风洞试验用十字铰链天平加工过程辅助工装的制作方法
风洞试验用十字铰链天平加工过程辅助工装
1.技术领域:
2.本实用新型涉及一种风洞试验用十字铰链天平加工过程辅助工装。
3.
背景技术:
4.风洞试验用天平是风洞测力试验的核心测量元件,天平的加工精度直接影响风洞试验结果的精准度。十字铰链天平起到支撑模型、承担模型气动载荷、提供恢复力和测量模型振动角度θ的作用。十字铰链天平的特点是测力梁部分形状复杂、刚度弱、易变形,采用常规的加工工艺很难保证测力梁的加工精度。
5.
技术实现要素:
6.本实用新型的目的是提供一种降低了加工难度,提高了天平加工精度的风洞试验用十字铰链天平加工过程辅助工装。
7.上述的目的通过以下的技术方案实现:
8.一种风洞试验用十字铰链天平加工过程辅助工装,其组成包括十字铰链天平、第一工装和第二工装,所述的十字铰链天平的一端具有第一工艺头,另一端具有第二工艺头,所述的第一工艺头上套有第一工装并通过销钉固定,所述的第二工艺头上套有第二工装并通过销钉固定。
9.所述的风洞试验用十字铰链天平加工过程辅助工装,所述的第一工装为方形板,在其中心具有第一圆孔,所述的方形板的两个相邻面上分别开设有销孔。
10.所述的风洞试验用十字铰链天平加工过程辅助工装,所述的第二工装为方形板,在其中心具有第二圆孔,所述的方形板的两个相邻面上分别开设有销孔。
11.有益效果:
12.1.本实用新型增加第一工装和第二工装,增大了测力梁的刚度,避免了天平梁在加工过程中产生的变形,这样保证了测力梁的厚度尺寸精度及角度精度,同时也保证了天平梁的表面光洁度,大大降低了加工难度;改变加工路线、增加工艺支撑后天平梁的尺寸公差在
±
0.02.mm以内。
13.2.本实用新型具有第一工艺头和第二工艺头,保证对十字铰链天平的保护。
14.附图说明:
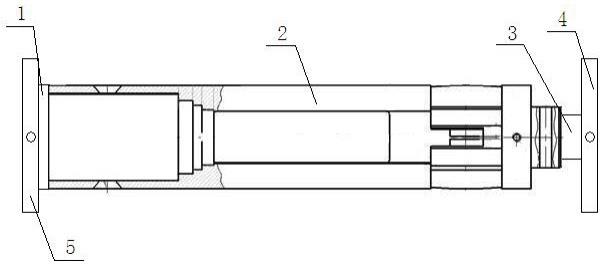
15.附图1是本实用新型的结构示意图;
16.附图2是第一工装的结构示意图;
17.附图3是第二工装的结构示意图;
18.图中:1、第一工艺头;2、十字铰链天平;3、第二工艺头;4、第二工装;5、第一工装;6、第一圆孔;7、销孔;8、第二圆孔。
19.具体实施方式:
20.实施例1:
21.一种风洞试验用十字铰链天平加工过程辅助工装,其组成包括十字铰链天平2、第一工装5和第二工装4,所述的十字铰链天平的一端具有第一工艺头1,另一端具有第二工艺头3,所述的第一工艺头上套有第一工装并通过销钉固定,所述的第二工艺头上套有第二工
装并通过销钉固定。
22.实施例2:
23.根据实施例1所述的风洞试验用十字铰链天平加工过程辅助工装,所述的第一工装为方形板,在其中心具有第一圆孔6,所述的方形板的两个相邻面上分别开设有销孔7。
24.实施例3:
25.根据实施例1或2所述的风洞试验用十字铰链天平加工过程辅助工装,所述的第二工装为方形板,在其中心具有第二圆孔8,所述的方形板的两个相邻面上分别开设有销孔。
26.此种天平为十字铰链天平,其材料为f141,测力梁的厚度为3
±
0.02mm,如上图所示。十字铰链在偏心轴施加驱动力矩时能够产生1度变形,弹簧片厚度设计尺寸不能太大,否则,在弹簧片弯曲1度时,根部应力将不能满足强度要求,同时弹簧片上粘贴的电阻应变片也超过了承受应变极限。但是,应变片厚度设计太小,模型在大迎角下受到的气动载荷很大,若气动载荷都由十字铰链承担,弹簧片的强度将不能满足要求,弹簧片的变形也超过设计要求。为此,在十字弹簧的中心设计一个支撑圆柱,模型的升力由支撑圆柱来承担,俯仰力矩由支撑圆柱和偏心轴共同承担。这样既能保证十字铰链天平振幅为1度平稳振动,又能承受模型的气动载荷。天平测力梁的加工精度要求特别高,但是刚度特别小,形状复杂,加工难度特别大,如果不增加工艺工装支撑加工此天平,天平梁的厚度精度根本无法保证,更无法保证天平梁的表面光洁度。此天平的具体加工流程如下:
27.⑴
备料:φ40
×
210
28.⑵
车工:φ38
×
205
29.⑶
探伤:超声波探伤,保证内部无裂纹等缺陷;
30.⑷
车工:精车各部,左端留工艺头φ34
×
8,右端留工艺头φ15
×
15,左端
31.φ28.5、φ24与俯仰支杆及轴承配制,保证各公差尺寸差。
32.⑸
钳:按图所示装配方胎,右端方胎与工艺头右端面齐平,配制销孔,保证胎具平行垂直;
33.⑹
数控铣:1、以外圆为基准修方胎基准;
34.2、以a面为基准返尺寸,铣17mm宽槽至尺寸;
35.3、铣16.2mm平台及铰链处能铣到的部分,留研磨量0.02mm;
36.4、铣两处1mm深走线槽至尺寸;
37.⑺
电火花:制电极加工铰链处各梁中间缝隙、0.9mm走油槽及数控铣未能铣到的部分至尺寸,加载梁留研磨量0.02mm。切加载梁处内孔,保护两端内孔,不得过切;
38.⑻
线切割:1、切4处0.75mm缝制尺寸;2、去除左右工艺头。去
39.⑼
钳工:研磨各梁,保证公差尺寸及表面光洁度;
40.划孔线、制各孔,销孔及螺纹孔配加工;
41.⑽
热处理:将成品清洗干净,吊装于真空加热炉中,升温至480
±
2℃,恒温4小时后随炉冷却,测量实际硬度值,附硬度值报告。
技术特征:
1.一种风洞试验用十字铰链天平加工过程辅助工装,其特征是:其组成包括十字铰链天平、第一工装和第二工装,所述的十字铰链天平的一端具有第一工艺头,另一端具有第二工艺头,所述的第一工艺头上套有第一工装并通过销钉固定,所述的第二工艺头上套有第二工装并通过销钉固定。2.根据权利要求1所述的风洞试验用十字铰链天平加工过程辅助工装,其特征是:所述的第一工装为方形板,在其中心具有第一圆孔,所述的方形板的两个相邻面上分别开设有销孔。3.根据权利要求2所述的风洞试验用十字铰链天平加工过程辅助工装,其特征是:所述的第二工装为方形板,在其中心具有第二圆孔,所述的方形板的两个相邻面上分别开设有销孔。
技术总结
风洞试验用十字铰链天平加工过程辅助工装。十字铰链天平的特点是测力梁部分形状复杂、刚度弱、易变形,采用常规的加工工艺很难保证测力梁的加工精度。本实用新型组成包括:十字铰链天平(2)、第一工装(5)和第二工装(4),所述的十字铰链天平的一端具有第一工艺头(1),另一端具有第二工艺头(3),所述的第一工艺头上套有第一工装并通过销钉固定,所述的第二工艺头上套有第二工装并通过销钉固定。本实用新型用于风洞试验用十字铰链天平加工过程辅助。型用于风洞试验用十字铰链天平加工过程辅助。型用于风洞试验用十字铰链天平加工过程辅助。
技术研发人员:马立娟 田记达 徐浩男
受保护的技术使用者:沈阳航空模具制造有限公司
技术研发日:2022.01.25
技术公布日:2022/8/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1