带有导向功能的加工深孔产品用工装的制作方法
1.本实用新型涉及深孔产品加工技术领域,具体为带有导向功能的加工深孔产品用工装。
背景技术:
2.在工件的加工过程中,通常需要进行深孔加工,深孔加工,就是孔的长度与孔的直径比大于6的孔,深孔加工一般深孔多数情况下深径比l/d≥100,如油缸孔、轴的轴向油孔,空心主轴孔和液压阀孔等等,深孔加工在模具行业有了广泛的应用,解决了模具加工中普通钻床无法解决的细孔和长孔,有效降低了模具的加工成本,而在深孔加工的过程中通常需要进行导向,以保证加工的精准性,因此需要使用到带有导向功能的加工深孔产品用工装以便满足加工需求。
3.经检索,专利公告号为cn206010487u公开一种深孔加工定位导向套工装,其特征在于:下支撑架与机床导轨面进行联接,上支撑架位于下支撑架上端面且上支撑架通过调整锁紧螺丝均匀固定工件,多块定位块分布在上支撑架和下支撑架构成的内孔壁上。
4.现有的带有导向功能的加工深孔产品用工装存在的缺陷是:
5.1、目前的加工深孔产品用工装没有较好的导向功能,在对工件进行深孔加工时容易发生偏移的情况,不能较为方便的进行直线加工,降低了加工效率;
6.2、一般的加工深孔产品用工装操作较为复杂,没有较好的定位结构,不方便工作人员将工件进行定位,导致在加工时容易使工件产生晃动,降低了加工产品的精度,为此我们提出带有导向功能的加工深孔产品用工装来解决现有的问题。
技术实现要素:
7.本实用新型的目的在于提供带有导向功能的加工深孔产品用工装,以解决上述背景技术中提出的问题。
8.为实现上述目的,本实用新型提供如下技术方案:带有导向功能的加工深孔产品用工装,包括第一工件本体、底座和深孔导向套,所述底座的顶部固定安装有第一固定座,所述第一固定座的顶部分别固定安装有第一导向架与第二导向架,所述第一固定座一侧的底座上固定安装有第二固定座,所述第二固定座的顶部固定安装有第三导向架,所述第三导向架与第一导向架以及第二导向架的内部皆设置有深孔导向套,所述第一导向架与第二导向架以及第三导向架的外侧限位固定有第一工件本体,所述第一工件本体的底部设置有第二工件本体,所述第一固定座一侧的底座上固定安装有与第二工件本体配合的第二定位座。
9.通过第二定位座能够较为方便的对第二工件本体进行定位安装,能够有效的在加工过程中不易产生晃动的情况,增加稳定性,有效的提高了产品加工精度,方便实用,用第一固定座能够方便将第一导向架与第二导向架进行固定,通过第二固定座能够方便将第三导向架进行固定,通过第一导向架与第二导向架以及第三导向架内的深孔导向套能够方便
进行直线加工,有效的降低了在加工时容易产生偏移的情况,提高了加工效率。
10.优选的,所述第一固定座前端与后端的底座上皆固定安装有第二限位块,且第二限位块上设置有第二螺栓孔。通过第二限位块能够方便对第一固定座进行限位固定,使第一固定座能够不易发生偏移,提高了第一固定座的稳定性,通过使用螺栓利用第二螺栓孔能够方便将第二限位块与底座之间进行固定。
11.优选的,所述第二固定座前端与后端的底座上皆固定安装有第一限位块,且第一限位块上设置有第一螺栓孔。通过第一限位块能够方便对第二固定座进行限位固定,使第二固定座不易产生偏移与晃动,提高了稳定性,通过使用螺栓利用第一螺栓孔能够方便将第一限位块与底座之间进行固定。
12.优选的,所述第二固定座一侧的底座上固定安装有支撑座,且支撑座与第二工件本体之间通过限位座限位固定。通过限位座能够方便对第一工件本体进行限位固定,通过支撑座能够方便进行支撑。
13.优选的,所述第二固定座一侧的底座上固定安装有第一定位座,第一定位座与第二定位座上皆设置有定位孔,第二工件本体的底部设置有与定位孔配合的定位柱。通过将定位柱插入定位孔内,能够较为方便的对第二工件本体进行定位安装。
14.优选的,所述底座上分别设置有第一固定孔与第二固定孔。通过使用螺栓利用第二固定孔与第一固定孔能够方便将底座固定在合适位置,提高了便捷性。
15.与现有技术相比,本实用新型的有益效果是:
16.1、通过设置有第一导向架、第二导向架、第三导向架与深孔导向套之间的相互配合,能够有效的在进行深孔加工时不易发生偏移的情况,可以较为方便的进行直线加工,提高了加工效率。
17.2、通过设置有第二定位座、第一定位座与支撑座之间的相互配合,能够较为方便的对第一工件本体以及第二工件本体进行定位,方便进行限位固定,在进行加工时不易产生晃动的情况,增加稳定性,有效的提高了产品加工精度。
附图说明
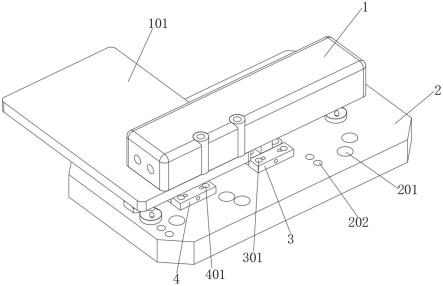
18.图1为本实用新型的正面外观立体主视图;
19.图2为本实用新型的底座立体结构示意图;
20.图3为本实用新型的第一工件本体仰视结构示意图;
21.图4为本实用新型的底座俯视结构示意图。
22.图中:1、第一工件本体;101、第二工件本体;102、定位柱;2、底座;201、第一固定孔;202、第二固定孔;3、第一限位块;301、第一螺栓孔;4、第二限位块;401、第二螺栓孔;5、第一定位座;6、第二定位座;601、定位孔;7、第一固定座;701、第一导向架;702、第二导向架;8、第二固定座;801、第三导向架;802、深孔导向套;9、支撑座;901、限位座。
具体实施方式
23.下文结合附图和具体实施例对本实用新型的技术方案做进一步说明。
24.实施例一
25.如图1-4所示,本实用新型提出的带有导向功能的加工深孔产品用工装,包括第一
工件本体1、底座2和深孔导向套802,底座2的顶部固定安装有第一固定座7,第一固定座7的顶部分别固定安装有第一导向架701与第二导向架702,第一固定座7一侧的底座2上固定安装有第二固定座8,第二固定座8的顶部固定安装有第三导向架801,第三导向架801与第一导向架701以及第二导向架702的内部皆设置有深孔导向套802,第一导向架701与第二导向架702以及第三导向架801的外侧限位固定有第一工件本体1,第一工件本体1的底部设置有第二工件本体101,第一固定座7一侧的底座2上固定安装有与第二工件本体101配合的第二定位座6,第二固定座8一侧的底座2上固定安装有第一定位座5,第一定位座5与第二定位座6上皆设置有定位孔601,第二工件本体101的底部设置有与定位孔601配合的定位柱102,第二固定座8一侧的底座2上固定安装有支撑座9,且支撑座9与第二工件本体101之间通过限位座901限位固定。
26.基于实施例1的带有导向功能的加工深孔产品用工装工作原理是:通过将定位柱102插入定位孔601内,能够较为方便的对第二工件本体101进行定位安装,通过限位座901能够方便对第一工件本体1进行限位固定,通过支撑座9能够方便进行支撑,能够有效的在加工过程中不易产生晃动的情况,增加稳定性,有效的提高了产品加工精度,方便实用,利用第一固定座7能够方便将第一导向架701与第二导向架702进行固定,通过第二固定座8能够方便将第三导向架801进行固定,通过第一导向架701与第二导向架702以及第三导向架801内的深孔导向套802能够方便进行直线加工,有效的降低了在加工时容易产生偏移的情况,提高了加工效率。
27.实施例二
28.如图1-4所示,本实用新型提出的带有导向功能的加工深孔产品用工装,相较于实施例一,本实施例还包括:第一固定座7前端与后端的底座2上皆固定安装有第二限位块4,且第二限位块4上设置有第二螺栓孔401,第二固定座8前端与后端的底座2上皆固定安装有第一限位块3,且第一限位块3上设置有第一螺栓孔301,底座2上分别设置有第一固定孔201与第二固定孔202。
29.本实施例中,通过第二限位块4能够方便对第一固定座7进行限位固定,使第一固定座7能够不易发生偏移,提高了第一固定座7的稳定性,通过使用螺栓利用第二螺栓孔401能够方便将第二限位块4与底座2之间进行固定,通过第一限位块3能够方便对第二固定座8进行限位固定,使第二固定座8不易产生偏移与晃动,提高了稳定性,通过使用螺栓利用第一螺栓孔301能够方便将第一限位块3与底座2之间进行固定,通过使用螺栓利用第二固定孔201与第一固定孔202能够方便将底座2固定在合适位置,提高了便捷性。
30.上述具体实施例仅仅是本实用新型的几种优选的实施例,基于本实用新型的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的改进和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1