一种适用于平板对接焊缝的焊缝识别装置及识别方法
1.本发明涉及焊缝识别技术领域,尤其涉及一种适用于平板对接焊缝的焊缝识别装置及识别方法。
背景技术:
2.随着现代制造业的迅速发展和建筑工业化的推动,人们对焊缝焊接过程中的生产效率和质量控制的要求越来越高。传统的焊接方式使得焊接质量对工人的技术熟练程度依赖性较大,同时施工质量较差。焊接机器人的引入实现了焊接技术的智能化、焊接过程的自动化,提高了焊接效率,改善了工作环境,基于视觉传感的机器人自动化焊接工艺成为了行业的未来发展趋势。
3.影响自动化焊接工艺质量的最重要因素就是对焊缝的跟踪识别,跟踪识别能力越强,焊接的自动化水平也就越高。但焊缝跟踪识别技术在实际操作过程中往往存在识别偏差较大,无法自主抓取焊缝位置等缺点。用于焊缝位置识别的传感器主要有接触传感器、电弧传感器、电磁传感器、超声波传感器以及视觉传感器。其中,视觉传感器具有信息量丰富、灵敏度和测量精度高以及与工件无接触等优点,目前国内外较多采用线性激光作为辅助光源的视觉传感方式。
4.同时,在自动焊接时,受到工件的加工与装配误差,以及因热变形所引起的焊缝尺寸变化的影响,配套的焊缝识别装置也需要能够适应多种焊板尺寸,根据施工需要实时调节,并及时反馈各种焊缝参数。
5.因此施工现场急需一种安装快捷,安装后装置稳定性好,识别精度和效率高,能够适应不同平板焊缝尺寸及多种工况的焊缝识别装置及识别方法。
技术实现要素:
6.发明目的:实现施工现场平板焊缝的快速高效识别,并要求装置具有较好的稳定性和较少的安装准备时间。为此提出了一种适用于平板对接焊缝的焊缝识别装置及识别方法,用来实现平板对接焊缝几何参数的识别。
7.技术方案:为实现上述目的,本发明采用的技术方案为:
8.一种适用于平板对接焊缝的焊缝识别装置,其特征在于:所述焊缝识别装置包括滑动装置,所述滑动装置上通过一个滑动块连接调节装置,滑动装置的端头设有用于驱动所述滑动块的驱动装置,所述滑动装置的侧面设置有用于与待识别工件连接的固定装置,所述滑动装置的顶部设置有水平调节器和工控机,所述调节装置的端头设置有夹持装置,所述夹持装置将工业相机和激光笔夹持。
9.所述滑动装置包括转动辊、滑动块、滑动槽、安装槽,所述转动辊穿过滑动块中间的圆孔并通过二者接触面的螺纹相互咬合;所述滑动块的上下表面还分别设置有固定在滑动槽上下部的凹槽内的t型钢片,所述滑动槽的上表面还设置有固定工控机的安装槽,以及水平调节器。
10.所述驱动装置包括主动轮、从动轮、转动轴、固定轴,所述主动轮安装在转动轴上并与转动轴固定连接,所述从动轮可转动地安装在所述固定轴上,所述从动轮与所述转动辊固定连接,从动轮与主动轮相互啮合,主动轮在所述转动轴的带动下带动从动轮转动,并进一步带动转动辊转动;转动轴与固定轴的另一端都与滑动槽的端面连接固定。
11.所述调节装置包括固定臂、垂直调节臂、水平调节臂、连接头一、连接头二、顶紧螺栓,所述固定臂为一垂直固定于滑动块外侧面的t型钢臂,所述垂直调节臂、水平调节臂均为侧面设有刻度的工字型臂,所述连接头一和连接头二均为侧面开口的空心矩形套筒,固定臂和垂直调节臂的端头分别固定连接头一和连接头二,所述垂直调节臂和水平调节臂分别从连接头一和连接头二的套筒中穿过并可沿套筒方向移动,连接头一和连接头二的侧面还设置有顶紧螺栓。
12.所述夹持装置包括l型支架,固定螺栓,夹持器,转动铰。所述l型支架为一钢制支架,侧面固定在水平调节臂端头,其上部下表面设置有固定螺栓,其下部设置有转动铰与夹持器连接。
13.所述固定装置有两个,分别设置于滑动装置两侧,每个所述固定装置包括夹头、旋转臂、连接器、铰链、夹紧螺栓、固定器,夹头由两片钢制夹片组成,两夹片之间由铰链连接,并通过夹紧螺栓夹紧,夹头的侧面还设置有固定器,旋转臂为两根钢臂,通过铰链与夹头和固定于滑动装置侧面的连接器连接,旋转臂可绕铰链转动。
14.步骤一,安装焊缝识别装置,将滑动装置通过固定装置与待识别的垂直的钢板连接,并利用水平调节器调平后;再将滑动装置卡入固定器内;然后分别调节垂直调节臂和水平调节臂,使得摄像头和激光笔位于焊缝中心位置并固定;检查焊缝识别装置,包括装置是否与钢板固定,激光器、工业相机、工控机和计算机的连接情况和工作状况;
15.步骤二,获取目标图像:激光器发出线激光,照射于焊材焊缝处,利用驱动装置带动滑动装置内的转动辊转动,进一步带动滑动块沿焊缝方向左右移动,通过设置工业相机拍摄参数,在焊缝随机标记10处位置,实现对这10处位置的自动抓拍;
16.步骤三,分析处理图像,工业相机拍摄的图像自动储存在工控机中,由计算机通过无线通信远程操控工控机对焊缝图片进行图像处理,计算出这10处位置的几何尺寸,判断焊缝尺寸是否均匀,取平均值作为此焊缝几何尺寸输出。
17.所述焊缝识别装置,使用时,将利用水平调节器调平后的滑动装置通过固定装置与垂直的钢板连接,将滑动装置卡入固定器内。分别调节垂直调节臂和水平调节臂,使得工业相机和激光笔位于焊缝中心位置并固定。利用驱动装置带动滑动装置内的转动辊转动,进一步带动滑动块沿焊缝方向左右移动,从而实现工业相机对焊缝的拍摄取图。
18.所述的适用于平板对接焊缝的焊缝识别方法包括以下步骤:
19.步骤一,安装焊缝识别装置,将滑动装置通过固定装置与待识别的垂直的钢板连接,并利用水平调节器调平后;再将滑动装置卡入固定器内;然后分别调节垂直调节臂和水平调节臂,使得摄像头和激光笔位于焊缝中心位置并固定;检查焊缝识别装置,包括装置是否与钢板固定,激光器、工业相机、工控机和计算机的连接情况和工作状况;
20.步骤二,获取目标图像:激光器发出线激光,照射于焊材焊缝处,利用驱动装置带动滑动装置内的转动辊转动,进一步带动滑动块沿焊缝方向左右移动,通过设置工业相机拍摄参数,在焊缝随机标记10处位置,实现对这10处位置的自动抓拍;
21.步骤三,分析处理图像,工业相机拍摄的图像自动储存在工控机中,由计算机通过无线通信远程操控工控机对焊缝图片进行图像处理,计算出这10处位置的几何尺寸,判断焊缝尺寸是否均匀,取平均值作为此焊缝几何尺寸输出。
22.所述的图像处理主要包括均值滤波处理、灰度化处理、图像分割、灰度重心法激光条纹中心提取、最小二乘法拟合直线,计算几何尺寸。
23.所述的图像分割算法包括以下步骤:
24.s1,对输入图像使用3
×
3算子进行中值滤波处理,过滤噪声后计算灰度直方图,获取图像灰度值的范围i
min
和i
max
。;
25.s2,初始化参数,将i
min
和i
max
设置为搜索上界ub、下界lb,黏菌种群规模为n,最大迭代次数为t,维度d;
26.s3,在ub~lb之间随机初始化黏菌种群,此时黏菌个体位置x(i)作为初始聚类中心,此位置作为黏菌追踪食物的初始记忆位置m(i)计算灰度级到聚类中心的距离,通过式(1)计算其隶属度,根据式(2)计算个体适应度值s(i),找出当前最优适应度wf和最差适应度值bf:
[0027][0028][0029][0030]
其中u
ij
为数据点xi到聚类中心ci隶属度,cj为n个聚类中心点像素值,j=1,2,
…
,n,ck为k个聚类中心点像素值,xi为任意位置像素值,d
ij
为xi到cj的欧式距离,h[i]为图像灰度直方图,i为直方图的灰度级,m为加权指数,一般取值为2,||||为运算符,表示二范数;
[0031]
s4,由最佳适应度和最差适应度通过式(4)计算黏菌重量w、控制参数vb、vc、条件参数p;
[0032][0033]
p=tanh(|s(i)-df|(5)
[0034][0035]
其中condition表示适应度排在群体前一半的个体,others表示适应度排在群体后一半的个体,vb、vc、r为控制参数,其中vb∈(-a,a)、vc∈(-1,1)、r∈[0,1],t
max
为最大迭代次数,df为所有迭代中最佳适应度值,p为条件参数由式(5)计算得到,a为范围参数由式(6)计算得到;
[0036]
s5,当r<z时,通过式(7)生成黏菌新位置x
new
(i);当r>z且r<p时,通过式(8)生成黏菌新位置x
new
(i);当r>z且r≤p时,通过式(9)生成黏菌新位置x
new
(i),z为判定参数,由实验确定;
[0037][0038]
其中x(t+1)为迭代次数为t+1时的黏菌个体位置,rand为控制参数,其中rand∈[0,1],w为黏菌重量,xb(t)为迭代次数为t时的最佳位置,xa(t)、xb(t)为迭代次数为t时从黏菌中随机选取的两个个体位置;
[0039]
s6,计算每个灰度级到新的黏菌位置的距离,根据式(1)计算隶属度,式(3)计算适应度值s
new
,若s
new
>s,则更新黏菌的位置m(i)=x
new
(i),否则保持黏菌记忆位置不变。
[0040]
s7,通过迭代选择适应度值最大的黏菌记忆位置m(i),作为最佳聚类中心,根据隶属度值对图像进行分类,同时确定分割阈值,依据阈值对图像进行二值化处理。
[0041]
本发明相比现有技术,具有以下有益效果:
[0042]
1、与原有技术相比较,本发明的焊缝识别装置安装方便快速,工作过程中对钢板的影响小。安装时可根据钢板的尺寸进行调整,安装自由度高,安装后具有较好的稳定性。
[0043]
2、本发明基于fcm聚类分割算法,通过计算图像灰度直方图,有效地提高计算效率,并结合黏菌群智能算法寻找聚类中心,解决了传统fcm算法易陷入局部最优的问题,具有良好的鲁棒性和稳定性。经过此算法分割得到的激光条纹图像轮廓信息清晰,大大提高了焊缝尺寸识别的精确性。
附图说明
[0044]
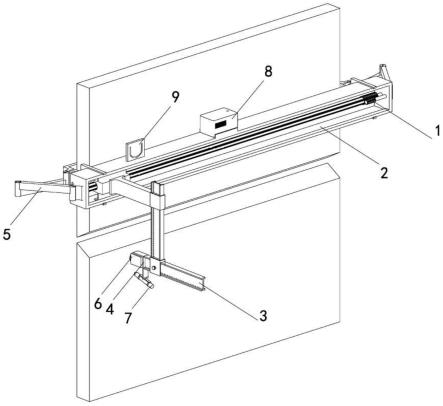
图1为本发明适用于平板对接焊缝的焊缝识别装置的整体装置示意图。
[0045]
图2为本发明适用于平板对接焊缝的焊缝识别装置的整体装置爆炸图。
[0046]
图3为本发明适用于平板对接焊缝的焊缝识别装置的驱动装置示意图。
[0047]
图4为本发明适用于平板对接焊缝的焊缝识别装置的驱动装置与滑动装置侧视图。
[0048]
图5为本发明适用于平板对接焊缝的焊缝识别装置的调节装置正视图。
[0049]
图6为本发明适用于平板对接焊缝的焊缝识别装置的夹持装置示意图。
[0050]
图7为本发明适用于平板对接焊缝的焊缝识别装置的固定装置示意图。
[0051]
图8为本发明适用于平板对接焊缝的焊缝识别方法的流程图。
[0052]
图9为本发明适用于平板对接焊缝的焊缝识别方法图像处理中图像分割算法流程图。
[0053]
图中:1为驱动装置、2为滑动装置,3为调节装置,4为夹持装置,5为固定装置,6为摄像头,7为激光笔,8为工控机,9为水平调节器;1-1为主动轮,1-2为从动轮,1-3为转动轴,1-4为固定轴;2-1为转动辊,2-2为滑动块,2-3为滑动槽,2-4为安装槽;3-1为固定臂,3-2为垂直调节臂,3-3为水平调节臂,3-4为连接头一,3-5为连接头二,3-6为顶紧螺栓;4-1为l型支架,4-2为固定螺栓,4-3为夹持器,4-4为转动铰;5-1为夹头,5-2为旋转臂,5-3为连接器,5-4为铰链,5-5为夹紧螺栓,5-6为固定器。
4,夹紧螺栓5-5,固定器5-6。固定装置5设置于滑动装置2两侧。夹头5-1由两片钢制夹片组成,两夹片之间通过铰链5-4连接,并有夹紧螺栓5-5穿过,使用时通过旋转夹紧螺栓5-5使得夹头5-1能够夹紧钢板以实现整个识别装置与钢板的连接。旋转臂5-2为两根钢臂,通过铰链5-4与夹头5-1和固定于滑动装置2侧面的连接器5-3连接。旋转臂5-2可分别绕铰链5-4转动至合适位置以实现整个识别装置不同焊缝长度的钢板进行连接。夹头5-1的侧面还设置有固定器5-6,用来卡住滑动装置2,防止在识别过程中装置移动。
[0061]
一种适用于平板对接焊缝的焊缝识别方法,用于对施工现场钢结构平板进行焊接,通过上述适用于平板对接焊缝的焊缝识别装置进行焊接,如图8所示,步骤如下;
[0062]
步骤一,s1、操作人员进行装置安装工作,利用水平调节器9调平后的滑动装置2通过固定装置5与垂直的钢板连接,通过旋紧夹紧螺栓5-5固定,并将旋转臂5-2调节至合适位置,将滑动装置2卡入固定器5-6内,以实现滑动装置2与钢板的固定,检查装置是否与钢板固定连接。
[0063]
s2、分别调节垂直调节臂3-2,水平调节臂3-3和转动铰4-4,使得工业相机6和激光笔7位于焊缝中心位置,工业相机镜头与激光线位于同一平面上并与焊缝垂直,之后旋紧顶紧螺栓3-6以实现调节装置和夹持装置4的固定。
[0064]
s3、检查激光器、工业相机、工控机、计算机的连接情况和工作状况。
[0065]
步骤二,打开激光器,使得线激光照射在焊缝处,设置工业相机拍摄参数,对焊缝激光条纹进行自动抓怕,利用驱动装置1带动滑动装置2内的转动辊2-1转动,进一步带动滑动块2-2沿焊缝方向左右移动,对进行标记的焊缝10处位置进行拍摄。。
[0066]
步骤三,拍摄的图像自动储存在工控机里,由计算机通过无线通信远程操控工控机实现对焊缝图片的图像处理,具体图像处理步骤如下;
[0067]
s1、获取图像,对图像进行分割,获取轮廓清晰的激光条纹图像,具体图像分割步骤如下:
[0068]
对输入图像使用3
×
3算子进行中值滤波处理,过滤噪声后计算灰度直方图,获取图像灰度值的范围i
min
和i
max
。;
[0069]
初始化参数,将i
min
和i
max
设置为搜索上界ub、下界lb,黏菌种群规模为n,最大迭代次数为t,维度d;
[0070]
在ub~lb之间随机初始化黏菌种群,此时黏菌个体位置x(i)作为初始聚类中心,此位置作为黏菌追踪食物的初始记忆位置m(i)计算灰度级到聚类中心的距离,通过式(1)计算其隶属度,根据式(2)计算个体适应度值s(i),找出当前最优适应度wf和最差适应度值bf:
[0071][0072][0073][0074]
其中u
ij
为数据点xi到聚类中心cj隶属度,cj为n个聚类中心点像素值,j=1,2,
…
,n,ck为k个聚类中心点像素值,xi为任意位置像素值,d
ij
为xi到cj的欧式距离,h[i]为图像灰
度直方图,i为直方图的灰度级,m为加权指数,一般取值为2,||||为运算符,表示二范数;
[0075]
由最佳适应度和最差适应度通过式(4)计算黏菌重量w、控制参数vb、vc、条件参数p;
[0076][0077]
p=tanh(|s(i)-df|(5)
[0078][0079]
其中condition表示适应度排在群体前一半的个体,others表示适应度排在群体后一半的个体,vb、vc、r为控制参数,其中vb∈(-a,a)、vc∈(-1,1)、r∈[0,1],t
max
为最大迭代次数,df为所有迭代中最佳适应度值,p为条件参数由式(5)计算得到,a为范围参数由式(6)计算得到;
[0080]
当r<z时,通过式(7)生成黏菌新位置x
new
(i);当r>z且r<p时,通过式(8)生成黏菌新位置x
new
(i);当r>z且r≤p时,通过式(9)生成黏菌新位置x
new
(i),z为判定参数,由实验确定,;
[0081][0082]
其中x(t+1)为迭代次数为t+1时的黏菌个体位置,rand为控制参数,其中rand∈[0,1],w为黏菌重量,xb(t)为迭代次数为t时的最佳位置,xa(t)、xb(t)为迭代次数为t时从黏菌中随机选取的两个个体位置。
[0083]
计算每个灰度级到新的黏菌位置的距离,根据式(1)计算隶属度,式(3)计算适应度值s
new
,若s
new
>s,则更新黏菌的位置m(i)=x
new
(i),否则保持黏菌记忆位置不变。
[0084]
通过迭代选择适应度值最大的黏菌记忆位置m(i),作为最佳聚类中心,根据隶属度值对图像进行分类,同时确定分割阈值,依据阈值对图像进行二值化处理。
[0085]
s2、对通过上述图像分割获取的激光条纹图像运用灰度重心法进行中心线提取,获取激光条纹中心线。
[0086]
s3、对中心线运用最小二乘法,对中心线离散点进行直线拟合,直线交点即为焊缝特征点的坐标。
[0087]
s4、通过对特征点坐标进行计算,获得焊缝几何尺寸,对获取的几何尺寸取平均值,作为此焊缝的几何尺寸。
[0088]
本发明安装较为方便,识别方法快速准确,提高了焊缝识别的效率和精度,同时能够适用于多种焊缝长度的钢板,安装后的装置稳定性好,具有良好的经济技术价值。
[0089]
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1