超薄微热管的集成打标装置的制作方法
1.本实用新型涉及微热管制造技术,尤其是一种超薄微热管的集成打标装置。
背景技术:
2.微热管传热技术是微电子设备使用的其中一个高效散热解决方案,是一种高效相变传热元件,具有高导热率、体积小、重量轻的特点,还具有良好的等温性。由于无需额外电力驱动,各个部分均可以强化传热,这些优良的热性能和高效的传热效率使得微热管成为当前高热流密度微电子设备散热的理想元件。微热管的结构形式有多种,其中粉末烧结型广泛应用于各种便携性需求大的电子设备当中。在粉末烧结型微热管生产制造过程中,需要在圆管中灌装铜粉和烧结后进行压扁成型,而压扁工艺进行时微热管是已经密封完毕的,操作者不能在外观上判断内部吸液芯的所在方向,所以现有的一些生产超薄微热管工艺中,基本的做法就是每拔一根热管芯棒就顺便用油性笔在吸液芯所在方向的热管外壁做一处记号,这种方法的优点就是不用新添工艺和设备,适合少批量的试产,但缺点是定位精度低、速度慢效率差,而且所标记号在后续工艺中很容易被误擦除,导致压扁方向偏移。
技术实现要素:
3.本实用新型的目的是为了解决上述问题,提供一种超薄微热管的集成打标装置,它在压扁工艺之前进行部分压扁,预先标志,确定标准方位,避免后续成型偏差,提高优质成品率。
4.本实用新型的上述技术问题主要是通过下述技术方案得以解决的:一种超薄微热管的集成打标装置,包括位于工作平台上的主基板,其特征是所述主基板上设有容纳微热管的容置槽,在主基板的两边分别设有头部限位板和尾部限位板,头部限位板和尾部限位板中均设有高度小于微热管相对位置直径的容置槽;主基板部位配有固定气缸,尾部限位板部位设有一次打标压模,头部限位板部位设有二次打标压模;在头部限位板的外侧设有芯棒定位装置。
5.前述的超薄微热管的集成打标装置中,作为优选,所述芯棒定位装置安装在滑轨上;头部限位板的外侧工作平台上开设有功能处理接入口。
6.前述的超薄微热管的集成打标装置中,作为优选,所述芯棒定位装置中设有勾联体,勾联体与微热管灌装吸液芯用的芯棒头部配合。
7.前述的超薄微热管的集成打标装置中,作为优选,所述一次打标压模由尾部气缸驱动;二次打标压模由头部气缸驱动。
8.前述的超薄微热管的集成打标装置中,作为优选,所述主基板上的容置槽长度小于微热管长度。
9.前述的超薄微热管的集成打标装置中,作为优选,主基板上设有一组容纳微热管的容置槽,头部限位板和尾部限位板的容置槽数量与主基板上的相等。
10.前述的超薄微热管的集成打标装置中,作为优选,所述芯棒定位装置部位设有快
速找正装置。
11.前述的超薄微热管的集成打标装置中,作为优选,所述尾部限位板中的容置槽长度小于微热管尾端缩口部位长度。
12.前述的超薄微热管的集成打标装置中,作为优选,所述主基板部位配设的固定气缸驱动固定压板,固定压板包括金属底条以及固定在金属底条上的软质胶条。
13.前述的超薄微热管的集成打标装置中,作为优选,所述勾联体为t型槽结构,t型槽与微热管灌装吸液芯用的芯棒头部间隙配合。
14.本技术方案设计的打标工艺是专门为在烧结完的微热管上为之后的压扁成型工艺做的压扁方向标志的过程。利用芯棒与已烧结后的微热管内孔配合的特征,把芯棒留于微热管之外部分作为定位判别对象。以工作平台上的主基板为微热管水平定位支撑体,由主基板的两边的头部限位板和尾部限位板分别对微热管头、尾两端进行定位,然后设定动作程序由一次打标压模和二次打标压模分别进行预压扁打标,提供明显、标准位置精度的压扁工艺标识。
15.头部限位板外侧的芯棒定位装置安装在滑轨上,通过其中设置的勾联体定位芯棒一端,并依靠芯棒定位装置在滑轨上的移动使得芯棒及微热管沿主基板容置槽方向换位,获得上料、灌注液态工质、一次除气抽真空、二次除气定长、卸料等功能性作业的空间,其中微热管灌液、封口等工序由专用设备利用工作平台上开设的功能处理接入口来完成。
16.本方案动力驱动以气缸为优选,速度快效率高,可实现等量自动化作业。且主基板的驱动固定压板设有金属底条和软质胶条,既具有足够的强度压紧工件,又能保护微热管表面不受损伤。当然也可采用液压、电气等驱动机构来实现。主基板上的容置槽长度一般为微热管长度的一半以上,以保证稳定性要求,两端留出压扁打标空间。而尾部限位板中的容置槽长度小于微热管尾端缩口长度,避免压扁打标时对芯棒底端与微热管缩口配合处的影响。
17.通过本方案一组容纳微热管容置槽的设置,可能实现批量生产。
18.另外,通过对芯棒定位装置部位的快速找正机构的设计,可以提高对芯棒包括微热管的快速找正。
19.与现有技术相比,本实用新型的有益效果是:彻底改变传统打标方式的低效率、低精度、偏差大,且标识易失等缺陷,通过压扁工艺之前的局部压扁进行预先标志,给后续工艺提供标准参考基准,提高产品质量,满足批量生产。
附图说明
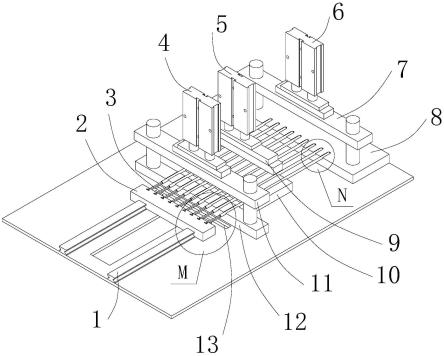
20.图1是本实用新型的一种结构示意图。
21.图2是图1中的m处局部放大结构示意图。
22.图3是图2中勾联体部位俯视结构示图。
23.图4是本实用新型的一种芯棒端部实施例结构示意图。
24.图5是图1中的n处局部放大结构示意图。
25.图中:1.滑轨,2.芯棒定位装置,3.芯棒,301.t型扣,302.芯棒主体,4.头部气缸,5.固定气缸,6.尾部气缸,7.一次打标压模,8.尾部限位板,9.固定压板,10.主基板,11.二次打标压模,12.头部限位板,13.功能处理接入口,14.微热管。
具体实施方式
26.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
27.本实施例一种超薄微热管的集成打标装置,如图1所示,设一工作平台,在工作平台上布置主基板10,主基板10上设有一组平行布置的容纳微热管14的容置槽,该部位容置槽的高度比微热管14直径略低。在主基板10的两边分别设有头部限位板12和尾部限位板8,头部限位板12和尾部限位板8中均设有一组高度小于微热管14相对位置直径的容置槽,头部限位板12和尾部限位板8的容置槽和主基板10的容置槽一一对应,对应的容置槽处于同一轴线上。
28.主基板10部位配有固定气缸5,尾部限位板8部位设有一次打标压模7,一次打标压模7由尾部气缸6驱动,头部限位板12部位设有二次打标压模11,二次打标压模11由头部气缸4驱动。固定气缸5所驱动的固定压板9上包括不锈钢金属底条和固定在不锈钢金属底条上的软质橡胶条。
29.在头部限位板12的外侧设有芯棒定位装置2,芯棒定位装置2安装在滑轨1上,芯棒定位装置2由设置在面板底部的气缸牵引移动,芯棒定位装置2中设有一组与主基板10容置槽一一对应的勾联体,勾联体与微热管14灌装吸液芯用的芯棒3头部间隙配合。勾联体优选t型槽结构,t型槽各尺寸与微热管14灌装吸液芯用的芯棒3头部t型扣301各尺寸间隙配合,如图2、图3所示。芯棒3头部结构如图4所示,由芯棒主体302和t型扣301构成,芯棒主体302是圆柱体上去除一条弦切体。
30.头部限位板12的外侧工作平台上开设有功能处理接入口13,微热管14端部恰好位于功能处理接入口13的正上方,以便进行功能性注液、焊接等作业。
31.进一步,主基板10上的容置槽长度为微热管14长度的三分之二;尾部限位板8中的容置槽长度小于微热管14尾端缩口部位长度。
32.另外,在芯棒定位装置2部位设有快速找正机构,这种快速找正机构具有一组与芯棒3头部t型扣301配合的定位面,在上料时可快速对每一支微热管14压扁方向进行限定,从而提高量化生产上料速度。
33.工作时:
34.先把芯棒定位装置2调整到远离头部限位板12一端的滑轨1上,然后摆放工件,将芯棒3头部t型扣301嵌入芯棒定位装置2的勾联体t型槽中,注意应使芯棒3平端向上。
35.随后芯棒定位装置2沿滑轨1向尾部限位板8方向移动,至微热管14尾部达到限位处位置。
36.固定气缸5下压,对工件进行固定。
37.由芯棒定位装置2将芯棒3拉出一段距离后,一次打标压模7在尾部气缸6作用下下压,将微热管14尾部压扁至成型的最终尺寸,作为一次打标。
38.芯棒定位装置2再次移动将芯棒3完全拉出,缩颈、除气、灌注、冷焊等装置由功能处理接入口伸出,对微热管14头部进行处理,处理完成后各装置自动归位。
39.二次打标压模11在头部气缸4作用下下压,将微热管14头部压扁至成型的最终高低尺寸,作为二次打标。
40.各气缸回升,取出工件。
41.上述实施例是对本实用新型的说明,不是对本实用新型的限定,微热管任何对本
实用新型的简单变换后的结构等均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1