太阳能光伏片的激光切片机的制作方法
1.本实用新型涉及太阳能光伏片切割机领域,具体涉及太阳能光伏片的激光切片机。
背景技术:
2.太阳能发电分为光热发电和光伏发电。通常说的太阳能发电指的是太阳能光伏发电,简称“光电”。光伏发电是利用半导体界面的光生伏特效应而将光能直接转变为电能的一种技术。这种技术的关键元件是太阳能电池。太阳能电池经过串联后进行封装保护可形成大面积的太阳电池组件,再配合上功率控制器等部件就形成了光伏发电装置。
3.现在的太阳能灯需要光伏片提供电能,还有一些发光彩灯,也是利用光伏片提供电能,这种光伏片需要的电能和电压都比较小,通过若干个光伏片串联来组成所需电流电压的大小,比如一个小型彩灯需要5a的电流,另一个需要3a的电流,为了能快速组装出所需光伏片,我们统一将光伏片切割成0.5a一个,需要多少电流,就直接利用焊丝焊接在一起。但是现在切割光伏片的设备比较落后,需要手动上料,切割完在手动拿下来,不够自动化,或者是直接一股脑全部扫出来,这样容易损坏光伏片,导致边角折弯,出现质量问题。
4.另外,切割平台上的太阳能光伏片是依靠激光切割的,在切割平台上纵横排列有切割线路,激光切割依靠伺服电机来回移动进行切割,来回移动调整光伏片需要切割的宽度,但是需要切割的长度无法确定。
技术实现要素:
5.为解决上述技术问题,本实用新型的目的在于提供一种太阳能光伏片的激光切片机,自动化的上下料机构相对于一对一手动上下料的现有技术来说,其效率更高,更容易实现流水线作业的加工环境,还省去了不少人工,节约劳动力成本。横向移动的激光切割器和纵向移动的切割平台,两者配合就能切割出所需规格的太阳能光伏片。
6.为了实现上述目的,本实用新型的技术方案如下:
7.太阳能光伏片的激光切片机,包括底座、切割架、切割平台和激光切割器,以及上料组件、下料组件和光伏板输送架组件,所述切割架横向架设在底座上平面,切割架上设有一前一后且高度不相等的两个横梁,所述激光切割器和光伏板输送架组件分别悬挂在两个横梁上,且依靠伺服导轨组沿着横梁的长度方向来回移动,所述切割平台置于切割架下方,且通过纵向定位轨道安装在底座上平面,纵向定位轨道垂直于横梁方向;
8.所述上料组件和下料组件安装在底座上,且以切割架为界限分别置于切割架的前后两侧,所述上料组件和下料组件包括顶升器、光伏片挡架和顶升板,所述顶升器安装在底座内,所述顶升板安装在顶升器的顶部,对着顶升器位置的底座上平面处设有顶料孔,所述光伏片挡架以顶料孔为中心布置在外围,并且顶升板的边沿嵌在光伏片挡架的内侧壁上下滑动;
9.在光伏板输送架组件上安装有气动吸盘,太阳能光伏片重叠放在顶升板上,气动
吸盘吸附着太阳能光伏片在上料组件与切割平台之间、切割平台与下料组件之间来回移动。
10.进一步限定,所述光伏板输送架组件包括上输送架部件和下输送架部件,上输送架部件包括伺服移动导轨一组和上料气动吸盘,伺服移动导轨一组横向固定在切割架的下桁架前侧方,所述上料气动吸盘通过移动块固定在伺服移动导轨一组上;
11.所述下输送部件包括伺服移动导轨二组、下料气动吸盘和转向气缸,伺服移动导轨二组横向固定在切割架的下桁架后侧方,所述下料气动吸盘固定在转向气缸上,所述转向气缸通过移动块固定在伺服移动导轨二组上。
12.进一步限定,所述纵向定位轨道包括移动卡板、直行滑轨、伺服电机、直行丝杠组和盖板,所述直行滑轨为两组呈相互平行状态垂直于切割架方向安装在底座上平面,所述直行丝杠组安装在两个直行滑轨上,且与直行滑轨保持平行,所述伺服电机安装在直行丝杠组的后端,所述盖板盖在两个直行滑轨之上且两者的直角转角连接处留有缝隙,所述移动卡板的下端开口穿过该缝隙卡接在直行丝杠组的丝杠滑块上,所述切割平台安装在移动卡板之上。
13.进一步限定,在移动卡板的上平面设有凹槽,凹槽内安装有旋转调位器,所述旋转调位器包括驱动电机、主动齿轮、间歇运动齿轮、齿轮轴和旋转台,所述驱动电机竖直朝上安装在凹槽的底部,所述主动齿轮刚性连接在驱动电机的输出轴上,所述间歇运动齿轮啮合于主动齿轮,齿轮轴的下端通过轴承安装在凹槽底部,间歇运动齿轮刚性安装在齿轮轴上,旋转台安装在齿轮轴的上端,在切割平台上设有容纳旋转台的旋转调位孔。
14.进一步限定,所述光伏片挡架的顶部设有限位块,在限位块的下底面设有行程开关,行程开关连接着顶升器的停止开关。行程开关能避免顶升器超出顶升范围,避免发生误撞的情况。
15.为检测太阳能光伏片的上料情况,避免上料气动吸盘空载,也避免切割机空切,在上料组件的光伏片挡架左右两侧还设有对射传感器,对射传感器通过传感器架固定在底座上平面,并且对射传感器对着顶升板最高位置处,顶升板升至最高位了,对射传感器能检测到有没有太阳能光伏片,就能进行预警,停止切割动作,发出警示提醒操作者上料。
16.为了能提高下料组件的储存功能,延长人工下料拿取的时间,腾出更多时间去维护其他设备,所述下料组件的左侧方还设有备用光伏片储存架,在下料组件的右侧还设有对着备用光伏片储存架推送的推料气缸,推料气缸通过气缸支架固定在底座上平面。当下料组件上的太阳能光伏片满了过后,会触发推料气缸运动,将下料组件内切割好的太阳能光伏片推送至备用光伏片储存架上,这样不会因为耽误取下太阳能光伏片而设备报警停用。
17.进一步限定,所述顶升器由伺服顶升电机、传动丝杆组、固定块和顶升杆组成,传动丝杆组的一端固定在伺服顶升电机的输出轴上、另一端固定在底座内壁上,所述固定块卡在传动丝杆组上,所述顶升杆竖直固定在固定块上,顶升板固定在顶升杆的顶端。
18.进一步限定,所述切割平台为矩形形状,在其四个正方位侧设有滑槽,在滑槽内活动安装有夹紧结构,所述夹紧结构由燕尾槽托板、推进气缸和夹紧板组成,燕尾槽托板朝着旋转台的中心安装,所述推进气缸的缸体安装在燕尾槽托板上、缸轴朝向旋转台方向,所述夹紧板安装在推进气缸的缸轴上。
19.进一步的,所述切割平台设有两组,两者并排安装在底座上平面,并排的方向为激光切割器移动的方向。
20.本实用新型与现有技术相比的有益效果是:上料组件的设计使得操作者可以将多个等待切割的太阳能光伏片重叠放置在顶升板上,省下单次放料的时间,可以让操作者同事操作多台设备的上料工序。同样,下料组件的设计实现自动下料,光伏板输送架组件便是利用伺服控制系统,自动检测拾取太阳能光伏片至加工切割位置,一拿一放解放操作者的双手,还配合传感器和警示器使用,能随时提醒操作者上下料情况,自动化的上下料机构相对于一对一手动上下料的现有技术来说,其效率更高,更容易实现流水线作业的加工环境,还省去了不少人工,节约劳动力成本。
附图说明
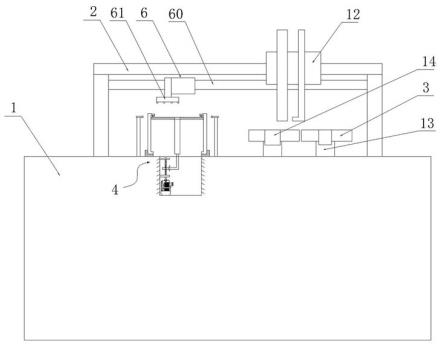
21.图1为本实用新型的主视结构视图;
22.图2为本实用新型的后视结构示意图;
23.图3为本实用新型的俯视结构示意图;
24.图4为本实用新型上料组件的主视结构示意图;
25.图5为本实用新型纵向定位轨道和旋转调位器的剖视结构示意图;
26.图6为本实用新型主动齿轮、间歇运动齿轮的配合结构示意图;
27.图7为本实用新型夹紧结构安装在切割平台上的俯视结构示意图。
具体实施方式
28.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例进一步阐述本实用新型。
29.如图1—图7示的太阳能光伏片的激光切片机,包括底座1、切割架2、切割平台3和激光切割器12,以及上料组件4、下料组件5和光伏板输送架组件,所述切割架2横向架设在底座上平面,切割架2上设有一前一后且高度不相等的两个横梁,所述激光切割器12和光伏板输送架组件分别悬挂在两个横梁上,且依靠伺服导轨组沿着横梁的长度方向来回移动,所述切割平台3置于切割架2下方,且通过纵向定位轨道13安装在底座1上平面,纵向定位轨道13垂直于横梁方向。所述上料组件4和下料组件5安装在底座1上,且以切割架2为界限分别置于切割架2的前后两侧,所述光伏板输送架组件在上料组件4与切割平台3之间、切割平台3与下料组件5之间来回移动。激光切割器12有一个激光切割头和冷却头,冷却头随时对着激光切割头进行降温处理,上料组件4将太阳能光伏片循序渐进的挨个顶起来,光伏板输送架组件将太阳能光伏片输送至切割平台上,激光切割头切割成块,然后光伏板输送架组件又将切割成片一片的太阳能光伏片挨个输送至下料组件5上。
30.所述上料组件4和下料组件5包括顶升器40、光伏片挡架41和顶升板42,所述顶升器40安装在底座1内,所述顶升板42安装在顶升器40的顶部,对着顶升器40位置的底座1上平面设有顶料孔,所述光伏片挡架41以顶料孔为中心布置在外围,并且顶升板42的边沿嵌在光伏片挡架41的内侧壁上下滑动。
31.具体的,如图5所示,纵向定位轨道13包括移动卡板130、直行滑轨131、伺服电机132、直行丝杠组133和盖板134,所述直行滑轨131为两组呈相互平行状态垂直于切割架2方
向安装在底座1上平面,所述直行丝杠133组安装在两个直行滑轨131上,且与直行滑轨131保持平行,所述伺服电机132安装在直行丝杠组133的后端,所述盖板134盖在两个直行滑轨131之上且两者的直角转角连接处留有缝隙,所述移动卡板130的下端开口穿过该缝隙卡接在直行丝杠组133的丝杠滑块上,所述切割平台3安装在移动卡板130之上;伺服电机132驱动直行丝杠组133转动,移动卡板130就被带动着沿着直行滑轨131前后滑动,以此来调节切割平台3相对于激光切割器12的纵向距离,激光切割器12由伺服控制着沿着切割架2横向移动,两者配合就能确定每块光伏片需要切割的长度和宽度。
32.另外, 为了能在切割平台上切割圆形或者异形光伏片,在移动卡板130的上平面设有凹槽1301,在凹槽1301内安装有旋转调位器14,所述旋转调位器14包括驱动电机140、主动齿轮141、间歇运动齿轮142、齿轮轴143和旋转台144,所述驱动电机140竖直朝上安装在凹槽1301的底部,所述主动齿轮141刚性连接在驱动电机140的输出轴上,所述间歇运动齿轮142啮合于主动齿轮141,齿轮轴143的下端通过轴承安装在凹槽1301底部,间歇运动齿轮142刚性安装在齿轮轴143上,旋转台144安装在齿轮轴143的上端,在切割平台3上设有容纳旋转台144的旋转调位孔31。旋转调位器14安装在凹槽1301内,且旋转台144嵌在旋转调位孔31内,旋转台144与切割平台3保持在同一水平面。驱动电机140控制转速,主动齿轮141的转动速度决定了间歇运动齿轮142每次转动和停留的时间,就能调节旋转台144停止和转动的时间,激光切割器12保持匀速切割,就能确定每个弧长的光伏片大小,切割出不同电流大小的光伏片。
33.具体的,如图1、图2所示,所述光伏板输送架组件包括上输送架部件6和下输送架部件7,上输送架部件6包括伺服移动导轨一组60和上料气动吸盘61,伺服移动导轨一组60横向固定在切割架2的下桁架前侧方,所述上料气动吸盘61通过移动块固定在伺服移动导轨一组60上;所述下输送部件7包括伺服移动导轨二组70、下料气动吸盘71和转向气缸72,伺服移动导轨二组70横向固定在切割架2的下桁架后侧方,伺服移动导轨一组60和伺服移动导轨二组70分别位于切割架2下桁架的前后侧,所述下料气动吸盘71固定在转向气缸72上,所述转向气缸72通过移动块固定在伺服移动导轨二组70上,由于空间距离的设计,在下料时,其下料气动吸盘71需要利用转向气缸72旋转90
°
后才能将太阳能光伏板放置在下料组件5的光伏片挡架41上。
34.两个气动吸盘吸附着太阳能光伏片8在上料组件4与切割平台3之间、切割平台3与下料组件5之间来回移动。需要说明的是,在控制时,上料组件4的顶升器40上升送料时,其下料组件5的顶升器40下降,下料时下料气动吸盘71从上往下放,需要顶升板42逐步下降,避免高度相差太大而摔坏,上料气动吸盘61抓取上料组件4上的太阳能光伏片8放至切割平台3上,下料气动吸盘71抓取切割平台3上的太阳能光伏片8放至下料组件5,两者在切割机的前后方为交替进行,配合完成上料—切割—下料的工序。
35.优选的,为了能随时调整上料位置,所述光伏片挡架41的底部设有滑轨43,滑轨43沿着底座1的前后方向布置,在滑轨43上与光伏片挡架41的底面上均设有条形定位孔,光伏片挡架可以在滑轨43上前后移动,来调整相对于切割架的位置,方便上料气动吸盘捕捉太阳能光伏片,确保吸附在太阳能光伏片的中间位置,避免吸附歪斜而中途掉落。优选的,光伏片挡架41是呈矩形框架结构,基本由四根立柱组成,所述光伏片挡架41的顶部设有限位块44,在限位块44的下底面设有行程开关45,行程开关45连接着顶升器40的停止开关。
36.另外,为了设备不空运行,在上料组件4的光伏片挡架41左右两侧还设有对射传感器46,对射传感器46通过传感器架固定在底座1上平面,并且对射传感器46对着顶升板42最高位置处。
37.优选的,如图3所示,所述下料组件4的左侧方还设有备用光伏片储存架9,在下料组件5的右侧还设有对着备用光伏片储存架9推送的推料气缸10,推料气缸10通过气缸支架固定在底座1上平面,当然,为了能一次性全部将下料组件5内的太阳能光伏片8推出,可在推料气缸10的缸轴前端设计一个推板11,该推板11等于此光伏片挡架内太阳能光伏片重叠的高度。由于上料组件4和下料组件5内的顶升器40在运行时其运行方向是相反的,所以在顶升板42下降至最低位处,在该最低位置处设有一个行程开关,该行程开关连 接着推料气缸10的启动开关,一旦顶升板42下降后便触发行程开关,启动推料气缸10将重叠着的切割好的太阳能光伏片8推送至备用光伏片储存架9上,顶出后推料气缸10快速回位,顶升板42又上升继续接住下料气动吸盘71送来的太阳能光伏片8,一旦顶升板42上升行程开关便弹开,等待下一次的触碰。
38.具体的,如图4所示,所述顶升器40由伺服顶升电机400、传动丝杆组401、固定块402和顶升杆403组成,传动丝杆组401的一端固定在伺服顶升电机400的输出轴上、另一端固定在底座1内壁上,传动丝杆组401也可以替换为伺服模组,所述固定块402卡在传动丝杆组401上(或者伺服模组的滑轨上),所述顶升杆403竖直固定在固定块402上,顶升板42固定在顶升杆403的顶端。顶升杆403在上升下降的过程中不断的穿梭于顶料孔之间,在动力机构的带动下顶升杆403不断上升或下降,将顶升板42带动着上下移动,伺服顶升电机400正转顶升板42上升,伺服顶升电机400反转顶升板42下降,上升下降根据传感器的检测情况进行,并且上料组件4的上升情况要根据上料气动吸盘61的搬运频率来设定,下料组件5的下降情况要根据下料气动吸盘71的搬运频率来设定,具体可采用plc程序来控制。
39.如图5、图6、图7所示,为了上料气动吸盘将太阳能光伏片放在切割平台上或者旋转台上,不会移动或者因为旋转而做离心运动,所述切割平台3为矩形形状,在其四个正方位侧设有滑槽,在滑槽内活动安装有夹紧结构15,所述夹紧结构15由燕尾槽托板150(现有技术)、推进气缸151和夹紧板152组成,燕尾槽托板150朝着旋转台144的中心安装,所述推进气缸151的缸体安装在燕尾槽托板150上、缸轴朝向旋转台144方向,所述夹紧板152安装在推进气缸151的缸轴上。夹紧板152的底面要紧贴与切割平台3的台面,光伏片比较薄,要确保推进气缸151推过去的时候夹紧光伏片。燕尾槽托板150的移动方向设有刻度,手动摇动燕尾槽托板150的摇手,根据刻度调节四个方位燕尾槽托板150的相对距离,确保推进气缸151之间的间距相等,推进气缸151伸出后夹紧板152将正中间位置的光伏板夹紧,这样在旋转台144旋转调整相对于激光切割器12的切割位置时光伏板不会因为离心运动而移位,由圆形光伏板切割出来的异形光伏板大小才能一致。
40.优选的,所述旋转调位孔31截面呈直角转角的ㄣ字形,在其水平位置安装有顶端呈圆弧形的支撑柱32,旋转台144的边沿下平面与支撑柱32的顶端接触。旋转台144在旋转时除了齿轮轴143的支撑,其边沿由支撑柱32支撑,增加其旋转时的稳定性。
41.具体工作时,上料组件4的顶升板42上升,将等待切割的太阳能光伏板8逐步往上顶起,上料气动吸盘61从上料组件4的顶升板42上吸附一个太阳能光伏板8,在伺服移动导轨一组60的驱动下,移动至切割架2的右侧切割平台3处,切割平台3并排设置两组,将光伏
片放在两组切割平台3上,切割机进行激光切割,切割好其中一组后,下料组件5的下料气动吸盘71就讲切割好的太阳能光伏板8吸走至下料组件5内堆放好。在这个期间,上料气动吸盘61同时在工作,放置一个等待切割的太阳能光伏片8至刚被取走光伏片的切割平台3上,之后循环交替进行,激光切割机就会不停止的高效率完成切割工作。
42.在工作时,纵向定位轨道13不仅是帮助切割平台3相对于激光切割器12进行定位,便于切割太阳能光伏片8的长度,还可以往后移动,方便下料气动吸盘抓取切割好的太阳能光伏片,一抓一放相互配合,能高效的完成上料—切割—下料的加工工序。
43.以上对本实用新型提供的太阳能光伏片的激光切片机进行了详细介绍。具体实施例的说明只是用于帮助理解本实用新型的方法及其核心思想,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1