一种真空炉的焊接工艺及焊接装置的制作方法
1.本发明涉及真空炉焊接技术领域,具体涉及一种真空炉的焊接工艺及焊接装置。
背景技术:
2.二极管、三极管、可控硅或者桥等电子元器件在生产时,需要在上料片和下料片之间焊接芯片,该工艺称之为合片。合片的具体工作过程如下:首先需要在下料片的上侧涂刷锡膏,并将芯片放置在下料片的的具体位置,然后将下侧涂刷有锡膏的上料片叠放在下料片上侧,再将焊接模顶盖盖合在焊接模底板上,最后将焊接模送入焊接炉内进行焊接。料片的焊接需要在真空炉中进行。
3.但是现有技术中,对其进行焊接过程中热量在真空炉体内部分布不均,从而导致焊接质量不稳定,容易产生气孔等焊接缺陷,美观性不佳,工作效率低。
技术实现要素:
4.为解决上述技术问题,本发明提供一种真空炉的焊接工艺,包括:
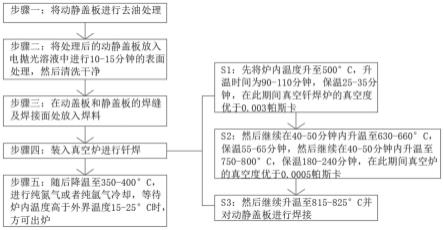
5.步骤一:将动静盖板进行去油处理;
6.步骤二:将处理后的动静盖板放入电抛光溶液中进行10-15分钟的表面处理,然后清洗干净;
7.其中,电抛光溶液的原料重量份配比为:硫酸25-35磷酸15-25水45-55;
8.步骤三:在动盖板和静盖板的焊缝及焊接面处放入焊料;
9.步骤四:装入真空炉进行钎焊;
10.其中,真空炉内部的升温步骤如下:
11.s1:先将炉内温度升至500℃,升温时间为90-110分钟,保温25-35分钟,在此期间真空钎焊炉的真空度优于0.003帕斯卡;
12.s2:然后继续在40-50分钟内升温至630-660℃,保温55-65分钟,然后继续在40-50分钟内升温至750-800℃,保温180-240分钟,在此期间真空炉的真空度优于0.0005帕斯卡;
13.s3:然后继续升温至815-825℃并对动静盖板进行焊接;
14.步骤五:随后降温至350-400℃,进行纯氮气或者纯氩气冷却,等待炉内温度高于外界温度15-25℃时,方可出炉
15.一种真空炉的焊接装置,包括炉体:所述炉体的底部固定连接有底板,所述炉体的顶部开口设置,所述底板的四周分别固定连接有抽气筒,所述抽气筒的顶部连通设置有抽气软管,所述抽气软管远离抽气筒的一端与炉体的下侧侧壁连通设置,所述炉体的上侧侧壁设置有炉门,所述炉门的右侧侧壁通过铰接件与炉体的外壁转动连接,所述炉门的左侧侧壁中轴处固定连接有卡扣,所述炉门通过卡扣与炉体活动连接,其中,所述底板顶部的左右两侧外壁分别固定连接有电动伸缩杆,所述电动伸缩杆远离底板的一端通过连接块固定连接有炉盖,所述炉盖滑动设置在炉体的顶部开口处,所述炉盖的中轴处设置有旋转轴,所述旋转轴的顶部固定连接有电机,所述旋转轴远离电机的一端贯穿炉盖的外壁并延伸至炉
体的内部,所述旋转轴的延伸部设置有放置板,所述旋转轴的延伸部侧壁的中轴处分别固定连接有若干个加热管。
16.进一步地,所述放置板上开设有若干个小孔,所述旋转轴的内部掏空设置,所述旋转轴的内部滑动设置有移动球,所述移动球的外壁与旋转轴的内壁接触设置,其中,所述移动球的顶部中轴处固定连接有回位簧,所述回位簧远离移动球的一端与旋转轴的顶部内壁固定连接,所述移动球远离回位簧一侧外壁固定连接有连接杆,所述连接杆远离移动球的一端与放置板的顶部中轴处固定连接。
17.进一步地,所述炉体的上侧内壁分别固定连接有若干个半圆橡胶储气壳,若干个所述半圆橡胶储气壳分别正对着加热管设置,所述半圆橡胶储气壳的底侧外壁连通设置有气体连接管,其中,所述气体连接管的内部滑动设置有气压球,所述气压球的外壁与气体连接管的内壁接触设置,所述气压球的底侧外壁中轴处固定连接有升降推杆,所述升降推杆远离气压球的一端滑动贯穿气体连接管的底侧外壁并延伸至外侧,所述升降推杆的延伸部与放置板的顶部外壁固定连接。
18.进一步地,所述炉体的底部内壁固定连接有若干个伸缩管,所述伸缩管的内部滑动设置有伸缩杆,所述伸缩杆的底侧外壁固定连接有压缩簧,所述压缩簧远离伸缩杆的一端与炉体的底部内壁固定连接,其中,所述伸缩杆远离压缩簧的一端滑动贯穿伸缩管的顶部外壁并延伸至外侧,所述伸缩杆的延伸部固定连接有连接球,所述连接球悬空设置。
19.进一步地,所述放置板的正下方设置有震荡扰动板,所述震荡扰动板的外壁固定连接有若干个倾斜拉簧,其中,若干个所述倾斜拉簧远离震荡扰动板的一端分别与若干个连接球的侧壁固定连接。
20.进一步地,所述震荡扰动板的侧壁上固定连接有若干个震动连接簧,若干个所述震动连接簧上串联有若干个震动球,若干个所述震动球均悬空设置。
21.进一步地,所述震动连接簧远离震荡扰动板的一端固定连接有半圆辅助球,所述半圆辅助球的顶部外壁固定连接有限位移动杆,其中,所述限位移动杆远离半圆辅助球的一端滑动贯穿放置板的外壁并延伸至上侧,所述限位移动杆的延伸部固定连接有限位球。
22.与现有技术相比,本发明的有益效果是:
23.(1)、本发明,当工作人员将通过处理的动静盖板放置到炉体内部上的放置板上时,启动电机可以使放置板在旋转轴的作用发生旋转,同时启动加热管和抽气筒,抽气筒的启动可以使炉体内部呈现出真空状态,加热管的启动可以使炉体内部产生高温,从而达到将动静盖板之间焊料焊接的目的,放置板在旋转轴带动下发生旋转时,可以使动静盖板处于旋转状态,在此状态下相对于传统的静止状态来讲,可以使动静盖板之间受热均匀,以此可以增强了该装置的焊接效果。
24.(2)、本发明,在加热管旋转状态下,可以间隙性的对半圆橡胶储气壳进行挤压,在挤压效果下,可以使半圆橡胶储气壳内部的气体进入到气体连接管的内部,进而可以对气压球带动升降推杆上下移动,可以使放置板上下移动,以此利用放置板上下移动的效果,在配合其旋转效果,可以进一步提高动静放置板之间受热的均匀程度,从而进一步增强了该装置的焊接效果。
25.(3)、本发明,在放置板上下移动的过程中,会挤压连接球,连接球受到挤压会使伸缩杆在伸缩管的内部发生上下移动,从而利用连接球的移动效果,可以使震荡扰动板在倾
斜簧的作用下沿着炉体的内部上下移动,从而可以使炉体内部的热量分布均匀,从而进一步的增强了该装置的焊接效果。
26.(4)、本发明,在震荡扰动板上移动的作用下,依靠其惯性可以使震动连接簧带动震动球上下震动,以此可以使震动球对放置板的底侧进行敲击,利用震动球的敲击效果,可以使放置板产生微弱的震动,从而可以将动静盖板之间的焊渣震落掉,以此进一步的增强了该装置的焊接效果,另一方面,震动连接簧的上下震动,可以使半圆辅助球带动限位移动杆和限位球上下移动,利用限位球的限位效果,可以达到对震动连接簧和震动球限位的目的。
附图说明
27.图1为本发明焊接工艺整体流程图;
28.图2为本发明真空炉整体结构示意图;
29.图3为本发明真空炉整体结构剖视图;
30.图4为本发明图3中a的放大图;
31.图5为本发明图3中b的放大图;
32.图6为本发明放置板整体结构示意图;
33.图7为本发明震荡扰动板整体结构示意图。
34.图中:1、炉体;11、底板;12、抽气筒;13、抽气软管;14、炉门;15、卡扣;2、电动伸缩杆;21、炉盖;22、旋转轴;23、电机;24、放置板;25、加热管;3、小孔;31、移动球;32、回位簧;33、连接杆;4、半圆橡胶储气壳;41、气体连接管;42、气压球;43、升降推杆;5、伸缩管;51、伸缩杆;52、压缩簧;53、连接球;6、震荡扰动板;61、倾斜簧;7、震动连接簧;71、震动球;8、半圆辅助球;81、限位移动杆;82、限位球。
具体实施方式
35.下面结合附图和具体实施方式对本发明作进一步详细的说明。本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
36.实施例1
37.请参阅图1所示,本发明为一种真空炉的焊接工艺,包括:
38.步骤一:将动静盖板进行去油处理;
39.步骤二:将处理后的动静盖板放入电抛光溶液中进行10-15分钟的表面处理,然后清洗干净;
40.其中,电抛光溶液的原料重量份配比为:硫酸25-35磷酸15-25水45-55;
41.步骤三:在动盖板和静盖板的焊缝及焊接面处放入焊料;
42.步骤四:装入真空炉进行钎焊;
43.其中,真空炉内部的升温步骤如下:
44.s1:先将炉内温度升至500℃,升温时间为90-110分钟,保温25-35分钟,在此期间
真空钎焊炉的真空度优于0.003帕斯卡;
45.s2:然后继续在40-50分钟内升温至630-660℃,保温55-65分钟,然后继续在40-50分钟内升温至750-800℃,保温180-240分钟,在此期间真空炉的真空度优于0.0005帕斯卡;
46.s3:然后继续升温至815-825℃并对动静盖板进行焊接;
47.步骤五:随后降温至350-400℃,进行纯氮气或者纯氩气冷却,等待炉内温度高于外界温度15-25℃时,方可出炉。
48.实施例2
49.请参阅图2-图7所示,本发明为一种真空炉的焊接装置,包括炉体1,这样设置的目的是为了便于焊接,炉体1的底部固定连接有底板11,这样设置的目的是为了便于对炉体1进行支撑,炉体1的顶部开口设置,这样设置的目的是为了便于对炉体1进行限位,底板11的四周分别固定连接有抽气筒12,这样设置的目的是为了便于抽气,抽气筒12的顶部连通设置有抽气软管13,这样设置的目的是为了便于气体的输送,抽气软管13远离抽气筒12的一端与炉体1的下侧侧壁连通设置,这样设置的目的是为了便于固定抽气软管13,炉体1的上侧侧壁设置有炉门14,这样设置的目的是为了便于焊接件的放入,炉门14的右侧侧壁通过铰接件与炉体1的外壁转动连接,这样设置的目的是为了便于炉门14的打开,炉门14的左侧侧壁中轴处固定连接有卡扣15,这样设置的目的是为了便于对炉门14进行限位,炉门14通过卡扣15与炉体1活动连接,这样设置的目的是为了便于炉门14的打开;
50.其中,底板11顶部的左右两侧外壁分别固定连接有电动伸缩杆2,这样设置的目的是为了便于调节炉盖21的高度,电动伸缩杆2远离底板11的一端通过连接块固定连接有炉盖21,这样设置的目的是为了便于对炉体进行密封,炉盖21滑动设置在炉体1的顶部开口处,这样设置的目的是为了便于炉盖21的移动,炉盖21的中轴处设置有旋转轴22,这样设置的目的是为了便于对焊接件的进行旋转,旋转轴22的顶部固定连接有电机23,这样设置的目的是为了便于提供外接动力,旋转轴22远离电机23的一端贯穿炉盖21的外壁并延伸至炉体1的内部,这样设置的目的是为了便于对旋转轴22进行限位,旋转轴22的延伸部设置有放置板24,这样设置的目的是为了便于放置焊接件,旋转轴22的延伸部侧壁的中轴处分别固定连接有若干个加热管25,这样设置的目的是为了便于对炉体1内部进行加热。
51.放置板24上开设有若干个小孔3,这样设置的目的是为了便于对放置板24进行限位,旋转轴22的内部掏空设置,这样设置的目的是为了便于设置内部结构,旋转轴22的内部滑动设置有移动球31,这样设置的目的是为了便于移动球31的移动,移动球31的外壁与旋转轴22的内壁接触设置,这样设置的目的是为了便于移动球31进行限位;
52.其中,移动球31的顶部中轴处固定连接有回位簧32,这样设置的目的是为了便于回位簧32的快速复位,回位簧32远离移动球31的一端与旋转轴22的顶部内壁固定连接,这样设置的目的是为了便于固定回位簧32,移动球31远离回位簧32一侧外壁固定连接有连接杆33,这样设置的目的是为了便于利用移动球31的移动效果,连接杆33远离移动球31的一端与放置板24的顶部中轴处固定连接,这样设置的目的是为了便于固定连接杆33。
53.炉体1的上侧内壁分别固定连接有若干个半圆橡胶储气壳4,这样设置的目的是为了便于储存气体,若干个半圆橡胶储气壳4分别正对着加热管25设置,这样设置的目的是为了便于对半圆橡胶储气壳4进行限位,半圆橡胶储气壳4的底侧外壁连通设置有气体连接管41,这样设置的目的是为了便于气体的传输;
54.其中,气体连接管41的内部滑动设置有气压球42,这样设置的目的是为了便于利用气体的推动力,气压球42的外壁与气体连接管41的内壁接触设置,这样设置的目的是为了便于气压球42的移动,气压球42的底侧外壁中轴处固定连接有升降推杆43,这样设置的目的是为了便于利用气压球42的移动效果,升降推杆43远离气压球42的一端滑动贯穿气体连接管41的底侧外壁并延伸至外侧,这样设置的目的是为了便于升降推杆43的移动,升降推杆43的延伸部与放置板24的顶部外壁固定连接,这样设置的目的是为了便于固定升降推杆43。
55.炉体1的底部内壁固定连接有若干个伸缩管5,这样设置的目的是为了便于辅助设置伸缩杆51,伸缩管5的内部滑动设置有伸缩杆51,这样设置的目的是为了便于伸缩杆51的移动,伸缩杆51的底侧外壁固定连接有压缩簧52,这样设置的目的是为了便于伸缩杆51的快速复位,压缩簧52远离伸缩杆51的一端与炉体1的底部内壁固定连接,这样设置的目的是为了便于固定压缩簧52;
56.其中,伸缩杆51远离压缩簧52的一端滑动贯穿伸缩管5的顶部外壁并延伸至外侧,这样设置的目的是为了便于伸缩杆51的移动,伸缩杆51的延伸部固定连接有连接球53,这样设置的目的是为了便于辅助利用伸缩杆51的移动效果,连接球53悬空设置,这样设置的目的是为了便于对连接球53进行限位。
57.放置板24的正下方设置有震荡扰动板6,这样设置的目的是为了便于利用连接球53的移动效果,震荡扰动板6的外壁固定连接有若干个倾斜拉簧61,这样设置的目的是为了便于固定震荡扰动板6;
58.其中,若干个倾斜拉簧61远离震荡扰动板6的一端分别与若干个连接球53的侧壁固定连接,这样设置的目的是为了便于固定倾斜拉簧61。
59.震荡扰动板6的侧壁上固定连接有若干个震动连接簧7,这样设置的目的是为了便于利用震荡扰动板6的移动效果,若干个震动连接簧7上串联有若干个震动球71,这样设置的目的是为了便于利用震动连接簧7的移动效果,若干个震动球71均悬空设置,这样设置的目的是为了便于震动球71进行限位。
60.震动连接簧7远离震荡扰动板6的一端固定连接有半圆辅助球8,这样设置的目的是为了便于对震动连接簧7进行限位,半圆辅助球8的顶部外壁固定连接有限位移动杆81,这样设置的目的是为了便于利用半圆辅助球8的移动效果;
61.其中,限位移动杆81远离半圆辅助球8的一端滑动贯穿放置板24的外壁并延伸至上侧,这样设置的目的是为了便于限位移动杆81的移动,限位移动杆81的延伸部固定连接有限位球82,这样设置的目的是为了便于对限位移动杆81进行限位。
62.本实施例的一个具体应用为:
63.当工作人员将通过处理的动静盖板放置到炉体1内部上的放置板24上时,启动电机23可以使放置板24在旋转轴22的作用发生旋转,同时启动加热管25和抽气筒12,抽气筒12的启动可以使炉体1内部呈现出真空状态,加热管25的启动可以使炉体1内部产生高温,从而达到将动静盖板之间焊料焊接的目的,放置板24在旋转轴22带动下发生旋转时,可以使动静盖板处于旋转状态,在此状态下相对于传统的静止状态来讲,可以使动静盖板之间受热均匀,以此可以增强了该装置的焊接效果,其次,在加热管25旋转状态下,可以间隙性的对半圆橡胶储气壳4进行挤压,在挤压效果下,可以使半圆橡胶储气壳4内部的气体进入
到气体连接管41的内部,进而可以对气压球42带动升降推杆43上下移动,可以使放置板24上下移动,以此利用放置板24上下移动的效果,在配合其旋转效果,可以进一步提高动静放置板24之间受热的均匀程度,从而进一步增强了该装置的焊接效果。
64.同时,在放置板24上下移动的过程中,会挤压连接球53,连接球53受到挤压会使伸缩杆51在伸缩管5的内部发生上下移动,从而利用连接球53的移动效果,可以使震荡扰动板6在倾斜簧61的作用下沿着炉体1的内部上下移动,从而可以使炉体1内部的热量分布均匀,从而进一步的增强了该装置的焊接效果,其次,在震荡扰动板6上移动的作用下,依靠其惯性可以使震动连接簧7带动震动球71上下震动,以此可以使震动球71对放置板24的底侧进行敲击,利用震动球71的敲击效果,可以使放置板24产生微弱的震动,从而可以将动静盖板之间的焊渣震落掉,以此进一步的增强了该装置的焊接效果,另一方面,震动连接簧7的上下震动,可以使半圆辅助球8带动限位移动杆81和限位球82上下移动,利用限位球82的限位效果,可以达到对震动连接簧7和震动球71限位的目的。
65.显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1