一种钛合金激光填丝焊接气体保护装置
1.本实用新型涉及激光焊接吹气保护技术领域,具体涉及一种钛合金激光填丝焊接气体保护装置。
背景技术:
2.钛合金因其有许多独特的优良性能,如抗拉强度高,高低温性能好,耐腐蚀及高的比强度和比刚度,在航空航天、医疗、汽车、军事、石油化工、核工业等领域得到了广泛应用。随着钛合金的广泛应用,其焊接问题也变得日益突出。钛合金在高温下易吸收空气中的氮、氢、氧等气体,这些气体将与钛合金反应形成脆性相,严重影响焊接接头的质量。
3.激光自熔焊具有焊接速度快、热影响区小、焊缝成形美观等优点,但自熔焊容易导致焊缝表面咬边、不饱满等缺陷,并且对毛坯和夹具装配精度的要求较高。而激光填丝焊技术不但可以解决上述问题,而且通过填入不同材质的焊丝也可以改善焊缝的组织成分,提高接头性能。
4.通常情况下,激光填丝焊接技术因焊丝的填入,其热输入量相较于自熔焊要大,焊接速度较慢。钛合金的热传导率低、散热慢,需要进行气体保护的焊缝正面与背面热影响区范围较大。通常使用的单管吹气装置保护效果差,而拖罩气保装置又笨拙,因此需要设计结构简单,安装使用方便的焊接气体保护装置。
技术实现要素:
5.本实用新型的目的在于提供一种钛合金激光填丝焊接气体保护装置,可以实现对焊缝正面与背部的有效气体保护,从而获得成形美观,力学性能良好的钛合金激光焊接接头。
6.本实用新型为解决上诉问题所提供的技术方案为:
7.一种钛合金激光填丝焊接气体保护装置,包括正面气保装置与背面气保装置;
8.所述正面气保装置包括导气管组,导气管组包括用于吹入熔池的导气管和用于吹向焊接区域的导气管;用于吹入熔池的导气管,其朝向焊缝的一端设有u型缺口,避免导气管与激光束的接触;
9.背面气保装置包括设置在工装基座上的吹气腔,吹气腔上设有背面气保进气口,吹气腔上表面设有与吹气腔长度方向相同的条形凹槽,凹槽内设有与吹气腔内部连通的若干背面气保出气孔;若干背面气保出气孔呈排状均匀分布在凹槽内,焊接工作时,焊缝位于位于凹槽上;
10.工装基座上还设有用于压住待焊接件的工件压板。
11.作为一种优选技术方案,用于吹向焊接区域的导气管用于进气的一端弯曲,为弯导气管。
12.作为一种优选技术方案,用于吹向焊接区域的导气管至少有三根,且相邻两个弯导气管弯曲反相相反。
13.作为一种优选技术方案,构成导气管组的导气管并排紧贴,导气管与激光束呈大于45
º
倾斜夹角。
14.作为一种优选技术方案,若干背面气保出气孔有两排,分别位于焊缝两侧。
15.作为一种优选技术方案,导气管组的夹持装置包括可拆卸连接的第一夹板和第二夹板,第一夹板和第二夹板相对的面上设有与导气管组形状匹配的凹槽。
16.作为一种优选技术方案,吹气腔上表面与工装基座上表面齐平。
17.作为一种优选技术方案,导气管进气口处设有筛气滤网。
18.作为一种优选技术方案,夹持装置上设有凸出的连接块,用于正面气保装置连接固定至激光器。
19.作为一种优选技术方案,吹气腔为紫铜制备而成的吹气腔;工装基座上设有压板,压板压住待焊接件,工装压板压住压板,压板为铜压板。
20.本实用新型具有以下有益效果:
21.导气管组中,吹入熔池的导气管为紫铜制管,所开u型缺口可避免铜管与激光束的接触,其余四根吹向焊接区域的导气管为铝合金制管。所述四根铝制导气管入气口呈交替弯曲分布,便于有效地接通导气接头。
22.所述导气管设有筛气滤网,为100目铜网,防止气体紊流,使保护气体均匀地吹入焊缝区域。
23.所述铜压板与紫铜制作的吹气腔分别紧贴于焊缝正面与背面两侧,紫铜良好的导热性能可以有效地冷却焊缝,避免焊缝氧化以及焊件变形。
24.优选的,所述吹气腔上表面所开较浅凹槽,与紧贴吹气腔上表面的待焊钛板形成狭小的喷气区域,能使整个焊缝区域始终处于气体保护氛围内,以及有效地控制保护气流量的大小。
25.本实用新型的正面与背面气保装置皆通入高纯度氩气进行气体保护,能有效地满足钛合金激光填丝焊接时熔池以及焊缝的长距离气体保护,获得成形美观且力学性能良好的焊接接头。
附图说明
26.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
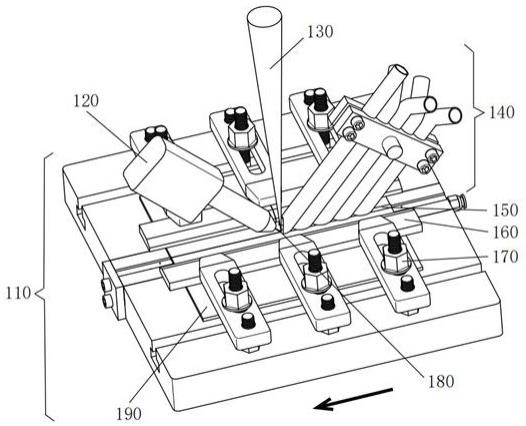
27.图1为本实用新型中,气体保护装置整体示意图;
28.图2为本实用新型中,正面气保导气管组组装图;
29.图3为本实用新型中,背面气保装置示意图;
30.图4为本实用新型中,吹气方腔示意图。
31.其中,附图标记如下所示:
32.110、背面气保装置,120、送丝枪,130、激光束,140、正面气保装置,150、焊缝,160、铜压板,170、工件压板,180、焊丝,190、待焊钛板,111、工装基座,112、t型槽,113、吹气方腔,114、方腔槽,115、背面气保进气口,116、凹槽,117、背面气保出气孔,118、螺钉,119、连接片,141、u型缺口,142、第二夹板,143、直通孔,144、第一夹板,145、螺纹孔,146、直导气
管,147、弯导气管,148、连接块,149、固定螺栓。
具体实施方式
33.一种钛合金激光填丝焊接气体保护装置,包括正面气保装置140与背面气保装置110。正面气保装置140与背面气保装置110皆与氩气供给装置连通。
34.如图1和图2所示,所述正面气保装置140包括导气管组,导气管组为一根直导气管和四根弯导气管紧贴固定组成。
35.所述导气管组呈倾斜姿态并排分布,其与激光束130呈大于45
º
倾斜夹角,靠近激光束的前端第一根吹入熔池的直导气管146下部开有u型缺口141,其余四根弯导气管147入气口(导气管上部)皆弯曲一定角度,且相邻两个弯导气管147弯曲反相相反,以便于更好地接入保护气体,上述直导气管和弯导气管入气口部分塞有100目的筛气滤网,保证焊缝熔池及焊缝150上表面吹入稳定的保护气流。
36.本实施例中,直导气管为紫铜制管,所开u型缺口可避免铜管与激光束的接触。弯导气管为铝合金制管。
37.所述导气管组的夹持装置由可拆卸式的第一夹板和第二夹板组成,所述两块夹板中部区域皆为用于与导气管组匹配从而便于与导气管组紧贴的依次连接的半圆弧形凹陷区结构。第一夹板144两端开有螺纹孔145,第二夹板142两端与第一夹板上螺纹孔位置对应的区域开有直通孔143,夹紧所述导气管时,使用四根固定螺栓149从直通孔143一端螺旋紧固至螺纹孔145,且所述第二夹板142中部背向第一夹板的面留有凸出的连接块148,用于正面气保装置140连接固定至激光器。
38.如图1、图3及图4所示,所述背面气保装置110(以下简称为背面气保)由工装基座111、工件压板170、吹气方腔113组成,所述工装基座111中部开有供所述吹气方腔113嵌入的方腔槽114,且保证吹气方腔113上表面与所述工装基座111上表面齐平。所述吹气方腔113正面有略宽于焊缝的凹槽116,所述凹槽116较浅,且凹槽116上表面开有穿透入所述吹气方腔113内腔的若干通气孔(背面气保出气孔117),若干通气孔呈两排均匀分布,且孔径较小,所述吹气方腔113一端设有通气入口作为背面气保进气口115,另一边则通过连接片119将其与工件基座111连接在一起,所述连接片119用螺钉118固定在工件基座111上,进而保证吹气方腔113的紧贴固定。夹持装置采用单边螺纹紧固的方式,整体结构简单,稳固性好。
39.所述工装基座111两边开有与吹气方腔113平行的t型槽112,工件压板设有条形孔和螺纹孔,螺纹孔位于条形孔后方;螺纹孔内设有带有螺栓,螺母头朝向放置在工件压板170上。条形孔内穿设有螺杆,螺杆的下端位于t型槽112内并设有螺母,螺杆的下端也设有螺母。将所述工件压板170固定在所述t型槽112上,通过转动工件压板170上螺母,形成杠杆支撑,固定待焊钛板190。
40.以激光填丝焊接ta15钛合金,尺寸为300mm
×
100mm
×
4mm的对接拼焊为例进行说明,将待焊钛板190保持拼焊区域呈0.3mm间隙,铜压板压在待焊钛板190前端,且工件压板170压在铜压板160上,且所述铜压板160靠近焊接区域,所述焊接区域在所述两排通气孔中线上方;送丝枪120填入焊丝180,焊丝180直径为0.3mm,为保证激光填丝焊的焊接稳定,保持送丝枪120与工件平面呈45
º‑
55
º
角,为防止钛板190的表面反射影响激光器,将激光束
130在靠近送丝枪120侧与法线方向呈6
º‑8º
角;所述正面气保装置140通过连接块148连接于激光器,保证第一根直导气管146吹入熔池,其余导气管147距离焊缝区域7-10mm,保证焊接区域上表面始终被保护气覆盖;所述正面与背面气保装置110通入高纯度的氩气进行气体保护。
41.本实施例中,所述铜压板与紫铜制作的吹气方腔分别紧贴于焊缝正面与背面两侧,紫铜良好的导热性能可以有效地冷却焊缝,避免焊缝氧化以及焊件变形。
42.本实施例中,所述吹气方腔上表面所开较浅凹槽,与紧贴所述吹气方腔上表面的待焊钛板形成狭小的喷气区域,能使整个焊缝区域始终处于气体保护氛围内,以及有效地控制保护气流量的大小。
43.本实用新型的正面与背面气保装置皆通入高纯度氩气进行气体保护,能有效地满足钛合金激光填丝焊接时熔池以及焊缝的长距离气体保护,获得成形美观且力学性能良好的焊接接头。
44.对于4mm的ta15钛合金激光填丝焊,将待焊钛板190与焊丝180经表面处理后,焊接时,选择优选焊接参数为:激光功率p为3300w,焊接速度v为160cm/min,送丝速度v’为210cm/min,离焦量为+1mm,正面气保装置140保持15l/min的气流量,背面保护气装置110保持12l/min的气流量。如图1所示,箭头所指方向为激光焊接方向。焊后,钛板190焊缝150的正面与背面均为银白色,无咬边,且力学性能优良。
45.以上仅就本实用新型的最佳实施例作了说明,但不能理解为是对权利要求的限制。本实用新型不仅局限于以上实施例,其具体结构允许有变化。凡在本实用新型独立权利要求的保护范围内所作的各种变化均在本实用新型保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1