一种钛合金深筒体的制坯装置及使用该装置的挤轧成型方法与流程
1.本发明属于金属材料热加工成型技术领域,具体涉及一种钛合金深筒体的制坯装置及使用该装置的挤轧成型方法。
背景技术:
2.航空航天用大型钛合金深筒体具有较高的性能要求,通常采用锻造及挤压成型方法制备。目前对于外径d≥φ200mm,壁厚δ≥20mm,高径比 h/d≥1.2的钛合金通孔型深筒体,大多采用自由锻成型,即将钛合金坯料进行镦粗、冲孔、芯轴拔长、扩孔并精整。但是由于钛合金的冷却速度较快,可锻温度持续时间较短,因此需要对锻件进行多次加温,采用该成型方法存在成型火次多、过程操作复杂、生产效率低、制造成本高等缺点,不适用于大批量生产。
技术实现要素:
3.为了克服现有技术中存在的不足,本发明公开了一种钛合金深筒体的制坯装置及使用该装置的挤轧成型方法,通过带冲孔反挤压制坯装置,将坯料制备为带通孔的中间坯,再将中间坯进行环轧成型。
4.本发明是通过以下技术方案实现的:一种钛合金深筒体的制坯装置,包括凸模组件和凹模组件,所述凸模组件设置有圆柱形凸模头和凸模柄,所述凹模组件设置有直径大于凸模头的凹模腔,凹模腔的底部设置有直径小于凹模腔且能开闭的落料孔,所述落料孔的直径与凸模头的直径适配。
5.上述方案中,所述凸模柄的底部端面设置有横贯轴心的燕尾槽,所述凸模头的上端面设置有横贯轴心且与燕尾槽匹配的凸键,在凸模柄的侧面还设置有垂直于燕尾槽的销孔,销孔中设置有定位销。
6.上述方案中,所述凸模头由粉末合金ahp10v材料制成。
7.上述方案中,所述凹模腔的上口设置有定位法兰盘,定位法兰盘的下端面设置有凸出的止口,止口的直径与凹模腔的上口直径适配,定位法兰盘的中心设置有与凸模柄直径适配的通孔。
8.上述方案中,所述定位法兰盘与凹模腔和凸模柄分别为间隙配合。
9.上述方案中,所述凹模组件包括凹模腔本体、下漏盘及连接部件,所述凹模腔本体为中心上下通透的筒状体,凹模腔本体的底部与下漏盘连接,下漏盘的上端面设置有凸台,凸台伸进凹模腔本体中形成凹模腔,下漏盘中心设置所述落料孔,落料孔中设置有直径与落料孔适配的垫块,连接部件将凹模腔本体和下漏盘紧密连接。
10.上述方案中,所述连接部件包括连接单耳和连接环,所述连接单耳分别固定在凹模腔本体和下漏盘的侧壁上,连接单耳之间通过长环状连接环连接。
11.上述方案中,所述下漏盘的凸台与凹模腔本体间隙配合。
12.上述方案中,所述落料孔设置为台阶孔,上端为圆柱形孔,下端为上小下大的锥
孔,锥孔的锥度为10
°
~14
°
,述垫块的厚度与下料盘的厚度一致,垫块设置有与落料孔适配的圆柱段和圆锥段,圆柱段与落料孔间隙配合,圆锥段的锥度为6
°
~10
°
。
13.使用钛合金深筒体的制坯装置的挤轧成型方法包括如下步骤:
14.步骤1:根据钛合金深筒体的零件产品尺寸外径d、内径d和高h,确定中间坯尺寸为:外径d1(d1=0.9~0.95d)、内径d1(d1=0.8~0.9d)、高h1(h1=0.95~0.98h),控制中间坯在环扎工序的变形量λ1≥20%,其中,
15.步骤2:根据中间坯尺寸确定坯料规格:坯料外径d0(d0=0.95~ 0.98d1)、高度h0(h0=0.6~0.65h1),控制坯料在反挤压并冲孔工序的变形量λ≥40%,其中,
16.步骤3:将坯料置于炉温150~200℃的电阻炉中保温10~30min,取出并喷涂ti-1玻璃润滑剂,喷涂的厚度≥0.5mm。
17.步骤4:采用电阻炉加热至t=t
β-20~30℃,将步骤3所得的坯料入炉保温,最短保温时间≥0.9min/mm,同时将钛合金深筒体的制坯装置在 300~400℃温度下预热4~6h。
18.步骤5:将步骤4所得的钛合金深筒体的制坯装置置于液压机镦粗平台上,将步骤4所得的坯料置于制坯装置的凹模腔内,用凸模组件向下进行反挤压至坯料底部厚度δ≤30mm。
19.步骤6:用操作机抱钳夹持并抬起凹模组件,取掉并移除垫块后落下凹模组件至液压机镦粗平台上,凸模组件向下进行冲孔,制得带通孔的中间坯。
20.步骤7:从制坯装置中取出中间坯,对中间坯进行去毛刺、打磨至表面无裂纹或折伤等缺陷。
21.步骤8:将打磨完成的中间坯置于炉温150~200℃的电阻炉中保温 10~20min,取出并喷涂ti-1玻璃润滑剂,喷涂厚度≥0.5mm。
22.步骤9:采用电阻炉加热至t=t
β-30~50℃,将中间坯入炉保温,最短保温时间≥0.8min/mm。
23.步骤10:将步骤9所得的中间坯在环扎机上进行环扎成型,得到大型钛合金深筒体成型件。
24.本发明一种钛合金深筒体的制坯装置及使用该装置的挤轧成型方法与现有技术相比,其有益效果是:
25.本发明通过设计一种带冲孔反挤压制坯装置,在保证坯料40%以上变形量的同时,实现了一火次完成反挤压及冲孔工序制得带通孔的中间坯,并降低了成型过程的操作难度,提高了生产效率。通过设计预留变形量不小于20%中间坯,并采用环轧工艺进行精整成型,既保证了经反挤压并冲孔制得带通孔的中间坯具有足够的打磨量,提高了成型合格率,同时提高了成型件的表面质量。
附图说明
26.图1是钛合金深筒体的结构示意图。
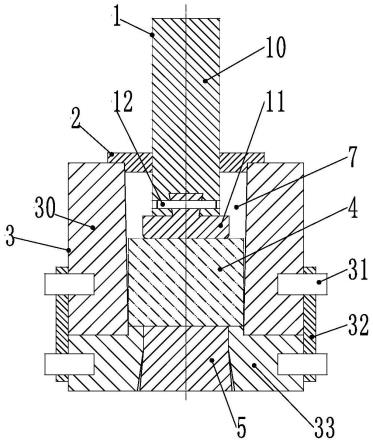
27.图2是本发明一种钛合金深筒体的制坯装置的结构示意图。
28.图3是钛合金深筒体的制坯装置制得中间坯的结构示意图。
29.图中:1.凸模组件,2.定位法兰盘,3.凹模组件,4.料坯,5.垫块, 6.落料孔,7.凹模腔,10.凸模柄,11.凸模头,12.定位销,30.凹模腔本体,31.连接单耳,32.连接环,33.下漏盘。
具体实施方式
30.下面结合附图与具体实施例对本发明一种钛合金深筒体的制坯装置及使用该装置的挤轧成型方法作进一步的描述:
31.图1是钛合金深筒体的结构示意图,图2是本发明一种钛合金深筒体的制坯装置的结构示意图,图3是钛合金深筒体的制坯装置制得中间坯的结构示意图。图中,该该钛合金深筒体的带冲孔反挤压制坯装置包括凸模组件1和凹模组件3,凸模组件1设置有圆柱形凸模头11和凸模柄10,凸模柄10的底部端面设置有横贯轴心的燕尾槽,所述凸模头11的上端面设置有横贯轴心且与燕尾槽匹配的凸键,在凸模柄10的侧面还设置有垂直于燕尾槽的销孔,销孔中设置有定位销12。
32.凹模腔组件3包括凹模腔本体30、下漏盘33及连接部件,所述凹模腔本体30为中心上下通透的筒状体,凹模腔本体30的底部与下漏盘33 连接,下漏盘33的上端面设置有凸台,凸台伸进凹模腔本体30中形成凹模腔7,凹模腔7的直径大于凸模头11的直径。下漏盘33中心设置落料孔6,落料孔6的直径与凸模头11的直径适配。落料孔6中设置有直径与落料孔适配的垫块5,连接部件将凹模腔本体30和下漏盘33紧密连接。连接部件包括连接单耳31和连接环32,凹模腔本体30和下漏盘33的侧面对称设置有圆孔,连接单耳31通过焊接固定在圆孔中,连接单耳31之间通过长环状连接环32连接。
33.凹模腔7的上口设置有定位法兰盘2,定位法兰盘2的下端面设置有凸出的止口,止口的直径与凹模腔7的上口直径适配,定位法兰盘2的中心设置有与凸模柄10直径适配的通孔。定位法兰盘2分别与凹模腔7和凸模柄10为间隙配合,单边配合间隙均为0.2~0.5mm。凹模腔7设置为上大下小的锥度腔,便于制成的料坯脱模。
34.凸模头11由粉末合金ahp10v材料制成。
35.下漏盘33的凸台与凹模腔7间隙配合,单边配合间隙为0.2~0.5mm。
36.落料孔6设置为台阶孔,上端为圆柱形孔,下端为上小下大的锥孔,锥孔的锥度为10
°
~14
°
,垫块5的厚度与下料33的厚度一致,垫块5 设置有与落料孔6适配的圆柱段和圆锥段,圆柱段与落料孔的单边配合间隙为0.2~0.3mm,圆锥段的锥度为6
°
~10
°
。
37.使用该制坯装置挤轧成型深筒体的方法步骤如下:
38.实施例
39.一种大型钛合金深筒体挤轧成型方法,钛合金采用tc4钛合金,该深筒体外径d=φ220mm,内孔d=φ160mm,高度h=305mm,具体制备步骤如下:
40.步骤1:根据钛合金深筒体的零件产品尺寸外径d、内径d和高h,确定中间坯尺寸为:外径d1=φ220mm,内径d1=φ160mm,高h1=305mm,控制中间坯在环扎工序的变形量λ1≥20%,其中,
41.步骤2:根据中间坯尺寸确定坯料规格:坯料外径d0=φ200mm,高度 h0=186mm,控
制坯料在反挤压并冲孔工序的变形量λ≥40%,其中,
42.步骤3:将坯料置于炉温150~200℃的电阻炉中保温20min,取出并喷涂ti-1玻璃润滑剂,喷涂的厚度≥0.5mm。
43.步骤4:采用电阻炉加热至970
±
10℃,将步骤3所得的坯料入炉保温,最短保温时间20min,同时将钛合金深筒体的制坯装置在380℃温度下预热6h。
44.步骤5:将步骤4所得的钛合金深筒体的制坯装置置于液压机镦粗平台上,将步骤4所得的坯料置于制坯装置的凹模腔内,用凸模组件向下进行反挤压至坯料底部厚度δ≤30mm。
45.步骤6:用操作机抱钳夹持并抬起凹模组件,取掉并移除垫块后落下凹模组件至液压机镦粗平台上,凸模组件向下进行冲孔,制得带通孔的中间坯。
46.步骤7:从制坯装置中取出中间坯,对中间坯进行去毛刺、打磨至表面无裂纹或折伤等缺陷。
47.步骤8:将打磨完成的中间坯置于炉温150~200℃的电阻炉中保温20min,取出并喷涂ti-1玻璃润滑剂,喷涂厚度≥0.5mm。
48.步骤9:采用电阻炉加热至950
±
10℃,将中间坯入炉保温,最短保温时间40min。
49.步骤10:将步骤9所得的中间坯在环扎机上进行环扎成型,得到大型钛合金深筒体成型件。
50.步骤11:将tc4钛合金深筒体成型件进行退火热处理,热处理制度为 800
±
10℃
×
2.5h,空冷。
51.步骤12:理化性能检测。
52.本实施例中的每批次钛合金深筒体均解剖一件,取样加工后测试理化性能,其力学性能见表1;其显微组织为α+β相,初生α相呈等轴状。
53.表1 tc4钛合金深筒体成型件的室温力学性能
[0054][0055]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的方法及技术内容作出些许的更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1