焊接治具及焊接设备的制作方法
1.本实用新型属于多工件激光焊接连接技术领域,尤其涉及一种焊接治具及焊接设备。
背景技术:
2.近年来,3c行业迅速发展,尺寸要求越来越精致,需要装配的料件越来越小,而组装这些精细产品是需要用到激光焊接机,激光焊接机包括焊接机本体、焊接治具和焊接产品。
3.焊接作业过程中,最重要的是保证产品组装后的功能稳定性、位置度,装配过程中的难点在于稳定有效的控制产品间的位置,焊接后产品与产品间的间隙控制同样是难点。
4.传统装配是将两个物件通过定位组装在一起即可,此种装配方式需要计算的累计公差较多,焊接后的产品尺寸波动较大,无法有效控制产品间隙,装配后的产品易出现功能失效及尺寸超差问题。例如,中国专利公开了一种极柱电芯激光焊接治具,申请号cn201521106978.2,包括:治具本体和固定片;所述治具本体的上端设置有固定片;所述治具本体的上端面上设有凹槽;所述凹槽内放置有电芯;所述凹槽内设有多条卡槽,用于卡住电芯;所述凹槽的另外相对的两侧的中心均设有一圆柱;所述固定片呈十字型;所述固定片位于同一直线上的两端设有圆柱固定孔;所述固定片位于另一条直线上的两端设有极柱固定孔;所述极柱固定孔内放置有极柱;所述圆柱设置在圆柱固定孔内,使极柱定位在电芯上。通过上述方式,该方案能够确保待焊接位置准确,提高了焊接品质;提高了生产效率。
5.上述的方案其虽然具有如上的优势,但是,对于产品的定位压紧以及取放料过程繁琐,效率低下,并未解决上述的技术问题。
技术实现要素:
6.本实用新型的目的是针对上述问题,提供一种可以解决上述技术问题的焊接治具及锁紧方法。
7.为达到上述目的,本实用新型采用了下列技术方案:
8.本焊接治具包括底座和设于底座上的工件定位模,所述焊接治具还包括:
9.顶部压紧板,与底座在压紧升降方向上滑动连接,并且顶部压紧板用于将放置在工件定位模上的工件顶面压紧;在顶部压紧板和底座之间连接有竖向导向机构;
10.焊接避让槽,设于顶部压紧板上,并且焊接避让槽位于相应工件定位模的上方;
11.侧向压紧机构,设于底座上,并且侧向压紧机构用于将上述的工件侧向压紧和取消侧向压紧。工件定位模为仿形模。
12.在上述的焊接治具中,所述侧向压紧机构为x轴和y轴方向的多方位侧向压紧机构。
13.在上述的焊接治具中,所述侧向压紧机构包括:
14.侧推自压紧滑动块,有八块;
15.八块侧推自压紧滑动块呈两两一对并且每一块侧推自压紧滑动块在侧推压紧方向上通过横向弹性件与底座滑动连接,横向弹性件在自身弹性作用下迫使两两一对的侧推自压紧滑动块相反运动并压迫于工件侧向;
16.侧向压紧取消控制组件,用于同时驱动两两一对的侧推自压紧滑动块相向运动,从而取消侧推自压紧滑动块与工件接触。
17.在上述的焊接治具中,所述侧向压紧取消控制组件包括:
18.十字升降板,中心通过在压紧方向设置竖向弹性组件与底座弹性连接;
19.十字升降板具有四个端部段,每一端部段分别对应两两一对的侧推自压紧滑动块,并且端部段和侧推自压紧滑动块之间设有楔形配合结构,当十字升降板下降在楔形配合结构的作用下使得两两一对的侧推自压紧滑动块相向移动。
20.在上述的焊接治具中,所述楔形配合结构包括:
21.楔形槽,设于每块侧推自压紧滑动块;
22.在每一端部段的长度方向两侧分别设有呈八字形分布的倾斜部,每一端部段上的两倾斜部伸入相应的楔形槽以使得两两一对的侧推自压紧滑动块相向移动。
23.在上述的焊接治具中,所述侧向压紧取消控制组件还包括:
24.避让孔,设于十字升降板的中心;
25.控制手柄,通过贯穿避让孔的铰接结构连接于底座,并且控制手柄位于十字升降板的上表面;
26.侧向压紧平面,设于控制手柄上,当侧向压紧平面和十字升降板的上表面吻合时,上述竖向弹性组件迫使十字升降板向上复位以及横向弹性件迫使相应侧推自压紧滑动块压紧工件侧向;
27.取消侧向压紧弧形面,设于控制手柄上,当转动控制手柄并且取消侧向压紧弧形面和十字升降板的上表面接触时则在楔形配合结构的作用下迫使横向弹性件弹力收缩从而取消侧向压紧。
28.在上述的焊接治具中,所述底座上设有位于每个端部段下方的楔形限位块,楔形限位块用于限制一端部段上的两倾斜部过度向下下降。
29.在上述的焊接治具中,所述顶部压紧板下表面设有十字导向槽,所述十字升降板置于所述十字导向槽中,在顶部压紧板的中心区域设有把手避让通孔,所述控制手柄贯穿把手避让通孔。
30.在上述的焊接治具中,所述竖向弹性组件有两组,两组竖向弹性组件分布在x轴或者y轴。
31.在上述的焊接治具中,在顶部压紧板的斜对角两个角部和底座之间连接有竖向导向机构。
32.在上述的焊接治具中,在底座上铰接有两个位于顶部压紧板长度方向两端的锁紧控制框,锁紧控制框锁扣于顶部压紧板长度方向两端。
33.本技术还提供了一种焊接锁紧方法,采用所述的焊接治具,所述方法包括如下步骤:
34.s1、放置,将工件放置于工件定位模;
35.s2、压紧,顶部压紧板向下压紧工件顶部,以及侧向压紧机构压紧工件的侧向。
36.在上述的焊接锁紧方法中,在上述的s2步骤中,所述侧向压紧机构压紧工件的侧向包括如下步骤:
37.s20、压紧:转动控制手柄,当控制手柄的侧向压紧平面和十字升降板的上表面吻合时,竖向弹性组件迫使十字升降板向上复位以及横向弹性件迫使相应侧推自压紧滑动块压紧工件侧向;
38.s21、取消压紧:转动控制手柄,当控制手柄的取消侧向压紧弧形面和十字升降板的上表面接触时则在楔形配合结构的作用下迫使横向弹性件弹力收缩从而取消侧向压紧。
39.本技术还提供了一种焊接设备,其为激光焊接设备,属于商购设备,本焊接设备具有上述的焊接治具。
40.与现有的技术相比,本技术的优点在于:
41.顶部压紧板和侧向压紧机构实现上述的多维度压紧工件,可以提高焊接工件之间的位置度和确保最终的焊接质量。
42.侧向压紧机构可以同时压紧多个工件的侧向,还可以在焊接加工完毕之后同时取消所有工件的侧向压紧,这种方式可以大幅提升装夹效率以及取料效率。
43.侧向压紧机构通过旋转侧推把手,不仅可以发挥固定工件的功能,而且还可以将使用侧推边定位,减少累计公差,提高了工件尺寸稳定性。
附图说明
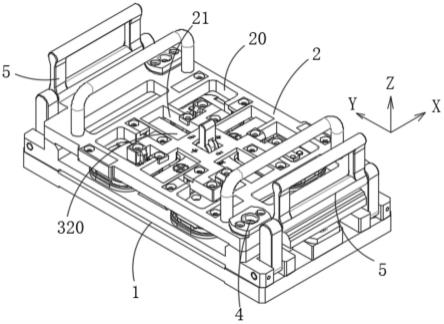
44.图1是本实用新型提供的治具立体结构示意图;
45.图2是本实用新型提供的治具侧视结构示意图;
46.图3是本实用新型提供的治具俯视结构示意图;
47.图4是图3中的a-a沿线剖视结构示意图;
48.图5是图3中的b-b沿线剖视结构示意图;
49.图6是图3中的c-c沿线剖视结构示意图;
50.图7是本实用新型提供的治具爆炸结构示意图;
51.图8是本实用新型提供的底座结构示意图;
52.图9是本实用新型提供的侧向压紧取消控制组件结构示意图;
53.图10是本实用新型提供的控制手柄从压紧到取消压紧流程示意图。
54.图中,底座1、工件定位模10、顶部压紧板2、焊接避让槽20、侧向压紧机构3、侧推自压紧滑动块30、楔形槽300、横向弹性件31、侧向压紧取消控制组件32、十字升降板320、竖向弹性组件321、倾斜部322、避让孔323、控制手柄324、侧向压紧平面325、取消侧向压紧弧形面326、铰接轴327、铰接座328、轴承329、竖向导向机构4、锁紧控制框5。
具体实施方式
55.以下是实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
56.实施例一
57.如图1所示,本实施例提供了一种焊接治具,该治具用于激光焊接设备对于工件的多个穴位同时进行固定,固定采用顶部下压紧以及侧向的压紧,即,多个维度的压紧,以确
保焊接质量。
58.具体地,如图1-图3和图7所示,本实施例的焊接治具包括底座1、工件定位模10、顶部压紧板2、焊接避让槽20和侧向压紧机构3。
59.顶部压紧板2和侧向压紧机构3实现上述的多维度压紧工件,焊接避让槽20其用于激光焊接时的焊嘴避让。
60.以及侧向压紧机构3可以同时压紧多个工件的侧向,还可以在焊接加工完毕之后同时取消所有工件的侧向压紧,这种方式可以大幅提升装夹效率以及取料效率。
61.进一步地,工件定位模10设于底座1上,工件定位模10的数量为1-4个,当然,还可以更多,本实施例在此不进行进一步陈述。
62.顶部压紧板2与底座1在压紧升降方向上滑动连接,并且顶部压紧板2用于将放置在工件定位模10上的工件顶面压紧。顶部压紧板2的下压可以采用人工方式,也可以采用机械方式。例如,本实施例采用人工方式,即,在底座1上铰接有两个位于顶部压紧板2长度方向两端的锁紧控制框5,锁紧控制框5锁扣于顶部压紧板2长度方向两端。锁紧控制框5其采用铰接以及对顶部压紧板2两端进行锁紧方式,则可以使得顶部压紧板2向下压紧工件。
63.为了提高顶部压紧板2升降运动的平顺性和稳定性,在顶部压紧板2的斜对角两个角部和底座1之间连接有竖向导向机构4。具体地,本实施例的竖向导向机构4为导向柱和导向套的配合方式,也可以是导向柱和导向孔的配合方式。例如,导向柱固定在底座1上,在顶部压紧板2的斜对角两个角部分别设有导向套,导向柱穿入导向套中,以实现导向配合。
64.下面以四个工件定位模10对本实施例进一步陈述:
65.具体地,如图1-图7所示,本实施例的侧向压紧机构3包括侧推自压紧滑动块30和侧向压紧取消控制组件32。
66.其次,本实施例的侧推自压紧滑动块30有八块;
67.八块侧推自压紧滑动块30呈两两一对并且每一块侧推自压紧滑动块30在侧推压紧方向上通过横向弹性件31与底座1滑动连接,横向弹性件31在自身弹性作用下迫使两两一对的侧推自压紧滑动块30相反运动并压迫于工件侧向;这里的滑动连接以滑动槽和滑动部的配合方式,例如,设于侧推自压紧滑动块30两侧的滑动部,而底座上设置与滑动部相对应的滑动槽,这种方式其可以实现滑动导向,以及可以防止滑动部向上脱离滑动槽。
68.进一步地,在两两一对的侧推自压紧滑动块30相对立面设有弹簧定位盲孔一,在底座上设有与所述弹簧定位盲孔一一一相对的弹簧定位盲孔二,横向弹性件31为压簧,横向弹性件31的一端作用于弹簧定位盲孔一的孔底,横向弹性件31的另一端作用于弹簧定位盲孔二的孔底,横向弹性件31在自身弹力的作用下迫使侧推自压紧滑动块30相反运动去侧压紧工件侧向,达到侧向压紧的目的。
69.优选地,本实施例的弹簧定位盲孔一其轴心线和弹簧定位盲孔二的轴心线位于同一直线上,并且两两一对的侧推自压紧滑动块30其呈对称分布,可以确保侧向压紧力的均衡性。
70.侧向压紧取消控制组件32用于同时驱动两两一对的侧推自压紧滑动块30相向运动,从而取消侧推自压紧滑动块30与工件接触。即,这种状态下可以进行取料,以提高生产效率。
71.如图1-图7所示,为了能够便于锁紧和取消锁紧操控,本实施例的侧向压紧取消控
制组件32包括十字升降板320,十字升降板320中心通过在压紧方向设置竖向弹性组件321与底座1弹性连接;竖向弹性组件321其包括了竖向弹簧,即,竖向弹簧的上端作用于十字升降板320,而竖向弹簧的下端作用于底座1,以使得十字升降板320及时复位,以利于侧推自压紧滑动块30及时达到侧向压紧位置。
72.优选地,本实施例的竖向弹性组件321有两组,两组竖向弹性组件321分布在x轴,例如,十字升降板320的x轴。
73.优选地,如图6-图8所示,上述十字升降板320具有四个端部段,每一端部段分别对应两两一对的侧推自压紧滑动块30,并且端部段和侧推自压紧滑动块30之间设有楔形配合结构,当十字升降板320下降在楔形配合结构的作用下使得两两一对的侧推自压紧滑动块30相向移动。利用上述的结构,其可以实现八块侧推自压紧滑动块30的同时取消侧向压紧,即,两两一对的侧推自压紧滑动块30其相向移动,可以提高操作效率以及确保最终的生产效率。进一步地,本实施例楔形配合结构包括楔形槽300,楔形槽300设于每块侧推自压紧滑动块30,楔形槽300的槽口朝上;在每一端部段的长度方向两侧分别设有呈八字形分布的倾斜部322,每一端部段上的两倾斜部322伸入相应的楔形槽300以使得两两一对的侧推自压紧滑动块30相向移动。即,当侧推自压紧滑动块30处于侧向压紧位置时,两两一对的侧推自压紧滑动块30其楔形槽300的楔形倾斜面之间距离大于两倾斜部322之间的距离,随着十字升降板320的下降,此时的倾斜部322由于内倾斜面与楔形倾斜面的不断增大接触面,从而使得两侧推自压紧滑动块30相互靠近,此时的横向弹性件31弹力被压缩,为后程的侧推自压紧滑动块30复位提供回弹力。
74.作为另外一种楔形配合结构,其结构包括设于侧推自压紧滑动块30上的下倾斜面,在每一端部段的长度方向两侧分别设有呈八字形分布的倾斜部322,倾斜部322和下倾斜面的配合也可以迫使两相对的侧推自压紧滑动块30相向移动。
75.为了能够起到下降限位,在底座1上设有位于每个端部段下方的楔形限位块33,楔形限位块33用于限制一端部段上的两倾斜部322过度向下下降。楔形限位块33具有两个呈八字形分布的倾斜限位面,而倾斜部322与倾斜限位面吻合后则可以对倾斜部322形成下降限位。
76.优选地,如图6、图7、图9和图10所示,侧向压紧取消控制组件32还包括避让孔323、控制手柄324、侧向压紧平面325和取消侧向压紧弧形面326。避让孔323设于十字升降板320的中心;避让孔323其为圆孔和方形孔中的任意一种。
77.控制手柄324通过贯穿避让孔323的铰接结构连接于底座1,并且控制手柄324位于十字升降板320的上表面;铰接结构包括铰接轴327和与铰接轴配合的铰轴穿入孔,例如,在底座上设有铰接座328,在控制手柄324上设有供铰接座上端伸入的配合槽,在铰接座的上端设有铰轴穿入孔,在配合槽内设有铰接轴,铰接轴贯穿所述的铰轴穿入孔,即实现铰接连接。为了能够实现控制手柄324的旋转,在铰接座的顶部通过轴承连接有旋转座,所述铰轴穿入孔设于旋转座上,以实现控制手柄324周向方位旋转角度。或者铰接座和底座1通过轴承329连接。
78.为了实现侧向压紧和取消侧向压紧,如图1-图7所示,本实施例的侧向压紧平面325设于控制手柄324上,当侧向压紧平面325和十字升降板320的上表面吻合时,上述竖向弹性组件321迫使十字升降板320向上复位以及横向弹性件31迫使相应侧推自压紧滑动块
30压紧工件侧向;
79.取消侧向压紧弧形面326设于控制手柄324上,当转动控制手柄并且取消侧向压紧弧形面326和十字升降板320的上表面接触时则在楔形配合结构的作用下迫使横向弹性件31弹力收缩从而取消侧向压紧。
80.侧向压紧平面325和取消侧向压紧弧形面326连接,实现不同状态的切换,例如,本实施例的取消侧向压紧弧形面326有两处并且呈对称分布,这种方式其可以实现不同转向后的控制手柄324在任意一取消侧向压紧弧形面326与十字升降板320的上表面接触时都能够实现取消侧向压紧动作,当然,取消侧向压紧弧形面326其弧顶与十字升降板320的上表面接触时则完全取消侧向压紧动作。
81.优选地,在顶部压紧板2下表面设有十字导向槽21,十字升降板320置于十字导向槽21中,在顶部压紧板2的中心区域设有把手避让通孔22,控制手柄324贯穿把手避让通孔22。十字导向槽21和十字升降板320的配合可以使得十字升降板320升降更加稳定,其次,十字导向槽21还可以用于对十字升降板320的定位,以进一步提高治具的精度。
82.其次,在十字导向槽21的四个端部分别设有竖向贯通孔,以可以实时观察十字升降板320的位置。
83.本实施例的工作原理如下:
84.将工件放置于各个工件定位模10上,此时控制手柄324的取消侧向压紧弧形面326与十字升降板320的上表面接触,则使得侧推自压紧滑动块30处于非侧向压紧位置,以利于装夹工件;
85.然后顶部压紧板2在锁紧控制框5的锁扣下使得顶部压紧板2压紧工件顶部,为放置顶部压紧板2和工件定位模10的接触,在顶部压紧板2的下表面针对每一工件定位模10分别设间隔块,当然,间隔块可以与工件定位模10的外围接触,也可以与底座接触,但是,当有工件放置在工件定位模10上后,此时的间隔块则不会与工件定位模10或者底座接触,以防止干涉。
86.其次,控制手柄324旋转90
°
,使得侧向压紧平面325与十字升降板320的上表面吻合,此时由于竖向弹性组件321迫使十字升降板320向上复位,以及横向弹性件31迫使相应侧推自压紧滑动块30相反运动,则使得侧推自压紧滑动块30压住工件侧向,达到侧向压紧目的。
87.以上的多穴位一次性进行侧向压紧,以及一次性进行取消侧向压紧,可以大幅提高生产效率,以及提高工件的焊接精度。
88.实施例二
89.本实施例的结构与原理与实施例一基本相同,不同的结构在于:如图6所示,本实施例的竖向弹性组件321有两组,两组竖向弹性组件321分布在y轴(图中未视),例如,十字升降板320的y轴。
90.实施例三
91.基于实施例一或实施例二,如图1-图10所示,本实施例提供了一种焊接锁紧方法,采用实施例一或实施例二焊接治具,所述方法包括如下步骤:
92.s1、放置,将工件放置于工件定位模10;
93.s2、压紧,顶部压紧板2向下压紧工件顶部,以及侧向压紧机构3压紧工件的侧向。
94.在上述的s2步骤中,所述侧向压紧机构3压紧工件的侧向包括如下步骤:
95.s20、压紧:转动控制手柄324,当控制手柄324的侧向压紧平面325和十字升降板320的上表面吻合时,竖向弹性组件321迫使十字升降板320向上复位以及横向弹性件31迫使相应侧推自压紧滑动块30压紧工件侧向;
96.s21、取消压紧:转动控制手柄324,当控制手柄324的取消侧向压紧弧形面326和十字升降板320的上表面接触时则在楔形配合结构的作用下迫使横向弹性件31弹力收缩从而取消侧向压紧。
97.实施例四
98.本实施例的结构与原理与实施例一基本相同,不同的结构在于:所述侧向压紧机构(可参阅图7)包括:
99.侧推自压紧滑动块,有四块;例如,x轴一对侧推自压紧滑动块,y轴一对侧推自压紧滑动块。
100.四块侧推自压紧滑动块呈两两一对并且每一块侧推自压紧滑动块在侧推压紧方向上通过横向弹性件与底座滑动连接,横向弹性件在自身弹性作用下迫使两两一对的侧推自压紧滑动块相反运动并压迫于工件侧向;
101.侧向压紧取消控制组件,用于同时驱动两两一对的侧推自压紧滑动块相向运动,从而取消侧推自压紧滑动块与工件接触。
102.实施例五
103.本实施例的结构与原理与实施例一基本相同,不同的结构在于:所述侧向压紧机构(可参阅图7)包括:
104.侧推自压紧滑动块,有六块;
105.例如,x轴分布两对侧推自压紧滑动块,y轴分布一对侧推自压紧滑动块。也可以是y轴分布两对侧推自压紧滑动块,x轴分布一对侧推自压紧滑动块.
106.六块侧推自压紧滑动块呈两两一对并且每一块侧推自压紧滑动块在侧推压紧方向上通过横向弹性件与底座滑动连接,横向弹性件在自身弹性作用下迫使两两一对的侧推自压紧滑动块相反运动并压迫于工件侧向;
107.侧向压紧取消控制组件,用于同时驱动两两一对的侧推自压紧滑动块相向运动,从而取消侧推自压紧滑动块与工件接触。
108.实施例六
109.焊接设备,具有实施例一至实施例五中的任意一种焊接治具。
110.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1