一种适用于抽屉侧帮的双工位焊接工装设备的制作方法
1.本实用新型涉及工装设备的技术领域,尤其是指一种适用于抽屉侧帮的双工位焊接工装设备。
背景技术:
2.参照附图1所示的抽屉用侧帮产品中,由侧帮工件和至少一个底托片工件组成,该产品在实际生产中,需先制备得到相互独立的侧帮工件和底托片工件,再通过人工焊接的方式进行组装,其中,人工焊接方式一般是通过将侧帮工件和底托片工件人工装夹在简单的工装夹具上,再进行手动焊接,最后从工装夹具上取下。上述人工焊接的方式不仅动作繁琐复杂、效率低,还容易出现焊接位不统一、虚焊等问题,极大地影响产品质量。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种高效、稳定的双工位焊接工装设备。
4.为了实现上述的目的,本实用新型所提供的一种适用于抽屉侧帮的双工位焊接工装设备,包括呈左右布置的两组固定工装,每组所述固定工装包括旋转盘、两组呈对向设于旋转盘顶面上的上料组件以及临近布置于旋转盘一侧的焊接组件,其中,所述旋转盘可定轴旋转以驱使两组上料组件在预定的上料工位和焊接工位中切换对调;每组所述上料组件包括三个并排布置的上料装夹装置,其中,每个所述上料装夹装置均包括呈上下布置的上料定模座和上料动模座,所述上料动模座可作竖向移动;三个所述上料装夹装置的上料定模座和上料动模座同步配合以共同夹紧同一块侧帮工件;每个所述上料定模座的一侧端部带有磁性并用于磁吸住一个底托片工件;每个所述焊接组件包括滑动座、以及三个并排布置于滑动座上的焊接固定装置,其中,所述滑动座可作水平前后移动;每个所述焊接固定装置包括固定座、设于固定座上且可开合动作的焊接夹钳,三个所述焊接固定装置的焊接夹钳随着滑动座同步移动以靠近对准处于焊接工位的上料装夹装置,并且三个焊接夹钳同步配合以分别夹持住侧帮工件与三个底托片工件的三处重合区域。
5.进一步,每个所述焊接固定装置还包括设于固定座上且位于焊接夹钳上方的焊接定位块,其中,所述焊接定位块开设有至少一个焊接定位孔。
6.进一步,所述上料动模座配置有驱动其作竖向移动的上料驱动单元。
7.进一步,所述滑动座配置有驱动其作水平前后移动的焊接驱动单元。
8.进一步,每个所述旋转盘均配置有可独立驱动其旋转的旋转电机。
9.本实用新型采用上述的方案,其有益效果在于:1)通过多个上料装夹装置以及多个焊接固定装置对一个侧帮工件和三个底托片工件进行固定,可实现一对多的固定操作,提升生产效率;2)利用旋转盘的旋转动作以实现两个上料装夹装置在上料工位和焊接工位中切换对调,从而使焊接操作以及上下料操作可同时进行,有效地提高生产效率。3)利用焊接定位块的焊接定位孔确保连续焊接操作的统一性。
附图说明
10.图1为现有抽屉用侧帮产品的示意图。
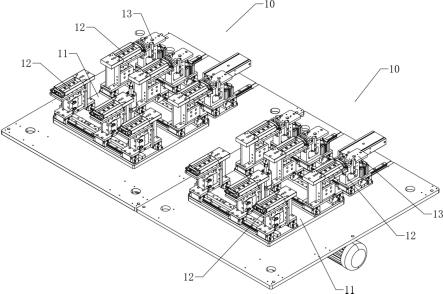
11.图2为工装设备的示意图。
12.图3为单个固定工装的使用示意图。
13.图4为上料组件的示意图。
14.图5为焊接组件的示意图。
15.图6为上料装夹装置的示意图。
16.图7为焊接固定机构的示意图。
17.其中,100-侧帮工件,200-底托片工件,10-固定工装,11-旋转盘,12-上料组件,121-上料定模座,122-上料动模座,123-上料驱动单元,13-焊接组件,131-滑动座,1311-焊接驱动单元,132-固定座,133-焊接夹钳,134-焊接定位块,135-开合驱动单元。
具体实施方式
18.为了便于理解本实用新型,下面参照附图对本实用新型进行更全面地描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。提供这些实施方式的目的是使对本实用新型的公开内容理解得更加透彻全面。
19.参见附图所示,在本实施例中,一种适用于抽屉侧帮的双工位焊接工装设备,包括呈左右布置的两组固定工装10,两组固定工装10相互独立不干涉。每组固定工装10包括旋转盘11、两组呈对向设于旋转盘11顶面上的上料组件12以及临近布置于旋转盘11一侧的焊接组件13,其中,每个旋转盘11均配置有可独立驱动其旋转的旋转电机,具体地,旋转电机位于旋转盘11的下方位置且其输出轴与旋转盘11的中心连接,从而实现了旋转盘11的定轴旋转动作,以便于驱使两组上料组件12在预定的上料工位和焊接工位中切换对调。
20.由此,处于上料工位的上料组件12用于侧帮工件100和底托片工件200的上料及下料操作。具体地,每组上料组件12均包括三个并排布置的上料装夹装置,其中,每个上料装夹装置均包括呈上下布置的上料定模座121和上料动模座122,上料动模座122配置有驱动其竖向移动的上料驱动单元123,本实施例的上料驱动单元123采用伸缩汽缸且该伸缩汽缸的伸缩端与上料动模座122的底部相连,通过伸缩汽缸的伸缩动作以实现上料动模座122与上料定模座121相配合夹合或松开。本实施例的上料定模座121和上料动模座122用于夹紧侧帮工件100,具体地,通过将侧帮工件100横放在呈松开状态下的上料定模座121上,随后驱使上料定模座121上移以配合上料动模座122夹紧固定住侧帮工件100,进而使三个上料装夹装置的上料定模座121和上料动模座122同步配合以共同夹紧同一块侧帮工件100。其次,每个上料定模座121的一侧端部带有磁性并用于磁吸住底托片工件200,具体地,通过在上料定模座121的侧端部内设有磁铁,利用磁吸作用将底托片工件200固定在上料定模座121的侧端部上。此时的一个侧帮工件100与三个底托片工件200被固定在处于上料工位处的上料装夹装置上,随后可通过旋转盘11切换对调至焊接工位处。而由焊接工位切换至上料工位处的另一组上料装夹装置中,上料动模座122与上料定模座121的松开以便取下焊接在一起的侧帮工件100和三个底托片工件200。
21.在本实施例中,每个焊接组件13包括滑动座131以及三个并排布置于滑动座131上
的焊接固定装置,其中,滑动座131配置有驱动其水平前后移动的焊接驱动单元1311,具体地,滑动座131沿预设有的定向滑轨定向前后往复移动并在焊接驱动单元1311的带动下使滑动座131可靠近或远离处于焊接工位处的上料装夹装置。每个焊接固定装置包括固定座132和设于固定座132上且可开合动作的焊接夹钳133,焊接夹钳133由一对对向夹合的钳臂组成,一个钳臂固定在固定座132上,而另一个钳臂铰接于固定座132上,并且该钳臂配置有开合驱动单元135,通过开合驱动单元135的伸缩动作以驱使两钳臂夹合或松开。由此,当滑动座131朝上料装夹装置方向移动,以使三个上料装夹装置的焊接夹钳133同步前移预定位置分别对准侧帮工件100和三个底托片工件200,随后夹持住侧帮工件100和底托片工件200的重合区域,起到对侧帮工件100和三个底托片工件200的固定作用。
22.进一步,焊接驱动单元131134优选为伸缩汽缸。
23.进一步,开合驱动单元135为固定在固定座132上的伸缩汽缸,该伸缩汽缸的伸缩端与其中一个钳臂末端相连。
24.进一步,在焊接完成后,焊接夹钳133松开侧帮工件100与底托片工件200,并且滑动座131朝远离上料装夹装置方向移动,随后旋转盘11进行旋转动作以切换对调两个上料装夹装置,从而在上料工位和焊接工位中分别进行卸料后重新上料装夹操作以及焊接操作,两个工位相互独立,互不干涉,有效地提高了生产效率。
25.在本实施例中,焊接定位块134安装于固定座132上且位于焊接夹钳133的上方位置,其中,焊接定位块134的外端部延伸突出于焊接夹钳133的前端,从而使焊接定位块134的外端部可与上料定模座121的侧端部相配合夹紧底托片工件200。其次,焊接定位块134与滑动座131之间设有缓冲压簧,具体地,焊接定位块134通过螺柱与滑动座131活动连接且螺柱上套设有缓冲压簧,从而利用缓冲压簧的缓冲作用以实现焊接定位块134弹性顶触底托片工件200。另外,焊接定位块134开设有至少一个焊接定位孔,本实施例设有三个焊接定位孔,以便于预设的焊接设备(图中未示)在焊接定位孔处对侧帮工件100和底托片工件200进行焊接操作,通过这样的方式,可以确保产品的焊点的统一。
26.采用左右布置的两组固定工装10可节能占地工件,一名或两名操作工可在同一侧分别进行上下料操作,单次操作对一个侧帮工件100和三个底托片工件200进行上料及下料操作,与之同时,焊接机械手或操作工还可在另一侧对一个侧帮工件100和三个底托片工件200进行焊接操作,从而大幅度提升生产效率。
27.以上所述之实施例仅为本实用新型的较佳实施例,并非对本实用新型做任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,利用上述揭示的技术内容对本实用新型技术方案作出更多可能的变动和润饰,或修改均为本实用新型的等效实施例。故凡未脱离本实用新型技术方案的内容,依据本实用新型之思路所做的等同等效变化,均应涵盖于本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1