一种传输稳定避免错位的悬臂送丝机的制作方法
1.本实用新型涉及悬臂送丝机技术领域,具体为一种传输稳定避免错位的悬臂送丝机。
背景技术:
2.送丝是焊接过程中非常重要的一个操作环节,手工氩弧焊焊接的送丝方法多采用焊工手指捻动焊丝来完成送丝过程,焊工操作送丝时非常不方便,因此现有的焊接一般是利用自动送丝机进行送丝操作,自动送丝机是一种在微电脑控制下,可以根据设定的参数连续稳定的送出焊丝的自动化送丝装置,而电动悬臂送丝机是送丝机的一种类型。
3.现有的悬臂送丝机在使用过程中,一般是直接将线路固定在悬臂处,但一般的连接线都比较长,送丝机在工作过程中,容易出现被连接线干扰的现象,为此,我们提出一种传输稳定避免错位的悬臂送丝机。
技术实现要素:
4.本实用新型的目的在于提供一种传输稳定避免错位的悬臂送丝机,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种传输稳定避免错位的悬臂送丝机,包括支撑主杆和线束安装组件,所述支撑主杆的上方右侧安装有悬臂,且悬臂的下方设置有安装块,所述安装块的底端固定连接有伸缩柱,所述线束安装组件设置于伸缩柱的底端,所述线束安装组件包括安装头、连接杆一、线束收纳钩、连接杆二和连接杆三,且安装头的下方前端设置有连接杆一,所述连接杆一的左侧后端设置有连接杆二,且连接杆一的下方连接有线束收纳钩,所述连接杆二的左侧前端设置有连接杆三。
6.进一步的,所述悬臂的下方端部右侧安装有连接头,且连接头的内侧设置有焊丝收纳圈。
7.进一步的,所述悬臂的顶端左侧连接有立杆,且立杆的上方设置有限位组件,所述限位组件包括紧固套、螺纹杆和挤压板,且紧固套的内部螺纹连接有螺纹杆,所述螺纹杆的下方连接有挤压板。
8.进一步的,所述悬臂的顶端右侧设置有安装管,且安装管的右侧连接有万向定型软管,所述万向定型软管的右侧连接有吸烟口。
9.进一步的,所述安装管与万向定型软管相互连通,且万向定型软管与吸烟口紧密贴合。
10.进一步的,所述挤压板的剖面俯视为圆形状,且挤压板与螺纹杆焊接一体化。
11.进一步的,所述线束收纳钩为c字形,且线束收纳钩关于连接杆一的中垂线呈等距离分布。
12.本实用新型提供了一种传输稳定避免错位的悬臂送丝机,具备以下有益效果:该传输稳定避免错位的悬臂送丝机,采用线束收纳钩的设置,使得悬臂送丝机在使用过程中,
可以将连接线与线束收纳钩固定在一起,从而避免出现连接线固定在悬臂前端的现象,进而使得悬臂在移动过程中更加的灵活。
13.1、本实用新型安装管与万向定型软管相互连通的设置,使得吸尘设备所连接的吸尘管与安装管进行连接后,吸烟口所吸附的焊接产生的烟尘就可通过万向定型软管输送进安装管内,从而完成对烟尘的吸附工作,同时吸烟口在吸附过程中,可以利用万向定型软管可任意弯曲的设计,灵活的调节自身的位置,从而方便操作人员进行工作,悬臂送丝机是一种微电脑式电动送丝设备,与现有的自动式送丝机原理相同,都具有连续送丝及断续送丝功能,可以保证焊丝稳定传输,操作人员操控支撑主杆前端的智能控制屏时,悬臂左侧下方所连接的液压伸缩杆,就可通过自身的伸缩,将悬臂调整至合适的位置,从而避免出现连接头内部的送机机构出现送丝错位的现象。
14.2、本实用新型挤压板与螺纹杆焊接一体化的设置,使得操作人员握住螺纹杆进行转动时,螺纹杆就可带动挤压板进行上下移动,挤压板在移动过程中,就可调节紧固套内部的空间,使得紧固套可以对不同直径的吸尘管进行限位,悬臂送丝机在工作过程中,安装管需要与吸尘管道进行连接时,首先将吸尘管道从紧固套的内部穿过,然后再握住螺纹杆进行转动,一直将挤压板的位置调节至与吸尘管道的上表面处于贴合的状态后,就可完成对吸尘管的限位,从而方便悬臂送丝机进行使用。
15.3、本实用新型安装头、连接杆一、连接杆二和连接杆三四者两两相铰接的方式,使得操作人员对悬臂送丝机所连接的连接线进行固定时,可以根据固定需求,任意调节连接杆一、连接杆二和连接杆三三者的位置,从而增强了连接线固定的灵活度,连接线需要进行固定时,将连接杆一、连接杆二和连接杆三三者位置调节完成后,再将连接线挂在对应位置的线束收纳钩上后,利用固定绳将连接线与线束收纳钩固定在一起后,就可完成对连接线的固定,线束收纳钩对连接线进行固定的方式,可以避免出现连接线干扰悬臂移动的现象。
附图说明
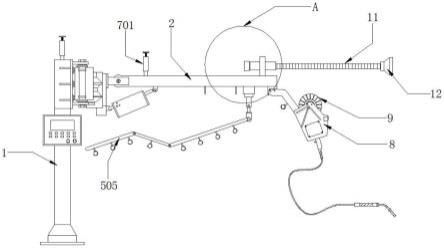
16.图1为本实用新型一种传输稳定避免错位的悬臂送丝机的整体结构示意图;
17.图2为本实用新型一种传输稳定避免错位的悬臂送丝机的图1中a处放大结构示意图;
18.图3为本实用新型一种传输稳定避免错位的悬臂送丝机的紧固套和螺纹杆侧视结构示意图;
19.图4为本实用新型一种传输稳定避免错位的悬臂送丝机的安装头和连接杆一放大结构示意图。
20.图中:1、支撑主杆;2、悬臂;3、安装块;4、伸缩柱;5、线束安装组件;501、安装头;502、连接杆一;503、线束收纳钩;504、连接杆二;505、连接杆三;6、立杆;7、限位组件;701、紧固套;702、螺纹杆;703、挤压板;8、连接头;9、焊丝收纳圈;10、安装管;11、万向定型软管;12、吸烟口。
具体实施方式
21.如图1-3所示,一种传输稳定避免错位的悬臂送丝机,包括支撑主杆1和线束安装组件5,支撑主杆1的上方右侧安装有悬臂2,悬臂2的下方端部右侧安装有连接头8,且连接
头8的内侧设置有焊丝收纳圈9,悬臂2的顶端左侧连接有立杆6,且立杆6的上方设置有限位组件7,限位组件7包括紧固套701、螺纹杆702和挤压板703,且紧固套701的内部螺纹连接有螺纹杆702,螺纹杆702的下方连接有挤压板703,挤压板703的剖面俯视为圆形状,且挤压板703与螺纹杆702焊接一体化,挤压板703与螺纹杆702焊接一体化的设置,使得操作人员握住螺纹杆702进行转动时,螺纹杆702就可带动挤压板703进行上下移动,挤压板703在移动过程中,就可调节紧固套701内部的空间,使得紧固套701可以对不同直径的吸尘管进行限位,悬臂送丝机在工作过程中,安装管10需要与吸尘管道进行连接时,首先将吸尘管道从紧固套701的内部穿过,然后再握住螺纹杆702进行转动,一直将挤压板703的位置调节至与吸尘管道的上表面处于贴合的状态后,就可完成对吸尘管的限位,从而方便悬臂送丝机进行使用,悬臂2的顶端右侧设置有安装管10,且安装管10的右侧连接有万向定型软管11,万向定型软管11的右侧连接有吸烟口12,安装管10与万向定型软管11相互连通,且万向定型软管11与吸烟口12紧密贴合,安装管10与万向定型软管11相互连通的设置,使得吸尘设备所连接的吸尘管与安装管10进行连接后,吸烟口12所吸附的焊接产生的烟尘就可通过万向定型软管11输送进安装管10内,从而完成对烟尘的吸附工作,同时吸烟口12在吸附过程中,可以利用万向定型软管11可任意弯曲的设计,灵活的调节自身的位置,从而方便操作人员进行工作,悬臂送丝机是一种微电脑式电动送丝设备,与现有的自动式送丝机原理相同,都具有连续送丝及断续送丝功能,可以保证焊丝稳定传输,操作人员操控支撑主杆1前端的智能控制屏时,悬臂2左侧下方所连接的液压伸缩杆,就可通过自身的伸缩,将悬臂2调整至合适的位置,从而避免出现连接头8内部的送机机构出现送丝错位的现象。
22.如图4所示,且悬臂2的下方设置有安装块3,安装块3的底端固定连接有伸缩柱4,线束安装组件5设置于伸缩柱4的底端,线束安装组件5包括安装头501、连接杆一502、线束收纳钩503、连接杆二504和连接杆三505,且安装头501的下方前端设置有连接杆一502,连接杆一502的左侧后端设置有连接杆二504,且连接杆一502的下方连接有线束收纳钩503,连接杆二504的左侧前端设置有连接杆三505,线束收纳钩503为c字形,且线束收纳钩503关于连接杆一502的中垂线呈等距离分布,安装头501、连接杆一502、连接杆二504和连接杆三505四者两两相铰接的方式,使得操作人员对悬臂送丝机所连接的连接线进行固定时,可以根据固定需求,任意调节连接杆一502、连接杆二504和连接杆三505三者的位置,从而增强了连接线固定的灵活度,连接线需要进行固定时,将连接杆一502、连接杆二504和连接杆三505三者位置调节完成后,再将连接线挂在对应位置的线束收纳钩503上后,利用固定绳将连接线与线束收纳钩503固定在一起后,就可完成对连接线的固定,线束收纳钩503对连接线进行固定的方式,可以避免出现连接线干扰悬臂2移动的现象。
23.综上,该传输稳定避免错位的悬臂送丝机,使用时,首先根据图1和图4所示,操作人员需要对连接线进行固定时,首先根据连接线的安装需求,判断安装头501的高度是否需要调整,安装头501需要进行调整时,首先握住伸缩柱4前端的螺栓,将螺栓顺时针旋转出一定的长度后,伸缩柱4就处于可伸缩的状态,然后再握住安装头501,在伸缩柱4的作用下,将安装头501的高度调整至对应的位置后,再将螺栓逆时针旋转至原来的位置,然后根据需求,利用安装头501、连接杆一502、连接杆二504和连接杆三505四者两两相铰接的方式,将连接杆一502、连接杆二504和连接杆三505三者位置调节至合适的位置后,再将连接线挂在对应位置的线束收纳钩503上后,之后利用固定绳将连接线与线束收纳钩503固定在一起,
就可完成对连接线的固定,悬臂送丝机是一种微电脑式电动送丝设备,与现有的自动式送丝机原理相同,都具有连续送丝及断续送丝功能,可以保证焊丝稳定传输,操作人员操控支撑主杆1前端的智能控制屏时,悬臂2左侧下方所连接的液压伸缩杆,就可通过自身的伸缩,将悬臂2调整至合适的位置,从而避免出现连接头8内部的送机机构出现送丝错位的现象,在焊接过程中,需要对焊接烟尘进行吸附时,根据图2和图3所示,首先将吸尘管道从紧固套701的内部穿过,然后再将吸尘设备所连接的吸尘管与安装管10进行连接,之后再握住螺纹杆702进行转动,一直将挤压板703的位置调节至与吸尘管道的上表面处于贴合的状态后,就可完成对吸尘管的限位,之后启动吸尘设备,吸烟口12所吸附的焊接产生的烟尘就可通过万向定型软管11输送进安装管10内,从而完成对烟尘的吸附工作,同时吸烟口12在吸附过程中,可以利用万向定型软管11可任意弯曲的设计,灵活的调节自身的位置,从而方便操作人员进行工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1