一种汽车中冷器气室连续扣压设备的制作方法
1.本技术涉及扣压设备生产技术领域,尤其是涉及一种汽车中冷器气室连续扣压设备。
背景技术:
2.中冷器,是一种涡轮增压器的配套件,其用于降低增压后的高温空气的温度,以降低发动机的热负荷,提高进气量,进而增加发动机的功率。
3.相关行业中,参照图1和图2,中冷器主要由中冷器芯体100、相应气室200和橡胶密封垫300组成。其中,中冷器芯体100由主片110、侧板、散热管、散热带四部分组成,且中冷器芯体100上相应铝材通过钎焊技术接合在一起;组装中冷器时,橡胶密封垫300嵌入主片110沟槽内,相应气室200抵接橡胶密封垫300上端面;由于相应气室200嵌入主片110沟槽内的各个边缘,沿自身长度方向均匀间隔成型有多个凹槽400,主片110边缘对应任一凹槽400均设置有立齿120;相应气室200咬边后,主片110边缘的立齿120咬入相应气室200边缘的凹槽400内,使得气室200边缘挤压橡胶密封垫300,以此完成芯体100与相应气室200之间的密封连接作业。
4.针对上述中的相关技术,发明人认为,由于传统咬边机械的冲头部多为平面,无法上述中冷器的组装要求,适用性较差,存在待改进之处。
技术实现要素:
5.为了降低企业生产成本,提升相应咬边机械的适用性,本技术提供一种汽车中冷器气室连续扣压设备。
6.本技术提供的一种汽车中冷器气室连续扣压设备,采用如下的技术方案:
7.一种汽车中冷器气室连续扣压设备,包括机架以及安装于机架上的总扣压工装,所述总扣压工装包括主扣压工装,所述主扣压工装包括工作台,所述工作台上靠近操作活动区域的一侧贯通开设有安装槽,所述总扣压工装还包括设置于安装槽周侧工作台上的主咬边机构;所述主咬边机构包括横向滑动组件与纵向滑动组件,所述横向滑动组件与纵向滑动组件均包括平行间隔设置的多根冲头,任一所述冲头均沿自身轴向往复滑移,所述机架上对应任一横向滑动组件与纵向滑动组件均设置有用于驱动相应冲头滑移的推动组件;
8.所述机架上位于总扣压工装的上方升降设置有压装工装,所述机架上设置有用于驱动压装工装升降的驱动组件;且所述总扣压工装及压装工装均同机架可拆卸固定连接。
9.通过采用上述技术方案,实际作业时,工作人员首先将中冷器芯体从安装槽槽口处嵌入安装槽,以此将芯体装夹于工作台上,然后,将密封圈放置于芯体主片的沟槽内,再将气室安装于压装工装的模腔内,以此完成芯体、气室在相应工装上的装夹;之后,工作人员按下双手启动按钮,设备启动,压装工装下降至芯体主片上表面,并将芯体主片压紧于气室上,以此挤压密封圈;随后,推动组件启动,驱动相应横向滑动组件与纵向滑动组件中的多根冲头依次向安装槽一侧滑移,从而实现对主片上立齿的依次扣压作业,以此满足相关
技术中的中冷器的组装要求。
10.优选的,所述机架上对应任一横向滑动组件与纵向滑动组件均设置有限位板,任一所述冲头的扣压端均水平贯穿对应限位板并伸入安装槽的相应边缘处,且任一所述冲头均与对应限位板滑移配合;任一所述冲头背离自身扣压端的一端均安装有限位块,任一所述冲头位于限位板与对应限位块之间的位置均同轴套设有弹簧。
11.通过采用上述技术方案,通过采用上述技术方案,初始状态时,任一弹簧均处于自然状态;进行扣压作业时,推动组件驱动限位块挤压对应弹簧,并使冲头沿对应自身轴向向靠近安装槽一侧滑移,以此实现对主片立齿的扣压动作;扣压完成后,推动组件从限位块处脱离,弹簧恢复形变并释放弹性,从而推动限位块向背离安装槽一侧滑移,以此实现冲头扣压端的复位,压边结构简单、巧妙,且自动化程度高,有助于提升扣压作业的工作效率。
12.优选的,所述推动组件包括推动气缸,推动气缸活塞杆的伸缩方向垂直于对应横向滑动组件或纵向滑动组件中冲头的轴向,所述推动气缸固定于相应冲头背离安装槽一侧的机架上,所述推动气缸活塞杆的端部固定有双斜面推块,且所述双斜面推块靠近推动气缸的一侧成型有第一引导斜面,所述双斜面推块背离推动气缸的一侧成型有第一引导斜面,且所述第一引导斜面与第二引导斜面均成型于双斜面推块靠近安装槽的一侧;使用时,所述第一引导斜面、所述第二引导斜面分别推动对应限位块并与相应限位块滑移配合。
13.通过采用上述技术方案,具体使用时,相应推动气缸的活塞杆伸长,待双斜面推块靠近对应横向滑动组件或纵向滑动组件的冲头上的限位块时,第二引导斜面首先推动相应限位块,使相应限位块受到沿对应冲头轴向向安装槽一侧的推力,从而推动限位块及相应冲头向安装槽一侧靠近;随着推动气缸活塞杆的持续伸长,双斜面推块沿推动气缸活塞杆轴向从对应横向滑动组件或纵向滑动组件的第一冲头向最后一根冲头处移动,从而依次推动相应冲头向安装槽一侧做扣压运动。
14.待扣压作业完成后,推动气缸活塞杆收缩,使得双斜面推块沿推动气缸活塞杆的轴向自对应横向滑动组件或纵向滑动组件的最后一根冲头向第一冲头处移动,第一引导斜面依次推动相应冲头沿自身轴向滑移向安装槽一侧滑移,直至推动气缸活塞杆收缩复位。
15.利用一个推动气缸及一块双斜面推块实现对多根冲头的依次驱动,驱动结构简单、巧妙,有助于进一步提升生产该扣压设备时的便捷性,有效节省企业生产成本。
16.优选的,所述限位板上对应任一冲头均开设有腰型孔,任一所述腰型孔的长度方向均平行于对应冲头的轴向;任一所述冲头上对应腰型孔均安装有限位销,所述限位销的销钉帽伸入腰型孔内,并沿腰型孔长度方向与腰型孔内壁滑移配合。
17.通过采用上述技术方案,扣压过程中,推动气缸推动冲头沿冲头轴向向安装槽一侧滑移,相应限位销相对腰型孔同步滑移,直至限位销抵紧对应腰型孔靠近安装槽的端壁;借助限位销与腰型孔的滑移配合,一方面,有助于减少冲头滑移过程中绕自身轴线转动的情况发生,提升冲头滑移运动的稳定性,进而提升主片立齿在凹槽内咬合深度的一致性;另一方面,借助腰型孔的长度尺寸,对冲头的滑动位移进行限位,便于对咬边的深度进行调控。
18.优选的,所述限位板靠近限位块的一侧固定铺设有缓冲垫。
19.通过采用上述技术方案,缓冲垫用于减少因限位块碰撞限位板而致损的情况发生,有助于延长相应冲头与限位板的使用寿命。
20.优选的,所述工作台下侧对应安装槽两侧壁处的边缘均设置有滑道,所述机架上对应任一滑道均成型有卡沿,任一所述卡沿均嵌入对应滑道,并沿对应滑道长度方向与相应滑道滑移配合;所述工作台上竖直设置有第一定位销,所述第一定位销背离销钉帽的一端自上而下贯穿工作台,并伸入机架内,且所述第一定位销沿自身轴向同工作台及机架滑移配合。
21.通过采用上述技术方案,安装主扣压工装时,工作人员将相应型号主扣压工装边缘的滑道对准机架上的卡沿,使卡沿嵌入对应滑道内,并推动卡沿相对滑道滑移,以此调节相应型号主扣压工装在机架上的安装位置;之后,工作人员再将第一定位销背离销钉帽的一端自上而下贯穿工作台,并伸入机架内,同时与工作台及机架滑移配合,以此对相应型号主扣压工装在机架上的位置进行固定,固定结构简单,便于工作人员对主扣压工装进行快速换型。
22.优选的,所述压装工装包括连接板以及安装于连接板下侧的上部压头;所述机架上对应连接板任意相对两侧的边缘均成型有滑槽,所述连接板对应的边缘均嵌入滑槽内,并沿对应滑槽长度方向与滑槽滑移配合;所述连接板上设置有第二定位销,所述第二定位销背离销钉帽的一端自下而上贯穿连接板,并伸入机架内,且所述第二定位销与机架螺纹连接。
23.通过采用上述技术方案,安装压装工装时,工作人员将压装工装连接板的相应边缘对应滑槽设置,并使相应边缘嵌入滑槽内;然后,工作人员推动上部压头,从而使连接板相对滑槽滑移,以此调节压装工装在机架上的安装位置;待压装工装的位置确定后,工作人员再旋拧第二定位销,使第二定位销背离销钉帽的一端旋入机架内,使得第二定位销与机架螺纹连接,以此实现压装工装在机架上的固定安装,安装结构简单,便于工作人员对压装工装快速换型,进而提升中冷器气室扣压作业的工作效率。
24.优选的,所述安装槽槽口处的机架上滑移设置有门体,所述机架上设置有用于驱动门体滑移的滑移组件;所述总扣压工装还包括前扣压工装,所述前扣压工装包括安装板以及设置于安装板上的纵向滑动组件;所述安装板下侧开设有卡接槽,所述门体的上边缘嵌入卡接槽内,并沿卡接槽长度方向与卡接槽滑移配合;所述安装板对应卡接槽处设置有第三定位销,所述第三定位销背离销钉帽的一端水平贯穿安装板外壁并伸入卡接槽内,且与门体螺纹连接。
25.通过采用上述技术方案,实际作业时,工作人员首先将中冷器芯体从安装槽槽口处嵌入安装槽,以此装夹于工作台上;然后,滑移组件启动,驱动门体封堵于安装槽槽口处,门体带动前扣压工装向中冷器芯体靠近操作活动区域一侧运动,以此实现前扣压工装在安装槽周侧的布设;借助卡接槽与门体边缘的滑移配合,将前扣压工装安装于门体上,并利用第三定位销实现前扣压工装在门体上的固定安装,结构简单,有助于提升工作人员更换前扣压工装时的便捷性;同时,通过将前扣压工装安装于门体上,便于对安装槽槽口一侧的扣压工装进行布设,有助于进一步降低企业生产成本。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.通过将总扣压工装及压装工装可拆卸固定于机架上,待需要生产的中冷器型号改变时,工作人员根据待生产中冷器型号为机架匹配相应型号的总扣压工装及压装工装,使得该汽车中冷器气室连续扣压设备满足不同型号中冷器的生产要求,从而提升该扣压设备
的适用性,以此减少企业在咬边设备设计、制造上的资金投入,有助于降低企业生产成本;
28.借助相应定位销将相应工作台、连接板、安装板可拆卸固定于机架上,以此实现主扣压工装与压装工装在机架的快速换型,有助于提升汽车中冷器气室连续扣压作业的工作效率;同时,有助于提升制造该扣压设备时的便捷性,从而进一步降低企业生产成本;
29.利用推动气缸及安装于推动气缸活塞杆端部的双斜面推块,实现对相应横向滑动组件或纵向滑动组件中多根冲头的依次驱动,有助于减少冲头推动装置的数量,进而有效节省企业生产成本。
附图说明
30.图1是相关技术主要体现中冷器气室与主片咬边后的结构示意图。
31.图2是相关技术主要体现中冷器气室与主片咬边后的平面示意图。
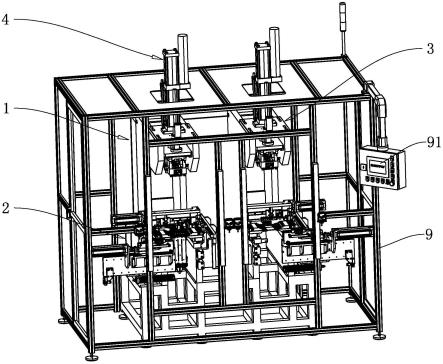
32.图3是本技术实施例主要体现该汽车中冷器气室连续扣压设备整体结构的轴测示意图。
33.图4是本技术实施例主要体现总扣压工装整体结构的轴测示意图。
34.图5是图4中a部分的放大图,主要用于体现滑道的开设位置。
35.图6是本技术实施例主要体现该汽车中冷器气室连续扣压设备整体结构的局部放大图。
36.图7是图6中b部分的放大图,主要用于体现主咬边机构的整体结构。
37.图8是本技术实施例主要体现前扣压工装整体结构的局部放大图。
38.图9是本技术实施例主要体现滑轨安装位置的局部放大图。
39.图10是图7中c部分的放大图,主要用于体现冲头的安装结构。
40.图11是本技术实施例主要体现冲头做扣压作业状态的局部放大图。
41.图12是本技术实施例主要体现压装工装整体结构的局部放大图。
42.图13是本技术实施例主要体现螺套安装位置的局部放大图。
43.图14是本技术实施例主要体现芯体有无检测接近开关安装位置的局部放大图。
44.附图标记:1、机架;2、总扣压工装;21、主扣压工装;211、工作台;2111、安装槽;2112、第一定位销;212、主咬边机构;2121、横向滑动组件;2122、纵向滑动组件;21221、冲头;21222、限位销;21223、限位块;21224、弹簧;213、前扣压工装;2131、安装板;21311、卡接槽;21312、第三定位销;2132、前咬边机构;214、支座板;2141、滑道;2142、卡沿;215、限位板;2151、腰型孔;2152、缓冲垫;216、第二复位检测接近开关;217、气室有无检测光电开关;218、芯体有无检测接近开关;219、芯体方向检测接近开关;3、压装工装;31、连接板;311、第二定位销;312、上部压头;3121、模腔;3122、导向杆;31221、螺套;31222、第一复位检测接近开关;32、滑槽;4、驱动组件;41、伺服电缸;5、门体;51、滑轨;52、滑座;53、顶板;6、滑移组件;61、滑移气缸;7、推动组件;71、推动气缸;72、双斜面推块;721、第一引导斜面;722、第二引导斜面;8、支撑板;9、防护框架;91、控制面板;100、中冷器芯体;110、主片;120、立齿;200、相应气室;300、橡胶密封垫。
具体实施方式
45.以下结合附图3-14,对本技术作进一步详细说明。
46.本技术实施例公开一种汽车中冷器气室连续扣压设备。
47.参照图3,一种汽车中冷器气室连续扣压设备,用于对汽车中冷器气室与芯体主板进行连续扣压固定;为提升中冷器生产的工作效率,该汽车中冷器气室连续扣压设备采用双工位压装结构,且双工位压装结构单独控制,现以其中一副工位结构为例,进行阐述。包括机架1以及沿机架1长度方向间隔设置的两个总扣压工装2,机架1上位于任一总扣压工装2的上方均升降设置有压装工装3,且机架1上对应任一压装工装3均设置有用于驱动其升降的驱动组件4。
48.具体而言,参照图4,总扣压工装2包括设置于机架1上的主扣压工装21,主扣压工装21包括水平设置的工作台211,工作台211靠近操作活动区域的一侧贯通开设有安装槽2111,安装槽2111的宽度方向平行于机架1的长度方向;主扣压工装21还包括设置于安装槽2111周侧工作台211上的主咬边机构212;机架1上位于安装槽2111槽口处水平滑移设置有门体5,机架1上设置有用于驱动门体5滑移的滑移组件6;总扣压工装2还包括设置于门体5上的前扣压工装213,前扣压工装213包括与门体5可拆卸固定连接的安装板2131以及固定于安装板2131上侧的前咬边机构2132。
49.实际使用时,工作人员首先将中冷器芯体100自安装槽2111槽口置于工作台211的扣压工位上,并将密封圈放置于芯体主片110的沟槽内;然后,再将气室安装于压装工装3的模腔3121内,以此完成工件在相应工装上的装夹;之后,滑移组件6启动,驱动门体5向安装槽2111槽口处滑移,门体5同时带动前扣压工装213运动至安装槽2111槽口一侧的相应操作工位处;随后,工作人员按下设备启动按钮,驱动组件4随即驱动压装工装3下降至芯体主片110上表面,并将芯体主片110压紧于气室凹槽400上,以此挤压密封圈;之后,主扣压工装21的主咬边机构212、前扣压工装213的前咬边机构2132同时启动,对主片110的立齿120进行连续扣压,以此实现气室与芯体主片110的密封固定连接。
50.参照图5和图6,工作台211下方位于机架1长度方向的两侧均固定有支座板214,两块支座板214相互背离的两侧均成型有滑道2141,且任一滑道2141的长度方向均平行于机架1的宽度方向,机架1上对应任一滑道2141均成型有卡沿2142,任一卡沿2142均沿对应滑道2141长度方向嵌入滑道2141,并与对应滑道2141滑移配合。并且,参照图6和图7,其中任意一块支座板214上竖直设置有第一定位销2112,第一定位销2112背离销钉帽的一端自上而下贯穿支座板214,并伸入机架1内,且第一定位销2112背离销钉帽的一端与机架1上侧面抵紧。
51.同时,参照图8,前扣压工装213安装于门体5的上侧,安装板2131的下侧沿门体5上边缘开设有卡接槽21311;使用时,门体5的上边缘嵌入卡接槽21311内,并沿卡接槽21311长度方向与卡接槽21311滑移配合,便于调节前扣压工装213在门体5上的安装位置;并且,安装板2131对应卡接槽21311处的侧壁上设置有第三定位销21312,第三定位销21312呈水平设置,第三定位销21312背离销钉帽的一端水平贯穿安装板2131外壁并伸入卡接槽21311内,且第三定位销21312背离销钉帽的一端与门体5侧壁抵紧。
52.并且,参照图8和图9,门体5靠近安装槽2111的一侧水平安装有滑轨51,机架1上对应滑移配合安装有滑座52;滑移组件6包括滑移气缸61,滑移气缸61的缸体固定于门体5下侧的机架1上,且滑移气缸61活塞杆的伸缩方向平行于机架1的长度方向,门体5上位于滑移气缸61活塞杆背离缸体的一侧设置有顶板53,滑移气缸61活塞杆的端部与顶板53固定连
接,以此实现滑移气缸61对门体5的驱动。
53.参照图7和图10,主咬边机构212包括横向滑动组件2121与纵向滑动组件2122,横向滑动组件2121于安装槽2111宽度方向的两侧均设置有一组,纵向滑动组件2122设置工作台211上背离安装槽2111的一侧;前咬边机构2132包括一组纵向滑动组件2122;任一横向滑动组件2121与纵向滑动组件2122均包括平行间隔设置的多根冲头21221,工作台211上对应任一横向滑动组件2121与纵向滑动组件2122均设置有限位板215,任一横向滑动组件2121与纵向滑动组件2122中任一冲头21221的扣压端均水平贯穿对应限位板215,并伸至安装槽2111处,且任一冲头21221均沿自身轴向与对应限位板215滑移配合;且机架1上设置有用于驱动任一冲头21221沿自身轴向滑移的推动组件7。
54.同时,限位板215上对应任一冲头21221均开设有腰型孔2151,任一腰型孔2151的长度方向均平行于对应冲头21221的轴向,任一冲头21221上对应腰型孔2151均安装有限位销21222,所述限位销21222的销钉帽伸入腰型孔2151内,并沿腰型孔2151长度方向与腰型孔2151内壁滑移配合。其中,限位销21222用于提升冲头21221滑移运动的稳定性;腰型孔2151用于对限位销21222的滑移位移进行限制,以此实现对相应冲头21221滑移位移的限制。并且,任一冲头21221背离自身扣压端的一端均安装有限位块21223,任一冲头21221上位于限位块21223与限位板215之间均同轴套设有弹簧21224。
55.实际作业中,推动组件7推动限位块21223挤压对应弹簧21224,使得限位块21223带动对应冲头21221向靠近安装槽2111一侧滑移,直至限位块21223与限位板215端面抵接或限位销21222与腰型槽靠近安装槽2111的一端抵接,进而使得对应冲头21221的扣压端对主片110的立齿120进行扣压作业;待扣压动作完成后,推动组件7从限位块21223处脱离,弹簧21224恢复形变释放弹性,弹簧21224推动限位块21223向背离安装槽2111一侧运动,限位块21223同时带动冲头21221从安装槽2111处脱离,以此实现冲头21221的复位。
56.参照图8,为减少因限位块21223与限位板215之间直接碰撞致使限位块21223或限位板215损坏的情况发生,相应限位板215靠近限位块21223的一侧均固定铺设有缓冲垫2152。
57.参照图10,推动组件7包括推动气缸71,推动气缸71在任一横向滑动组件2121与纵向滑动组件2122的冲头21221背离安装槽2111一侧的机架1上均安装有一台,且任一推动气缸71活塞杆的伸缩方向均垂直于其所要推动的冲头21221的轴向;任一推动气缸71活塞杆的端部均固定有双斜面推块72,任一双斜面推块72靠近对应推动气缸71的一侧均成型有第一引导斜面721;任一双斜面推块72背离对应推动气缸71的一侧均成型有第二引导斜面722,且第一引导斜面721与第二引导斜面722均成型于双斜面推块72靠近安装槽2111的一侧。
58.扣压作业时,参照图11,推动气缸71活塞杆伸长,第二引导斜面722首先推动相应横向滑动组件2121或纵向滑动组件2122中的第一冲头21221的限位块21223,使相应限位块21223受到垂直于第二引导斜面722的推力,该推力在对应冲头21221轴向上的力推动限位块21223及相应冲头21221向安装槽2111一侧靠近,以此实现对相应冲头21221的驱动作业;随着推动气缸71活塞杆的持续伸长,双斜面推块72从对应横向滑动组件2121或纵向滑动组件2122的靠近推动气缸71的第一冲头21221向最后一根冲头21221处连续移动,从而完成对相应冲头21221的依次推动,以此实现相应横向滑动组件2121或纵向滑动组件2122对中冷
器主片110的连续扣压动作。
59.双斜面推块72从相应限位块21223处脱离后,相应横向滑动组件2121或纵向滑动组件2122中对应冲头21221上的弹簧21224推动冲头21221复位;待推动气缸71活塞杆收缩时,双斜面推块72沿推动气缸71活塞杆的伸缩方向自应横向滑动组件2121或纵向滑动组件2122中最后一根冲头21221向第一冲头21221处移动,第一引导斜面721以同样方式依次推动相应冲头21221沿自身轴向滑移,直至推动气缸71活塞杆收缩复位。
60.参照图12,机架1上位于压装工装3的上侧水平设置有支撑板8;压装工装3包括连接板31,连接板31安装于支撑板8下侧,连接板31下侧靠近操作活动区域的一端设置有第二定位销311,第二定位销311呈竖直设置,第二定位销311背离销钉帽的一端自下而上贯穿连接板31,并伸入支撑板8内,且第二定位销311背离销钉帽的一端与支撑板8抵紧。压装工装3还包括安装于连接板31下侧中部的上部压头312,上部压头312的下侧开设有用于安装气室的模腔3121;为便于将压装工装3安装于机架1上,机架1上对应支撑板8位于机架1长度方向的两侧均成型有滑槽32,任一滑槽32的长度方向均平行于机架1的宽度方向;使用时,连接板31与滑槽32对应的边缘分别嵌入对应滑槽32内,并沿滑槽32长度方向与滑槽32滑移配合。
61.同时,驱动组件4包括伺服电缸41,伺服电缸41的缸体固定于支撑板8上方的机架1上;伺服电缸41的活塞杆呈竖直设置,且伺服电缸41活塞杆的端部自上而下贯穿支撑板8,并与上部压头312固定连接。为保证伺服电缸41驱动上部压头312升降的稳定性,上部压头312的上侧竖直固定有多根导向杆3122,任一导向杆3122均贯穿支撑板8,并沿竖直方向与支撑板8滑移配合。
62.参照图12和图13,为方便对上部压头312的位移进行监测,任意导向杆3122上同轴固定套设有螺套31221,机架1上设置有用于监测上部压头312是否复位的第一复位检测接近开关31222。同理,参照图7,工作台211上对应任一双斜面推块72均设置有第二复位检测接近开关216,以此检测双斜面推块72相对工作台211的位置,判断双斜面推块72是否复位;工作台211上侧靠近安装槽2111的位置设置有用于检测安装槽2111内是否安装气室的气室有无检测光电开关217。参照图13,工作台211下侧位于安装槽2111的边缘设置有用于监测安装槽2111内是否安装中冷器芯体100的芯体有无检测接近开关218;工作台211下侧位于安装槽2111的一侧设置有用于监测芯体安装方向的芯体方向检测接近开关219。
63.参照图3,为提升该汽车中冷器气室连续扣压设备作业的稳定性,机架1外侧固定罩设有防护框架9;本技术的此实施方式中,防护框架9采用高为2m的铝型材防护框架9;防护框架9上设置有本扣压设备的控制面板91,控制面板91的控制器同滑移气缸61的控制器、推动气缸71的控制器、伺服电缸41的控制器、第一复位检测接近开关31222的控制器、第二复位检测接近开关216的控制器、气室有无检测光电开关217的控制器、芯体有无检测接近开关218的控制器以及芯体方向检测接近开关219的控制器均电性连接。
64.并且,防护框架9上对应任一扣压工位均设置有安全门,安装门联动本扣压设备控制面板91的控制器设置有门禁开关;当安全门开启后,设备自动停止作业,有效保证对中冷器主片110连续扣压作业的安全性。
65.本技术实施例一种汽车中冷器气室连续扣压设备的实施原理为:实际作业时,工作人员先将中冷器的芯体自安装槽2111槽口置于工作台211上扣压工位,并将密封圈放置
于芯体主片110的沟槽内;然后,再将气室安装于上部压头312的模腔3121内;之后,安全门关闭,工作人员按下双手启动按钮,芯体有无检测接近开关218监测到安装槽2111内装有芯体,芯体方向检测接近开关219检测芯体放置方向正确后,滑移气缸61驱动门体5滑移至安装槽2111槽口处,门体5带动前扣压工装213同步移动至安装槽2111槽口一侧;随后,伺服电缸41启动,驱动上部压头312下降至芯体主片110上表面,并将芯体主片110压紧于气室上,使得气室挤压密封圈;气室有无检测光电开关217检测到安装槽2111处装有气室后,各推动气缸71启动,相应双斜面推块72推动对应横向滑动组件2121与纵向滑动组件2122中的多根冲头21221依次向安装槽2111一侧滑移,以此实现相应横向滑动组件2121或纵向滑动组件2122对中冷器主片110立齿120的连续扣压作业。
66.当需加工的中冷器型号改变时,工作人员将第一定位销2112从工作台211上抽出,再滑动工作台211,从而将主扣压工装21从机架1取下;同理,旋拧第二定位销311及第三定位销21312,将压装工装3及前扣压工装213从机架1上取下;然后,换上与待加工的中冷器型号相匹配的主扣压工装21、压装工装3及前扣压工装213,从而使同一台扣压设备满足不同型号中冷器的生产需求,提升该中冷器气室连续扣压设备的通用性,有效减少企业在咬边设备的设计及制造上的资金投入,从而节省企业生产成本。
67.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1