一种切割复合纤维板材用的铣刀的制作方法
1.本实用新型涉及纤维板材切割刀具技术领域,更具体的是涉及一种切割复合纤维板材用的铣刀技术领域。
背景技术:
2.复合材料在航空、航天等工业中得到越来越多的应用。复合材料的种类很多,基体材料分金属和非金属两大类,增强材料分纤维和颗粒两大类。对复合材料进行切削加工的难度较大,一般需采用超硬刀具。
3.先加工纤维板的铣刀通常为右旋右切铣刀,而由于右旋右切铣刀的加工方式为右旋右切;在对复合纤维板的切断时,很容易在加工的过程中产生削切突变。
4.其产生的原因在于铣刀进刀时,复合纤维板的切割边呈上铣刀施加相反作用力,促使其边沿上翘,导致加工的复合纤维板的侧壁出现凹凸不平的现象,使得复合纤维板的合格率降低,影响到板材后续正常使用。
技术实现要素:
5.本实用新型的目的在于:为了解决上述技术问题,本实用新型提供一种切割复合纤维板材用的铣刀。
6.本实用新型为了实现上述目的具体采用以下技术方案:
7.一种切割复合纤维板材用的铣刀,包括铣刀刀体,所述铣刀刀体包括刀柄以及与刀柄连接的刀头,所述刀头上分别设置有第一刀片、以及与第一刀片交错安装的第二刀片,且第一刀片和第二刀片分别连接在刀头上,在所述第一刀片体表开有左旋螺纹,且在第二刀片上开有右旋螺纹;
8.其中,第一刀片的左旋螺纹之间具有凸起的第一切削刃;且第二刀片的右旋螺纹之间具体凸起的第二切削刃。
9.进一步的,所述第一刀片设置有三个,且沿刀头的周向圆周分阵列分布,且每一个第一刀片均与刀头连接为一体成型。
10.进一步的,在所述刀头上分别开有容纳第一刀片、第二刀片用的容纳槽,且第一刀片的侧面、第二刀片的侧面,分别紧贴在与之对应的容纳槽的槽壁上。
11.进一步的,所述第一刀片的端刃部分凸起于刀头末端。
12.进一步的,在第一刀片体表开的左旋螺纹形成左旋螺纹凹槽,且在第二刀片上开有右旋螺纹形成右旋螺纹凹槽,其中,左旋螺纹凹槽与右旋螺纹凹槽的横截面呈半圆形。
13.进一步的,左旋螺纹的螺旋角为1
°‑
30
°
。
14.进一步的,左旋螺纹的螺旋角为5
°
。
15.进一步的,右旋螺纹的螺旋角为1
°‑
30
°
。
16.进一步的,右旋螺纹的螺旋角为5
°
。
17.本实用新型的有益效果如下:
18.1.为解决复合纤维板加工过程中边沿上翘,在刀头的端部安装第一刀片和第二刀具,并在第一刀片体表开有左旋螺纹、第二刀片上开有右旋螺纹、将铣刀刀体在进到切割时,其左旋螺纹与右旋螺纹为复合纤维板上下两侧施加向中的作用力,继而避免复合纤维板加工过程中边沿上翘。
19.2.第一刀片与第二刀片交错安装在刀头上,目的是排除切削的碎屑,以避免碎屑对复合纤维板材的质量产生不利影响。
20.3.刀头上具有容纳第一刀片、第二刀片用的容纳槽,刀片侧面抵接在与之对应的容纳槽的槽壁上,增大受力面积,使其更稳定。
21.4.两切削刃分别与铣刀中心轴线呈一定夹角,夹角角度为1度至30度,该切削刃角度设计能解决工件铣削加工后上下表面拉飞丝状况,独特的切削刃角度设计能解决工件铣削加工后上下表面拉飞丝状况,此角度利于排除碎屑能提高刀具寿命和工件表面加工质量
附图说明
22.图1是本实用新型的整体结构示意图;
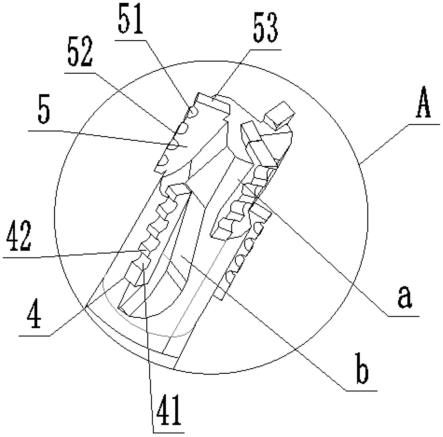
23.图2是本实用新型的图1中a处放大图;
24.图3是本实用新型的刀片固定角度示意图。
25.附图标记:1-铣刀刀体、2-刀柄、3-刀头、4-第一刀片、41-左旋螺纹、42-第一切削刃、5-第二刀片、51-右旋螺纹、52-第二切削刃、53-端刃。
具体实施方式
26.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和出示的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
27.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.实施例1
29.如图1-3所示,本实施例提供一种切割复合纤维板材用的铣刀,包括铣刀刀体1,所述铣刀刀体1包括刀柄2与刀头3,所述刀头3上分别设置有第一刀片4、以及与第一刀片4交错安装的第二刀片5,且第一刀片4和第二刀片5分别连接在刀头3上,在所述第一刀片4体表开有左旋螺纹41,且在第二刀片5上开有右旋螺纹51;其中,第一刀片4的左旋螺纹41之间具有凸起的第一切削刃42;且第二刀片5的右旋螺纹51之间具体凸起的第二切削刃52。
30.上述中为了解决复合纤维板加工过程中边沿上翘问题,因此设计在刀头3的端部安装两种刀具,分别为第一刀片4和第二刀具5,并在第一刀片4体表开有左旋螺纹41、第二刀片5上开有右旋螺纹51、将铣刀刀体1在进到切割时,第一刀片4和第二刀片5同时转动,其左旋螺纹41与右旋螺纹51为复合纤维板上下两侧施加向中的作用力,继而避免复合纤维板加工过程中边沿上翘,同时,如图2可见第一刀片4与第二刀片5交错安装在刀头上,目的是
排除切削的碎屑,以避免碎屑对复合纤维板材的质量产生不利影响。
31.实施例2
32.本实施例基于上一实施例的基础上开展,如图2所示,所述第一刀片4设置有三个,且沿刀头3的周向圆周分阵列分布,且每一个第一刀片4均与刀头3连接为一体成型,第一刀片4与刀头3可采用焊接或磨具浇筑成为一体,亦或者采用金刚石打磨而成。
33.为了使得第一刀片4和第二刀片受力更稳定,设计在所述刀头3上分别开有容纳第一刀片4、第二刀片5用的容纳槽,其容纳槽分别为图中a和b,且第一刀片4的侧面、第二刀片5的侧面,分别紧贴在与之对应的容纳槽的槽壁上,刀头在转动时,第一刀片4侧面抵接在槽a的槽壁上、第二刀片5侧面抵接在槽b的槽壁上。
34.进一步的,所述第一刀片4的端刃53部分凸起于刀头3末端,便于进刀时打孔开槽。
35.进一步的,在第一刀片4体表开的左旋螺纹41形成左旋螺纹41凹槽,且在第二刀片5上开有右旋螺纹51形成右旋螺纹51凹槽,其中,左旋螺纹41凹槽与右旋螺纹51凹槽的横截面呈半圆形,截面呈半圆形的凹槽为碎屑槽。左旋螺纹41的螺旋角为1
°‑
30
°
其螺旋角为5
°
最佳
°
,同时,右旋螺纹51的螺旋角为1
°‑
30
°
其螺旋角为5
°
最佳,其第一切削刃42与第二切削刃52分别与铣刀中心轴线呈一定夹角,因此,如图3可见角度x和角度y,第一刀片4和第二刀片5的角度相反,独特的切削刃角度设计能解决工件铣削加工后上下表面拉飞丝状况,此角度利于排除碎屑、且能提高刀具寿命和工件表面加工质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1