一种穿片式大型散热器主片跳步模具的制作方法
1.本发明涉及散热器主片加工设备技术领域,特别是一种穿片式大型散热器主片跳步模具。
背景技术:
2.机械加工行业中,经常使用冲压模对钣金件进行冲孔加工。在实际加工需求中经常要在钣金件上加工完成排间距固定的多排冲孔,此时则需在冲压模中设置多排冲头或是采用多套冲压模具以完成冲孔加工。这种设有多排冲头的冲压模,由于冲头数量多,不但模具制造成本较高,而且容易导致模具结构单薄,从而缩短模具的使用寿命;如果多排冲孔的排间距较小,则无法在一套冲压模中布局多排冲头,只能通过增加模具套数完成多排冲孔,势必增加模具制造成本。
技术实现要素:
3.本发明的目的是为了解决上述问题,设计了一种穿片式大型散热器主片跳步模具,包括上模总成和下模总成,所述上模总成与所述下模总成滑动设置,所述上模总成包括依次设置的上模座、上垫板、上夹板和拉伸凸模芯,所述下模座包括依次设置的下模座、下垫板、下模板和拉伸凹模芯,所述上夹板上固定有拉伸凸模芯,所述下模板上固定有拉伸凹模芯,所述上夹板上固定有脱模单元,所述下模板上设置有多组挡料单元。
4.进一步地,所述挡料单元包括挡料销、第一通气孔、第二通气孔、第三通气孔和第四通气孔,所述下模板上沿着竖直方向设置有第一通气孔,所述下垫板上沿着竖直方向设置有第二通气孔,所述下模座上沿着竖直方向设置有第三通气孔,所述下模座上沿着水平方向设置有第四通气孔,所述第一通气孔、所述第二通气孔和所述第三通气孔依次相通,所述第四通气孔的一端通向所述下模座的外部,所述第四通气孔的另外一端与所述第三通气孔相通,所述挡料销设置于所述第二通气孔内并且可沿其移动至所述第一通气孔外。
5.进一步地,所述脱模单元包括复位弹性件、顶料销、驱动件和上脱料板,所述上夹板固定有顶料销,所述顶料销可沿所述上脱料板移动所述上模座固定有驱动件,所述驱动件固定连接有上脱料板,所述上脱料板设置于所述上夹板下方,所述上夹板上固定有内导柱,所述内导柱固定于所述上夹板四周,所述内导柱穿过所述上脱料板并可沿所述上脱料板移动,复位弹性件两端分别固定有所述上夹板和所述上脱料板,所述上夹板上开设有拉伸凸模芯镶件槽,拉伸凸模芯固定于所述上夹板并设置于所述拉伸凸模芯镶件槽内,所述上脱料板上开设有脱料过孔,所述脱料过孔与所述上脱料板相连通。
6.进一步地,所述拉伸凸模芯包括凸模板和固定于所述凸模板上的若干个成型凸模。
7.进一步地,所述拉伸凹模芯包括凹模板和固定于所述凹模板上的若干个成型凹模。
8.进一步地,所述上模座上固定有导套,所述下模座上固定有导柱,所述导柱伸进所
述导套内部,所述导套可沿所述导柱往复移动。
9.进一步地,所述下模座固定有送料单元,所述送料单元包括送料板、第一安装座、第二安装座以及送料辊,所述下模座固定有送料板,所述送料板固定有第一安装座和第二安装座,送料辊贯穿第二安装座并与第二安装座转动设置,第一安装座与第二安装座并列设置,所述第一安装座与所述第二安装座形成有送料通道。
10.进一步地,所述第一安装座上设有导向结构,导向结构包括导向座和锁紧螺栓,第一安装座侧壁开设有滑槽,导向座与滑槽相适配并可沿滑槽移动,锁紧螺栓穿过导向座与滑槽并与二者螺纹连接。
11.进一步地,所述导向座顶部转动设置有导向轮。
12.利用本发明的技术方案制作的一种穿片式大型散热器主片跳步模具,所达到的有益效果:本发明解决了现有技术存在用不同型号不同排数需开发不同模具的不足,模具通用性差,在调模换模时耗时频繁的问题,可显著减少换模时间,模具的通用性,调试方便快捷,保证了钎焊产品结构的准确性;
13.具有挡料单元,根据需要加工的散热器主片的规格不同,不同位置的挡料单元进入工作状态。
附图说明
14.图1是散热器主片的结构示意图;
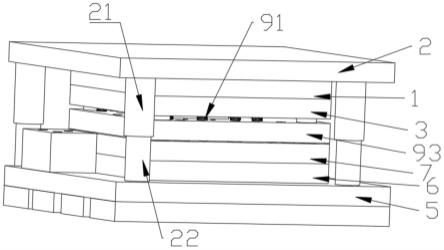
15.图2是本发明所述一种穿片式大型散热器主片跳步模具结构示意图;
16.图3是本发明所述挡料单元的结构示意图;
17.图4是本发明上模总成的剖视图;
18.图5是本发明上夹板的主视图;
19.图6是本发明上脱料板的主视图;
20.图7是本发明拉伸凸模芯的结构示意图;
21.图8是本发明拉伸凹模芯的结构示意图;
22.图9是本发明进料单元的主视图;
23.图10是本发明进料单元的俯视图;
24.图中,1、上垫板;2、上模座;21、导套;22、导柱;3、上夹板;4、拉伸凸模芯;41、凸模板;42、成型凸模;5、下模座;6、下垫板;7、下模板;8、拉伸凹模芯;81、凹模板;82、成型凹模;9、脱模单元;91、复位弹性件;92、顶料销;93、上脱料板;10、挡料单元;101、挡料销;102、第一通气孔;103、第二通气孔;104、第三通气孔;105、第四通气孔;11、送料单元;111、送料板;112、第一安装座;113、第二安装座;114、送料辊;115、导向座;116、导向轮;117、锁紧螺栓;118、滑槽;12、散热器主片;13、拉伸凸模芯镶件槽。
具体实施方式
25.实施例一:
26.为了更好的理解本发明,下面结合具体实施例和附图对本发明进行进一步的描述,一种穿片式大型散热器主片12跳步模具。如图1-图3所示,包括上模总成和下模总成,所述上模总成与所述下模总成滑动设置,所述上模总成包括依次设置的上模座2、上垫板1、上
夹板3和拉伸凸模芯4,所述下模座5包括依次设置的下模座5、下垫板6、下模板7和拉伸凹模芯8,所述上夹板3上固定有拉伸凸模芯4,所述下模板7上固定有拉伸凹模芯8,所述上夹板3上固定有脱模单元9,所述下模板7上设置有多组挡料单元10。手动送料至下模板7,从后向前沿送料板111送进,由挡料单元10进行定位,上模下行实施冲裁,冲裁完成后再由操作员送进一个步距,由挡料单元10再次定位,挡料销101插入预先冲好的孔内,进行精确定位,上模下行,实施冲裁,周而复始,形成循环,批量生产效率高。
27.所述挡料单元10包括挡料销101、第一通气孔102、第二通气孔103、第三通气孔104和第四通气孔105,所述下模板7上沿着竖直方向设置有第一通气孔102,所述下垫板6上沿着竖直方向设置有第二通气孔103,所述下模座5上沿着竖直方向设置有第三通气孔104,所述下模座5上沿着水平方向设置有第四通气孔105,所述第一通气孔102、所述第二通气孔103和所述第三通气孔104依次相通,所述第四通气孔105的一端通向所述下模座5的外部,所述第四通气孔105的另外一端与所述第三通气孔104相通,所述挡料销101设置于所述第二通气孔103内并且可沿其移动至所述第一通气孔102外。由于散热器主片12规格不同,其需要冲孔的数量由所不同,而拉伸凸模芯4与拉伸凹模芯8上具有数量较多的成型凸模42与成型凹膜,于是在进行散热器主片12冲孔时,需要对料带进行限位,在下模板7的不同位置分别设置有多组挡料单元10以适应多种散热器主片12的制作。具体地,以加工其中一种规格的散热器主片12为例,在所述第四通气孔105靠近所述下模座5的外部的一端进行通气,气体依次经过所述第三通气孔104、所述第二通气孔103和所述第一通气孔102将所述挡料销101顶起,所述挡料销101伸出所述第一通气孔102的外部,将料带挡住。
28.如图4和图6所示,所述脱模单元9包括复位弹性件91、顶料销92、驱动件和上脱料板93,所述上夹板3固定有顶料销92,所述顶料销92可沿所述上脱料板93移动所述上模座2固定有驱动件,所述驱动件固定连接有上脱料板93,所述上脱料板93设置于所述上夹板3下方,所述上夹板3上固定有内导柱22,所述内导柱22固定于所述上夹板3四周,所述内导柱22穿过所述上脱料板93并可沿所述上脱料板93移动,复位弹性件91两端分别固定有所述上夹板3和所述上脱料板93,所述上夹板3上开设有拉伸凸模芯4镶件槽,拉伸凸模芯4固定于所述上夹板3并设置于所述拉伸凸模芯4镶件槽内,所述上脱料板93上开设有脱料过孔,所述脱料过孔与所述上脱料板93相连通。冲孔结束后,驱动件带动上脱料板93下行,顶料销92将覆盖在上脱料板93与拉伸凸模芯4处的工件顶出,内导柱22在上脱料板93运行过程中起到导向作用,待工件顶出后,复位弹性件91将上脱料板93回到初始位置。复位弹性件91可选择为弹簧。
29.如图7和图8所示,所述拉伸凸模芯4包括凸模板41和固定于所述凸模板41上的若干个成型凸模42。所述拉伸凸模芯4包括凹模板81和固定于所述凹模板81上的若干个成型凹模82。本发明可以通过拉伸模芯,实现多主片冲孔的制作。减少了不同排数的拉伸模芯模具的制作,解决了现有技术存在用不同型号不同排数需开发不同模具的不足,模具通用性差。本发明可显著减少换模时间,调试方便快捷,解决了在调模换模时耗时频繁的问题。
30.所述上模座2上固定有导套21,所述下模座5上固定有导柱22,所述导柱22伸进所述导套21内部,所述导套21可沿所述导柱22往复移动。
31.实施例二:
32.本实施例与实施例一不同的是,本实施例具有可以稳定送料的送料单元11。所述
下模座5固定有送料单元11,所述送料单元11包括送料板111、第一安装座112、第二安装座113以及送料辊114,所述下模座5固定有送料板111,所述送料板111固定有第一安装座112和第二安装座113,送料辊114贯穿第二安装座113并与第二安装座113转动设置,第一安装座112与第二安装座113并列设置,所述第一安装座112与所述第二安装座113形成有送料通道。所述第一安装座112上设有导向结构,导向结构包括导向座115和锁紧螺栓117,第一安装座112侧壁开设有滑槽118,导向座115与滑槽118相适配并可沿滑槽118移动,锁紧螺栓117穿过导向座115与滑槽118并与二者螺纹连接。所述导向座115顶部转动设置有导向轮116。导向座115对称设置有两个,导向座115上转动设置有导向轮116,两个导向轮116之间形成的通道用于传送扁料。通过第一安装座112、第二安装座113和送料辊114的相互配合,对待加工的扁钢进行送料,若待加工的扁料规格改变,则改变导向座115在第一安装座112上的位置即可,两个导向轮116为扁钢送料过程中起到限位作用。
33.上述技术方案仅体现了本发明技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本发明的原理,属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1