核标准的结构示意图。
38.图5为锁紧缸的结构示意图。
39.图6测量块的结构示意图。
40.图7为实际测量位置的结构示意图。
41.图8为配磨过渡调整压板的结构示意图。
42.图9为锁紧勾头的结构示意图。
43.图中:1-飞剪牌坊;2-上曲轴;3-上刀架;4-下曲轴;5-锁紧碟簧缸;6-分油压板;7-配磨过渡调整压板;8-锁紧勾头;9-水平垫板;10-垂直垫板;11-锁紧缸打开状态;12-锁紧缸关闭状态;13-测量块;14-密封槽。
具体实施方式
44.现在结合附图对本发明作进一步详细的说明。
45.如图1-9所示,一种锁紧碟簧缸的安装方法,安装前的准备工序:
46.(1)保证剪刃底座接触垫板水平垫板9和垂直垫板10垂直,剪刃安装基面清洗、修磨、各衬板安装后复测,符合图纸工艺要求剪刃线下精度要求;
47.(2)作业前飞剪处于更换剪刃位,电机-减速机间联轴器使用专用自锁式工装锁住,以确保安全可靠,根据刀架和锁紧缸结构制作专用工装,取出分油压板6、配磨过渡调整压板7和锁紧碟簧缸5连同锁紧勾头8;
48.(3)刀架外部分油压板6及配合面、刀架内锁紧勾头8导向套、锁紧碟簧缸5密封配合面等各安装部位机加工修复、修磨,恢复图纸设计尺寸精度要求;
49.(4)根据图6校核锁紧碟簧缸线下性能测试,在170bar时锁紧碟簧缸的压缩状态下的行程,标记为a;
50.(5)按图纸加工制作锁紧缸测量块13、配磨过渡调整压板7(15-20mm)每隔0.1-0.2mm厚度准备配磨压板,以节省配磨加工时间;
51.(6)线下将锁紧碟簧缸5与锁紧勾头8安装紧固到位,同时保证碟簧缸后端螺栓孔和安装在刀架后螺纹孔方向一致,同时锁紧勾头8和水平垫板9中导向定位键块一致。
52.安装流程及技术要点
53.(1)使用螺栓将线下准备的锁紧碟簧缸装配体、锁紧碟簧缸5和分油压板6(可以线下制作厚度减小及尺寸优化,以便于安装快捷)装配成套后(可更好保证锁紧碟簧缸5进油口、配磨过渡调整压板7油道和分油压板6三处油口的方向及密封有效标准安装),利用分油压板6采取平行紧固方式将锁紧碟簧缸5沿着安装孔装入;
54.(2)使用测量块13移入锁紧缸勾头8内,保证测量块13垂直面与水平垫板9和垂直垫板10紧密接触,使用锁紧碟簧缸5和分油压板6的固定连接螺栓,将锁紧碟簧缸5移动至勾头8和测量块13预锁紧面紧密贴合在一起;
55.(3)拆卸分油压板6,按照图7所示测量锁紧缸底部端面距离分油压板6与刀架配合安装面的高度,标记为b;
56.(4)计算该锁紧缸对应得端盖垫片厚度
△
h=b-a;
57.(5)取出步骤(2)中移入的测量块13,重复步骤(1),将锁紧碟簧缸5、分油压板6和配磨过渡调整压板7装入密封紧固到位。
58.一种锁紧碟簧缸的在线检测预防性维修的方法
59.当飞剪剪刃抽出后,保持打开压力240bar状态,使用根据锁紧勾头8锁紧剪刃底座尺寸制作测量块13,测量在打开状态时锁紧勾头8与测量块13间距离,综合分析当保压状态
时测量间隙大于2.5mm,反映出锁紧碟簧缸5内部碟簧目前处于失效前期或失效状态,建立定期测量跟踪数据表,数据统计分析出该型号碟簧组失效距离,以达到预防性维修目的。测量要点保证水平垫板9和垂直垫板10的磨损符合要求,同时去除锁紧缸勾头8长期使用磨损值,已达到数据的真实和后期数据分析。
60.锁紧勾头8结构优化改进
61.通过对锁紧勾头8结构优化,在勾头与导向套间增加耐高温密封,如图9所示,杜绝因水或氧化铁皮进入缸头套导向间隙中,引起锁紧勾头8收到阻力无法达到锁紧力要求、更换剪刃过程中240bar液压压力无法打开锁紧。
62.本发明不局限于上述实施方式,任何人应得知在本发明的启示下作出的结构变化,凡是与本发明具有相同或相近的技术方案,均落入本发明的保护范围之内。
63.本发明未详细描述的技术、形状、构造部分均为公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1