一种双联可转位齿轮精铣刀的制作方法
1.本发明涉及齿轮加工刀具,具体涉及一种双联可转位齿轮精铣刀。
背景技术:
2.目前,齿轮的铣齿加工基本都是一次走刀只加工一个齿槽后转至下一齿槽再继续加工的方式,在同样的时间里生产效率较低,必然存在供货周期长的问题。随着风电行业的装机需求不断加速,传统加工效率已不能满足目前飞速发展的需要,随着铣齿机的快速发展,铣齿机的效率和刚性也在不断的完善。因此,研发一种高效的双联可转位齿轮精铣刀已成当务之急,在同样的时间一次铣削两个齿槽,加工效率提高一倍,特别适用于中小模数的齿件。
技术实现要素:
3.本发明为解决传统可转位齿轮铣刀一次走刀只能铣削一个齿槽,加工效率低,工期长,难以满足市场的需求的问题,提供了一种双联可转位齿轮精铣刀,解决该问题的技术方案如下:
4.本发明的一种双联可转位齿轮精铣刀,由左刀体、右刀体、大固定螺钉、小固定螺钉和键块组成,其特征在于:左刀体右侧中心处设有凹槽,右刀体的左侧设有定位锥度轴,左刀体和右刀体由键块限位,左刀体与右刀体的凹槽与定位锥度轴零间隙嵌入配合,左刀体和右刀体由大固定螺钉和小固定螺钉经大螺钉间隙孔和小螺钉间隙孔连接固定;
5.所述的左刀体由可转位硬质合金齿侧刀片、齿侧刀片螺钉、可转位硬质合金齿顶刀片和齿顶刀片螺钉组成,左刀体为圆形整体结构,左刀体上开有可转位硬质合金齿侧刀片刀槽和可转位硬质合金齿顶刀片刀槽,刀槽内开有螺孔,可转位硬质合金齿侧刀片和可转位硬质合金齿顶刀片设在刀槽内由齿侧刀片螺钉和齿顶刀片螺钉固定排列在左刀体的两侧,左刀体的右侧中心处开有凹槽,左刀体的右侧面上开有键块槽,左刀体的左侧面开有锁紧大螺钉间隙孔和小螺钉间隙孔;
6.所述的右刀体由可转位硬质合金齿侧刀片、齿侧刀片螺钉、可转位硬质合金齿顶刀片、齿顶刀片螺钉和定位锥度轴组成,右刀体上开有可转位硬质合金齿侧刀片刀槽和可转位硬质合金齿顶刀片刀槽,刀槽内开有螺孔,可转位硬质合金齿侧刀片和可转位硬质合金齿顶刀片设在刀槽内由齿侧刀片螺钉和齿顶刀片螺钉固定排列在右刀体的两侧,右刀体为圆形整体结构,定位锥度轴设在右刀体的左侧的中心处,右刀体的左侧面开有键块槽,键块槽内开有键块固定螺钉孔,右刀体的左侧面开有大锁紧螺钉孔和小锁紧螺钉孔,键块设在键块槽内由压紧螺钉经间隙孔与固定螺钉孔固定连接,左刀体和右刀体由大锁紧螺钉和小锁紧螺钉经左刀体的大螺钉间隙孔和小螺钉间隙孔与右刀体左侧面的大锁紧螺钉孔和小锁紧螺钉孔固定连接。
7.本发明的一种双联可转位齿轮精铣刀,结合可转位齿轮刀具和硬质合金技术研制了双联齿轮精铣刀,结构简单,安装可靠,方便装卸,精度高,一次走刀可以加工两个相邻齿
槽,使可转位齿轮精铣刀的加工效率提高70%~100%,加工齿轮齿槽的效率提高了70%~100%,在很大程度上提高了齿轮加工的生产效率,提高了齿轮加工设备的利用率。
附图说明
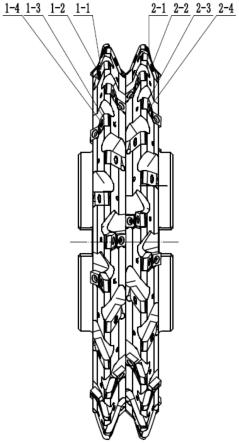
8.图1是本发明的装配主视图,图2是图1的左视图,图3是图1装配爆炸视图,图4是左刀体1的主视图,图5是图4左视图,图6是图4的右视图,图7为左刀体1的3d视图,图8为有右刀体2的主视图,图9是图8的左视图,图10为图8的右视图。图11是刀体2的3d视图,图12是可转位硬质合金齿侧刀片和可转位硬质合金齿顶刀片构成精铣刀的另一个近似八字形的法向齿形图,图13是可转位硬质合金齿侧刀片的主视图,图14是图13的俯视图,图15是可转位硬质合金齿顶刀片的主视图,图16是图15的俯视图,图17是连接键块的主视图,图18是图17的俯视图。
具体实施方式
9.具体实施方式一:结合图1、图2、图3描述本实施方式,本实施方式由左刀体1、右刀体2、大固定螺钉3、小固定螺钉4和键块5组成,左刀体1右侧中心处设有凹槽1-7,右刀体2的左侧设有定位锥度轴2-7,左刀体1和右刀体2由键块5限位,左刀体1与右刀体2的凹槽1-7与定位锥度轴2-7零间隙嵌入配合,左刀体1和右刀体2由大固定螺钉3和小固定螺钉4经大螺钉间隙孔1-7和小螺钉间隙孔1-8连接固定;
10.所述的左刀体1由可转位硬质合金齿侧刀片1-1、齿侧刀片螺钉1-2、可转位硬质合金齿顶刀片1-3和齿顶刀片螺钉1-4组成,左刀体1为圆形整体结构,左刀体1上开有可转位硬质合金齿侧刀片1-1刀槽和可转位硬质合金齿顶刀片1-3刀槽,刀槽内开有螺孔,可转位硬质合金齿侧刀片1-1和可转位硬质合金齿顶刀片1-3设在刀槽内由齿侧刀片螺钉1-2和齿顶刀片螺钉1-4固定排列在左刀体1的两侧,左刀体1的右侧中心处开有凹槽1-7,左刀体1的右侧面上开有键块槽1-10,左刀体1的左侧面开有锁紧大螺钉间隙孔1-7和小螺钉间隙孔1-8;
11.所述的右刀体2由可转位硬质合金齿侧刀片2-1、齿侧刀片螺钉2-2、可转位硬质合金齿顶刀片2-3、齿顶刀片螺钉2-4和定位锥度轴2-7组成,右刀体2上开有可转位硬质合金齿侧刀片2-1刀槽和可转位硬质合金齿顶刀片2-3刀槽,刀槽内开有螺孔,可转位硬质合金齿侧刀片2-1和可转位硬质合金齿顶刀片2-3设在刀槽内由齿侧刀片螺钉2-2和齿顶刀片螺钉2-4固定排列在右刀体2的两侧,右刀体2为圆形整体结构,定位锥度轴2-7设在右刀体的左侧的中心处,右刀体2的左侧面开有键块槽2-10,键块槽2-10内开有键块5固定螺钉孔2-11,右刀体2的左侧面开有大锁紧螺钉孔2-8和小锁紧螺钉孔2-9,键块5设在键块槽2-10内由压紧螺钉2-12经间隙孔5-1与固定螺钉孔2-11固定连接,左刀体1和右刀体2由大锁紧螺钉3和小锁紧螺钉4经左刀体1的大螺钉间隙孔1-8和小螺钉间隙孔1-9与右刀体2左侧面的大锁紧螺钉孔2-8和小锁紧螺钉孔2-9固定连接。
12.具体实施方式二:结合图12描述本实施方式。本实施方式所述的定位锥度轴2-7为1:24锥轴形式,左刀体1右侧中心处凹槽1-7为直孔,凹槽1-5的深度大于定位锥度轴2-7的长度。
13.具体实施方式三:结合图12描述本实施方式。本实施方式所述的可转位硬质合金
齿侧刀片1-1和可转位硬质合金齿顶刀片1-3构成精铣刀的一个近似八字形的法向齿型。
14.具体实施方式四:结合图12描述本实施方式。本实施方式所述的可转位硬质合金齿侧刀片2-1和可转位硬质合金齿顶刀片2-3构成精铣刀的另一个近似八字形的法向齿型。上述两个法向齿型可同时加工齿轮两个相邻的齿槽。
15.具体实施方式五:结合图1、图2和图3描述本实施方式。本实施方式所述的左刀体1的键块槽1-10与右刀体2的键块槽2-10相对应。
16.具体实施方式六:本实施方式所述的小螺钉间隙孔在定位侧面设置,大螺钉间隙孔在腹板处设置,受空间限制和考虑锁紧强度,小锁紧螺钉4的直径小于大锁紧螺钉3的直径。
17.具体实施方式七:结合图1和图2描述本实施方式。本实施方式所述的可转位硬质合金齿侧刀片1-1和可转位硬质合金齿顶刀片1-3为圆周等分交错排列。
18.具体实施方式八:结合图2和图12描述本实施方式。本实施方式所述的双联可转位齿轮精铣刀适用于加工模数为m8至m22的齿轮的齿槽。
19.装配顺序:
20.首先将键块5放置在右刀体2的2-10的键块槽内,键块压紧螺钉2-12通过键块5的间隙孔5-1旋入固定螺钉孔2-11内压紧键块5,键块5与左刀体1的键块槽1-10对齐,左刀体1的内凹槽1-7与右刀体2的锥度轴2-7对齐后压入,最后由大锁紧螺钉3和小锁紧螺钉4通过左刀体2的大螺钉间隙孔1-8和螺钉间隙孔1-9与右刀体2左侧面的大锁紧螺钉孔2-8和小锁紧螺钉孔2-9固定连接在一起,构成可转位双联精铣刀刀体。
21.以上实施例仅是示例性的,并不局限于本发明,应当指出对于本领域的技术人员来说,在本发明所提供的技术方案的启示下,所做出的其它等同的多种变化、修改、替换和变型,均应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1