一种后处理器装配系统的制作方法
1.本实用新型涉及后处理器技术领域,尤其涉及一种后处理器装配系统。
背景技术:
2.柴油机后处理器需要集成安装柴油氧化催化器、颗粒捕捉器、选择性催化还原系统等设备,还需要安装no
x
传感器、doc前排温传感器、doc后排温传感器、dpf压差传感器、 scr前排温传感器、scr后排温传感器、pm传感器等电控传感器,主要用于监测doc、dpf 和scr后处理器等仪器,而各设备、仪器都需要连接相应的线束,而且各线束都需要包裹铝箔管,具体可参考公告号为cn212106015u的实用新型专利公开的一种发动机后处理器总成。
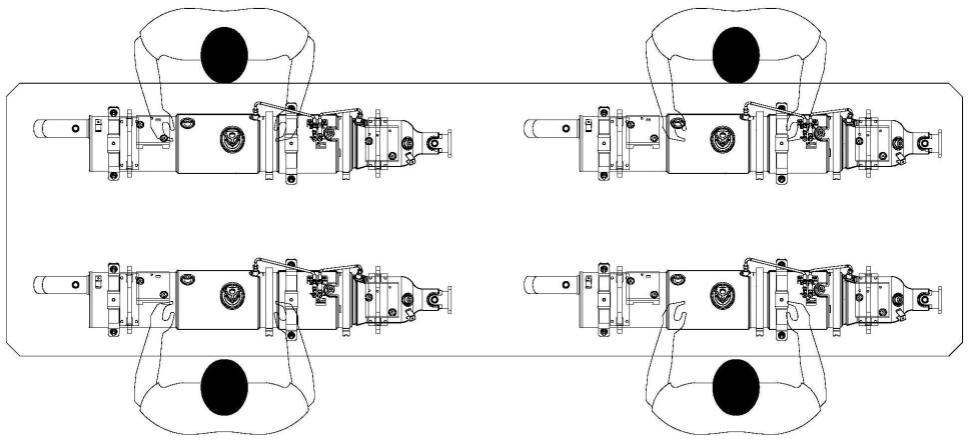
3.参考图1和图2,现有技术在进行后处理器装配时,将后处理器两端分别放置在一个v 型支架上,v型支架表面用橡胶、pvc材料进行包裹,工人手动安装各器件和固定线束,在装配过程中,需要手动翻转后处理器对不同的位置进行操作。后处理器的上下料主要通过人工搬运,劳动强度大,存在安全风险,而且每个工位需要准备所有原料和安装工具,工人要执行多个安装步骤,容易出现装错、漏装的情况,而且生产效率低下。此外,虽然v型支架表面进行了软包处理,但翻转后处理器过程中,依然会因摩擦力对后处理器表面的涂层造成损伤,甚至划伤表面的标识文字,无法识别。
技术实现要素:
4.本实用新型所要解决的技术问题在于提供一种高效、安全的流水线式后处理器装配系统。
5.本实用新型是通过以下技术方案解决上述技术问题的:一种后处理器装配系统,包括流转线体,所述流转线体上设置有多个支撑组件,所述支撑组件包括至少两个托举架,后处理器的两端分别放置在至少一个托举架上方,所述托举架包括两个分处于后处理器两侧的滚轮,所述滚轮的转轴与后处理器的轴向平行,沿流转线体的路径设置有多个操作工位。
6.本实用新型通过流水线作业方式将不同器件的装配工序分配给多个工位进行处理,每个工位只需执行一项工作,极大的减少了每个工位所需的工具数量,而且每个工位的装配项目是单一的,极大的减少了错装、漏装的问题;同时通过托举架上的滚轮支撑后处理器,在需要翻转后处理器的位置时,能够轻松的让后处理器在滚轮上转动,将滑动摩擦变为滚动摩擦,保护后处理器的表面,减少安装过程中的损伤。
7.优选的,所述托举架上还设置有一个滚花高头螺钉,所述滚花高头螺钉的台阶面能够抵接在其中一个滚轮上。
8.优选的,所述托举架包括固定在支撑组件上的固定杆和倾斜设置在固定杆上的两个支撑杆,两个所述支撑杆拼合成v型结构,两个支撑杆上分别设置有一个所述的滚轮。
9.优选的,所述支撑组件包括至少两个安装座,所述安装座包括底板和固定在底板上的两个固定块,所述底板固定在流转线体上,两个所述固定块分别与固定杆固定连接。
10.优选的,所述固定块通过销杆与固定杆固定连接。
11.优选的,所述固定块上设置有容纳固定杆端部的容纳腔,所述固定杆的两端分别被夹持固定在容纳腔内。
12.优选的,两个固定块的容纳腔相对的侧面和上表面敞口设置,其中一个容纳腔的上表面设置有限位板,所述限位板固定于远离另一个固定块的一侧,所述固定杆底部的两侧分别设置为圆角。
13.优选的,未设置限位板的固定块上设置有一销杆,所述固定杆通过所述销杆与所述固定块连接。
14.优选的,所述流转线体为双层回流线体或多工位转台。
15.优选的,所述流转线体包括上下料工位,所述上下料工位上分别设置有能够悬吊后处理器的吊具。
16.本实用新型提供的后处理器装配系统的优点在于:通过流水线作业方式将不同器件的装配工序分配给多个工位进行处理,每个工位只需执行一项工作,极大的减少了每个工位所需的工具数量,而且每个工位的装配项目是单一的,极大的减少了错装、漏装的问题;同时通过托举架上的滚轮支撑后处理器,在需要翻转后处理器的位置时,能够轻松的让后处理器在滚轮上转动,将滑动摩擦变为滚动摩擦,保护后处理器的表面,减少安装过程中的损伤。通过滚花高头螺钉,能够对滚轮定位,进而锁定后处理器的位置,而且方便徒手操作;支撑组件设置多个安装座,能够根据不同规格的后处理器选择托举架的安装位置;托举架一端插入固定块内,另一端通过销杆锁定,能够快速拆装固定。
附图说明
17.图1为现有技术中后处理器装配工位俯视图;
18.图2为现有技术中后处理器装配工位的侧视图;
19.图3为本实用新型的实施例提供的后处理器装配系统的示意图;
20.图4为本实用新型的实施例提供的后处理器装配系统的俯视图;
21.图5为本实用新型的实施例提供的后处理器装配系统的支撑组件的示意图;
22.图6为本实用新型的实施例提供的后处理器装配系统的托举架与后处理器配合状态示意图;
23.图7为本实用新型的实施例提供的后处理器装配系统的托举架与安装座的示意图。
具体实施方式
24.为使本实用新型的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.参考图3-图5,本实施例提供了一种后处理器装配系统,包括流转线体1,所述流转线体 1上设置有多个支撑组件2,所述支撑组件2包括至少两个托举架21,后处理器3的两端
分别放置在至少一个托举架21上方;结合图6和图7,所述托举架21包括两个分别处于后处理器3两侧的滚轮22,所述滚轮22的转轴与后处理器3的轴向平行,沿流转线体1的路径设置有多个操作工位。
26.本实施例通过流水线作业方式将不同器件的装配工序分配给多个工位进行处理,每个工位只需执行一项工作,极大的减少了每个工位所需的工具数量,而且每个工位的装配项目是单一的,极大的减少了错装、漏装的问题;同时通过托举架21上的滚轮22支撑后处理器3,在需要翻转后处理器3的位置时,能够轻松的让后处理器3在滚轮2上转动,将滑动摩擦变为滚动摩擦,保护后处理器3的表面,减少安装过程中的损伤。
27.参考图7,所述托举架21上还设置有一个滚花高头螺钉23,所述滚花高头螺钉23螺接固定在其中一个滚轮22的边缘,通过拧紧滚花高头螺钉23,能够使其台阶面压在滚轮22表面,从而固定滚轮22,使滚轮22不再转动,进而锁定后处理器3的位置,方便将后处理器3 进行固定然后进行装配作业。
28.所述托举架21包括固定在支撑组件2上的固定杆211和倾斜设置在固定杆211上的两个支撑杆212,两个所述支撑杆212拼合成v型结构,两个支撑杆212上分别设置有一个所述的滚轮22。
29.后处理器3的表面并不会与支撑杆212发生接触,因此在设置托举架21的结构时在保持滚轮22的位置的情况下,只要滚轮22的固定结构与后处理器3的结构不会存在干涉即可,例如可以将支撑杆212沿竖直方向设置,滚轮22设置在支撑杆212的端部。
30.再参考图5,所述支撑组件2包括至少两个安装座24,本实施例中设置了三个安装座24,托举架21固定在安装座24上,从而可以根据后处理器3的长度确定的使用哪个安装座24,以匹配不同规格的后处理器3。
31.参考图7,所述安装座24包括底板241和固定在底板241上的两个固定块242,所述底板241固定在流转线体1上,两个所述固定块242分别与固定杆211连接。
32.具体的,所述固定块242可以直接通过销钉与固定杆211连接,本实施例中,在两个固定块242上分别设置有容纳腔243,所述固定杆211的端部能够放置于容纳腔243内,从而直接将固定杆211放在两个固定块242的容纳腔243内即可实现托举架21的安装,为了提高稳定性,可使用销钉结构进行固定,在托举架21跟随流转线体1转动到下方时,所述销杆能够防止托举架21掉落。
33.进一步的,两个固定块242的容纳腔243相对的侧面和上表面敞口设置,其中一个容纳腔243的上表面设置有限位板244,所述限位板244固定于远离另一个固定块242的一侧,所述固定杆211底部的两侧分别设置为圆角或倒角。在固定托举架21时,直接将固定杆211 的一端插入到设置有限位板244的容纳腔243内,然后将固定杆211另一端压入到另一侧的容纳腔243内即可,在另一侧的固定块243上可设置销杆4对固定杆211进行锁定,从而能够快速的拆装托举架21,方便更换托举架21的固定位置。
34.所述流转线体1可以使用双层回流线体或多工位转台,在流转线体1的行走路径上,根据安装工序设置多个工位进行操作,所述流转线体1还包括了上下料工位,本实施例中,流转线体1位双层回流线体,其上下料工位分别设置在行走路径的首尾处,并在上下料工位处分别设置吊具5,所述吊具5能够悬吊移动所述后处理器3,方便与产线的其他工位配合,实现自动化的装配生产。
35.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1