一种高强度两片式轮辋制备工艺的制作方法
1.本发明涉及轮辋制作技术领域,具体涉及一种高强度两片式轮辋制备工艺。
背景技术:
2.两片式锁钉车轮即轮毂分为轮辋和轮辐两部分,两者间依靠高强度螺栓进行紧固的车轮型式。目前制作轮辋是将轮辋骨架和用于高强度螺栓连接的t型条分开进行加工后再焊接成型,其中轮辋骨架的工序按照加工顺序为开料、卷圆、压平、直焊、打磨焊接飞边、去掉工艺块、复圆、端切、翻边、旋压成型,t型条的加工工序为开料、卷圆、切料,最后将轮辋骨架的内壁打磨后将t型条放入轮辋骨架内壁进行复合,最后焊接在一起后进行机加成型。
3.对于将轮辋骨架和t型条分开进行加工,一方面增加了轮辋加工的工序,不仅延长了生产的时间,降低生产效率,还增加了单独用于t型条加工的模具设备,提高了生产的成本;另一方面,轮辋骨架与t型条的焊接容易产生缺陷,导致车轮行驶产生疲劳而失效漏气。
[0004] 申请号为2022100417423 ,专利名称为一种利用t型材制作两片式锁钉车轮轮辋的 工艺方法的发明专利,其包括型材挤压,挤压出带有t型条的t型型材;开料,将t型型材进行下料,获得用于制备轮辋的工料;卷圆,对工料进行卷圆处理,形成的环形胚料;压平,对环形胚料的缺口两端进行压平处理,使缺口两端形成用于焊接段;直焊,将两端的焊接段直焊连接在一起,形成环形成料;复圆,针对环形成料的焊接处进行复圆,形成完整的轮辋圆环胚料;翻边,对轮辋圆环胚料的两端进行翻边,形成翻边圆环胚料;旋压,对翻边圆环胚料进行旋压,形成轮辋环形成料;后处理,对轮辋环形成料进行机械加工,形成轮辋。该工艺方法能够提高生产效率,降低成本,并解决轮辋加工出现的疲劳失效的技术难点。
[0005]
但是该专利公开的方法中并未对焊缝做特殊处理,使得轮辋的焊接处的强度存在一定的欠缺。同时对轮辋焊接后两个断面没有做处理,焊接强度存在一定的风险。
技术实现要素:
[0006]
针对上述的技术问题,本技术方案提供了一种高强度两片式轮辋制备工艺,通过增加的切割焊接面的步骤,将焊接面切割成斜面,使得焊接面的契合度加大,可以减小焊缝;以及切焊缝的步骤,可以使去除焊接面上的毛刺和杂物,增加焊接面的清洁度,使得焊接材质与焊接面的契合度更高,可以有效的增加焊缝部位的强度,能有效的解决上述问题。同时,增加了焊接后切断面的步骤,保证了焊接的强度。
[0007]
本发明通过以下技术方案实现:一种高强度两片式轮辋制备工艺,其特征在于,包括以下步骤:步骤1:切板:利用切割设备,将t型型材根据尺寸需求进行切板,获得用于制备轮辋的工料;步骤2:切割焊接面:切割完长边后,对需要进行焊接的两端进行切割,去除焊接边表层的氧化层,同时,将焊接面切割成斜面,斜面与水平线产生的夹角为3~15度;步骤3:卷圆:利用卷圆模具和卷圆机对切割好后的工料进行卷圆处理,形成环形
胚料;在卷圆时,卷圆设备上的模具可以根据生产需要的尺寸进行更换;步骤4:压平:利用压平模具和压平设备对环形胚料的缺口处进行压平处理,将缺口两端的板材压成平行于水平面的平面状;步骤5:切焊缝:利用自动切铝设备将需要焊接的两条边切割成直线边,使得契合的两个端面切成光滑的平面;步骤6:直焊:通过搅拌摩擦焊接被切成直线的焊接边,将两个端头焊接在一起,形成环形成料;在直焊前,通过焊接设备上的两个夹具将工艺块分别固定在焊缝的两端,焊接时,焊接的起始点和终端分别在焊缝两端的工艺块上;步骤7:去除工艺块:利用切割设备将工艺块切除;步骤8:复圆:利用复圆模具和复圆设备,针对环形成料的焊接处进行复圆,将之前焊接处被压平的部位进行复圆,形成完整的轮辋圆环胚料;对环形成料进行焊接后的整形处理;步骤9:切端面:利用端面切割设备切除轮辋圆环胚料两侧的预留边;步骤10:翻边,利用翻边模和翻边设备对轮辋圆环胚料的两端进行翻边,形成翻边圆环胚料;步骤11:旋压,利用旋压模具和旋压设备对翻边圆环胚料进行旋压,形成轮辋环形成料;步骤12:热处理:对轮辋环形成料进行热处理加工;步骤13:时效:将进行热处理加工后的轮辋环形成料再进行时效加工;步骤14:机加工:对进行时效加工后的轮辋环形成料进行机械加工,形成轮辋。
[0008]
进一步的,在进行步骤1所述的切板操作时,需要在准确尺寸的基础上预留0.6~1.5厘米的预留边。
[0009]
进一步的,步骤2所述的斜面相对设置,在卷圆操作后,两个斜面契合。
[0010]
进一步的,步骤3所述的卷圆模具、步骤4所述的压平模具、步骤7所述的复圆模具、步骤10所述的翻边模具和步骤11所述的旋压模具上绕其轴线开设有t型槽;且卷圆模具、压平模具具和复圆模具沿t型槽可拆分,便于轮辋脱模。
[0011]
进一步的,在步骤7所述的切除工艺块之前或之后,对直焊的部位还需进行抛光处理,去除毛刺、毛边。
[0012]
进一步的,步骤12所述热处理的加工参数为:固溶温度为450-550℃,固溶时间为1-1.5小时。
[0013]
进一步的,步骤13所述时效加工的参数为:时效温度180-220℃;热处理时间为8-10小时。
[0014]
进一步的,步骤14对轮辋环形成料进行机加工是对轮辋环形成料进行抛光处理,并加工出用于连接的螺栓孔以及其他附属特征,形成轮辋成品。
[0015]
有益效果本发明提出的一种高强度两片式轮辋制备工艺,与现有技术相比较,其具有以下有益效果:(1)本技术方案通过增加的切割焊接面的步骤,将焊接面切割成斜面,使得焊接面的契合度加大,可以减小焊缝;以及切焊缝的步骤,可以去除焊接面上的毛刺和杂物,增加
焊接面的清洁度,使得焊接材质与焊接面的契合度更高,可以有效的增加焊缝部位的强度。
[0016]
(2)本技术方案在直焊时采用了工艺块,并在焊接时,焊接的起始点和终端分别在焊缝两端的工艺块上;使得在焊缝中的焊接部位都是在焊接状态时的中间部分,焊接的中部强度比焊接两端的轻度大。工艺块的设置,使得在切端面的工序时,只需切割由于复圆导致的形变的边缘部分,无需考虑焊接时强度的问题;减少了切端面的宽度,降低了废材的回收率,增加了工作效率。
[0017]
(3)本技术方案的带有t型材的轮辋工料进行轮辋的生产,一方面减少了轮辋加工的工序,缩短了轮辋加工生产的时间,进一步提高了生产效率,同时省去了单独用于t型条加工的模具设备,进一步降低了生产的成本;另一方面,轮辋骨架与t型条一体成型,不必在进行焊接,可以避免轮辋骨架与t型条的焊接产生的技术缺陷而导致车轮行驶产生疲劳而失效漏气的情况。
[0018]
(4)本技术方案中的卷圆模具、压平模具、复圆模具、翻边模具和旋压模具上绕其轴线开设有t型槽;且卷圆模具、压平模具和复圆模具沿t型槽可拆分,便于轮辋脱模。
附图说明
[0019]
图1是本发明的流程示意图。
[0020]
图2是本发明中步骤1切板后得到的板材结构示意图。
[0021]
图3是本发明中进行步骤2后得到的板材结构示意图。
[0022]
图4是本发明中进行步骤5后得到的环形胚料结构示意图。
[0023]
图5是本发明中进行步骤6后得到的环形成料结构示意图。
[0024]
图6是本发明中进行步骤9后得到的环形成料结构示意图。
[0025]
图7是本发明中进行步骤14后得到的轮辋截面示意图。
[0026]
附图中的标记为:1-t型型材、2-预留边、3-焊接面、4-焊缝、5-工艺块。
具体实施方式
[0027]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。在不脱离本发明设计构思的前提下,本领域普通人员对本发明的技术方案做出的各种变型和改进,均应落入到本发明的保护范围。
[0028]
实施例1:如图1所示,一种高强度两片式轮辋制备工艺,其特征在于,包括以下步骤:步骤1:切板:利用切割设备,将t型型材根据制备一个轮辋所需的用料对t型型材的尺寸需求进行切板,获得用于制备轮辋的工料。
[0029]
切板操作时,需要在准确尺寸的基础上预留0.6~1.5厘米的预留边;如图2所示。预留边的设置,可以在后期进行压平和复圆操作时,在形成边沿变形后,将预留边切掉,保证轮辋的性能。
[0030]
步骤2:切割焊接面:切割完长边后,对需要进行焊接的两端进行切割,去除焊接边表层的氧化层,同时,将焊接面切割成斜面,斜面与水平线产生的夹角为3~15度。
[0031]
如图3所示,切割后斜面相对设置,在卷圆操作后,两个斜面契合。将焊接面切割成
斜面,使得焊接面的契合度加大,可以减小焊缝,保证焊接强度。
[0032]
步骤3:卷圆:利用卷圆模具和卷圆机对切割好后的工料进行卷圆处理,形成环形胚料;在卷圆时,卷圆设备上的模具可以根据生产需要的尺寸进行更换。
[0033]
将带有t型条的工料进行卷圆处理,形成初始的环形形状,以便进行两端的焊接缝合。在该工序中,由于增加了t型条,因此,卷圆步骤中使用的卷圆装置包括卷圆模具;卷圆模上绕其轴线开设有t型卷圆槽。这样,在t型卷圆槽的辅助下,t型条结构也能顺利的和轮辋板材一同完成卷圆工序。
[0034]
步骤4:压平:利用压平模具和压平设备对环形胚料的缺口处进行压平处理,将缺口两端的板材压成平行于水平面的平面状。
[0035]
为了将卷圆后的环形胚料两端进行焊接缝合,需要在焊接的两端进行焊接前的工艺处理,即压平,形成用于焊接的平面。本步骤下,同样需要考虑t型条结构,压平步骤中使用的压平装置包括压平模;压平模上开设有t型压平槽。
[0036]
步骤5:切焊缝:利用自动切铝设备将需要焊接的两条边切割成直线边,使得契合的两个端面切成光滑的平面;如图4所示。
[0037]
可以去除焊接面上的毛刺和杂物,增加焊接面的清洁度,使得焊接材质与焊接面的契合度更高,可以有效的增加焊缝部位的强度。
[0038]
步骤6:直焊:通过搅拌摩擦焊接被切成直线的焊接边,将两个端头焊接在一起,形成环形成料;在直焊前,通过焊接设备上的两个夹具将工艺块分别固定在焊缝的两端,焊接时,焊接的起始点和终端分别在焊缝两端的工艺块上。
[0039]
使得在焊缝中的焊接部位都是在焊接状态时的中间部分,焊接的中部强度比焊接两端的轻度大。工艺块的设置,使得在切端面的工序时,只需切割由于复圆导致的形变的边缘部分,无需考虑焊接时强度的问题;减少了切端面的宽度,降低了废材的回收率,增加了工作效率。
[0040]
步骤7:去除工艺块:利用切割设备将工艺块切除。
[0041]
另外,需要说明的是,焊接后会形成一些影响焊接表面和焊接区域的杂质因此,为了保证后续复圆的效果,因此,在切除工艺块之后,对直焊的部位还需进行抛光处理,去除毛刺、毛边。并对环形成料进行焊接后的整形处理。
[0042]
步骤8:复圆:利用复圆模具和复圆设备,针对环形成料的焊接处进行复圆,将之前焊接处被压平的部位进行复圆,形成完整的轮辋圆环胚料;对环形成料进行焊接后的整形处理。
[0043]
由于焊接缝合后,主要受焊接处的影响,整个环形结构并未形成曲率满足要求的环形结构,因此,需要对环形结构进行复圆的工序处理。同样地,由于t型条结构的存在,需要考虑模具的结构:复圆步骤中使用的复圆装置包括复圆模;复圆模上开设有t型复圆槽。
[0044]
步骤9:切端面:利用端面切割设备切除轮辋圆环胚料两侧的预留边。
[0045]
需要说明的是,复圆完成后,由于材料发生形变,存在一定的尺寸变化和边缘变形情况,切除轮辋圆环胚料两端的余料。这样,可以保证所制作的轮辋结构时统一的。
[0046]
步骤10:翻边,利用翻边模具和翻边设备对轮辋圆环胚料的两端进行翻边,形成翻边圆环胚料;轮辋圆环胚料的边缘切除后进行翻边处理,可以保证边缘的强度,同时减弱应力
集中的效果。同样考虑t型条结构的存在,翻边步骤中使用的翻边装置包括翻边模;翻边模上开设有t型翻边槽。
[0047]
步骤11:旋压,利用旋压模和旋压设备对翻边圆环胚料进行旋压,形成轮辋环形成料;对翻边圆环胚料进行最后的成型处理形成轮辋环形成料。考虑t型条结构的存在,旋压步骤中使用的旋压装置包括旋压模;旋压模上开设有t型旋压槽。
[0048]
步骤12:热处理:对轮辋环形成料进行热处理加工;热处理的加工参数为:固溶温度为450-550℃,固溶时间为1-1.5小时。
[0049]
热处理的温度和时间,是单独针对制作这种高强度轮辋的型材调整的,这个温度高低和时间的长短,完全符合这种轮辋需求的厚度和宽度,从而让材料在热处理过程中提高材料性能。
[0050]
步骤13:时效:将进行热处理加工后的轮辋环形成料再进行时效加工;时效加工的参数为:时效温度180-220℃;热处理时间为8-10小时。
[0051]
时效的温度和时间,是单独针对制作这种高强度轮辋的型材调整的,这个温度高低和时间的长短,完全符合这种轮辋需求的厚度和宽度,从而让材料在时效过程中提高材料性能。
[0052]
步骤14:机加工:对进行时效加工后的轮辋环形成料进行机械加工,形成轮辋。对轮辋环形成料进行机加工是对轮辋环形成料进行机械加工,并加工出用于连接的螺栓孔以及其他附属特征,形成轮辋成品。轮辋成品结构如图7所示。
[0053]
步骤3所述的卷圆模具、步骤4所述的压平模具、步骤7所述的复圆模具、步骤10所述的翻边模具和步骤11所述的旋压模具上绕其轴线开设有t型槽;且卷圆模具、压平模具和复圆模具沿t型槽可拆分,便于轮辋脱模。
[0054]
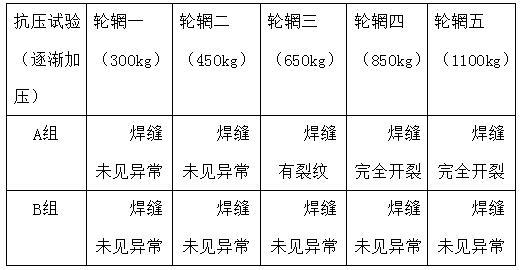
进行分组实验,其中。a组为5个由背景技术中专利公开的工艺生产的轮辋,b组为5个采用本发明中轮辋的制作工艺生产的轮辋,在不同的压力下进行抗压试验,试验结果如下表一所示;测试仪器:轮辋圆度检测采用天津久荣生产的抗压冲击试验机,型号为itm-4,测试条件为:13度裸冲。
[0055]
表 1通过表1的数据可知,采用本发明中轮辋的制作工艺生产的轮辋在强度上大于背景技术中专利公开的工艺制作的轮辋。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1