一种自适应焊缝跟踪的随行压轮激光焊接工具的制作方法
1.本实用新型属于激光焊接工具,具体涉及一种自适应焊缝跟踪的随行压轮激光焊接工具。
背景技术:
2.在激光焊接操作过程中,为了满足两块待焊工件之间的激光拼焊的质量要求,实现待焊接位置的精度装夹,控制二者之间的间隙应小于0.05mm,因此,在焊接工具中往往会设置一个压轮来提高焊接精度。
3.关于激光焊接工具,现有技术中一种具有自适应焊缝跟踪的激光钎焊和激光熔焊一体装置(申请公布号:cn 112496540 a)公开了光学焊缝跟踪模块的相应的结构,其中主要包括ptn旋转模块。对于ptn旋转模块,现有技术公开了一种气动焊缝跟踪旋转结构(授权公开号:cn 214867881 u),详细介绍有该模块的内部结构。
4.在激光焊接工具的压轮设计,现有技术缺乏对其的自动化控制,一般多采用简单的机械机构,硬装设计,不能很好的调节,其次是不能实现跟踪联动,不能实现自动跟随。
技术实现要素:
5.实用新型目的:针对上述现有激光焊接工具中压力设计的不足,本实用新型提供一种自适应焊缝跟踪的随行压轮激光焊接工具。
6.技术方案:一种自适应焊缝跟踪的随行压轮激光焊接工具,包括光纤耦合器、准直模块、ptn旋转模块、光束转折模块、ta伸缩臂模块、焊丝引导模块和控制器,所述工具在ptn旋转模块上设置有随行压轮机构,随行压轮机构通过安装板与ptn旋转模块连接固定,安装板上固定有气缸和导轨,气缸的伸缩杆驱动背板沿导轨上下移动,背板的底端连接有压轮。
7.进一步的,所述的随行压轮机构还设有限位机构,包括限位气缸、限位滑块和限位螺栓,限位气缸通过控制限位滑块在背板上沿水平方向移动,限位螺栓通过导轨顶端的固定板螺纹连接,限位气缸在控制限位滑块凸出时,限位螺栓向下与限位滑块相抵。
8.所述随行压轮机构中,背板上设有限位传感器用于检测限位气缸控制的限位块是否移动到位;背板上还设有下限位检测传感器,用于在驱动压轮到达下限位时触发。
9.更进一步的,所述的背板上设有限位传感器和下限位检测传感器的工作指示灯,在压轮达到相应的位置时,对应的传感器指示灯点亮。
10.所述的背板上设有沿导轨滑动的滑块,滑块沿固定的导轨移动。
11.更进一步的,所述压轮通过连接板固定在背板的底端,通过连接板的安装更加的方便拆装和调节、维护。
12.有益效果:与现有技术相比,本实用新型所提供的工具中,通过ptn旋转模块安装有随行压轮机构,该机构采用气动的方式控制,并且设有限位机构,在传感器的配合下可以提高操控性,有效保障焊接质量。
附图说明
13.图1是自适应焊缝跟踪的激光焊接工具结构示意图;
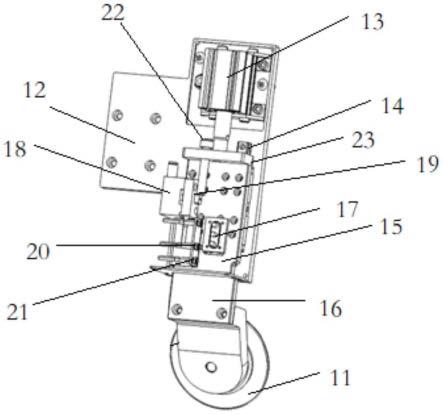
14.图2是本实用新型所述随行压轮机构的结构示意图。
15.图中,1、光纤耦合器,2、准直模块,3、ptn旋转模块,4、光束转折模块,5、变聚焦单元,6、ta伸缩臂模块,7、保护镜片单元,8、grossjet模块,9、45
°
转角模块,10、压轮控制单元,11、压轮,12、安装板,13、气缸,14、导轨,15、背板,16、连接板,17、传感器工作指示灯,18、限位气缸,19、限位滑块,20、限位传感器,21、下限位传感器,22、限位螺栓,23、限位板。
具体实施方式
16.为了详细的说明本实用新型公开的技术方案,下面结合说明书附图做进一步的描述。
17.如图1所示的是一种自适应焊缝跟踪的激光焊接工具,为了实现焊接的自适应跟踪,该焊接工具主要包括用于连接激光源的光纤耦合器1,激光经过光纤耦合器1之后进入到准直模块2中,进而通过光束转折模块4和45
°
转角模块9实现光束的转折向下,对于光束转折模块4和45
°
转角模块9的作用在实际应用中将激光束进行90
°
的路径转变。之后激光束通过变聚焦单元5形成光斑,通过不同的功率控制实现焊接,在激光填丝熔焊中,包括通过ta伸缩臂模块6设置的引导模块,采用焊丝做引导实现焊缝跟踪,在激光熔焊时,通过ta伸缩臂模块6设置引导模块,采用针来实现引导功能。
18.包括焊枪等结构,激光经过变聚焦单元5后,包括在其下方设置保护镜片单元7和grossjet模块8,grossjet模块又称气刀。现有技术中,也存在直接在气刀的下面设置压轮等,但是因为连接受力等诸多问题,无法保证焊接质量的同时也不具备自适应调节作用。
19.根据自适应焊缝跟踪的激光焊接工具的基本机构,本实用新型在控制激光焊接工具旋转动作的ptn模块3中设置有随行压轮机构。
20.结合图2,随行压轮机构通过安装板12安装,固定在ptn旋转模块3上,包括随行压轮机构的本体10。进一步的,安装板12与ptn旋转模块3之间固定,安装板12的顶部设有气缸13,气缸13连接压缩空气进行操作,气缸13的伸缩杆向下连接背板15,背板15的背面设有滑块,滑块沿导轨14运动,导轨14固定在安装板12上,优选的设置两组或以上,使得背板15的运动更加稳定,且保证背板15在上下移动的过程中沿直线行进,提高了控制精度。背板15连接气缸13的伸缩杆,气缸13则控制背板15的上下移动,实际应用中为垂直向下运动,背板15的底端设置压轮11,压轮11与待焊接的工件接触,进行工件之间的夹持整平作用。采用气缸13控制,其控制更加自动、精细化。进一步的指出,对于压轮11与背板15之间,为了方便压轮11的维护、更换等操作,采用连接板16过渡,连接板16可通过螺栓固定在背板15的底端,连接板16的一端固定压轮11,对于连接板16,也可以采用背板15的下端折边设计来替代。
21.更进一步的,对于随行压轮机构的操作控制上,在安装板12上还设有限位机构。限位机构用于设定压轮11的不同位置高度。
22.限位机构包括限位气缸18,限位气缸18设置于背板15上,位于一侧设置。限位气缸18的伸缩端控制限位滑块19的移动,为水平移动,当限位气缸18向右伸出时,限位滑块19则向右侧水平移动,然后通过调节拧紧限位螺栓22,使其下端与限位滑块19相抵,限位螺栓22的上端通过螺纹固定,固定在安装板12顶部的限位板23上,限位板23为导轨14的组成部分,
为静止不动设置。限位螺栓19拧紧到位后,则压力固定住了向上运动的位置,此时可以向下运动不受阻。
23.为了更好的控制,在限位螺栓19对应的下方,背板15上相应位置设置有传感器,传感器包括限位传感器20和下限位传感器21,限位传感器20用于检测限位气缸18控制的限位滑块19是否向右移动到位,各个传感器采用的光电感应,包括设置于背板15上,在外壳本体相应的位置设置感应点,当气缸13控制压轮11达到上限位、tcp位置及下限位时候对应的触发,各位置传感器设有工作指示灯17,根据实际应用可设置多个。在此指出,限位传感器20可用于tcp点的找准位置,限位传感器20以及限位滑块19是配合压轮11找到中间位置而设计的,压轮11在其可调行程的中间位置,此时压轮的最低端将作为该工具在调试及工作过程中的tcp点。下限位传感器21可用于对应设置压轮11向下的最低位置,包括通过传感器工作指示灯17来起到告警作用,避免压轮11损坏等问题的发生。
24.更进一步的指出,本实用新型所述工具出厂之前,调节过程一般如下。
25.先通过气缸13控制将压轮11调节至最上位,然后通过从气缸13上端输入气体,让压轮11往下压,当压轮11的最下端跟光束的光斑位置或者是机械焊缝跟踪模块的顶端,此时让限位气缸18开始工作,控制限位滑块19向右移动,同时通过限位传感器20进行感应并反馈是限位滑块19是否移动到位,到位后,此时固定限位螺栓19,让螺丝旋至滑盖上表面,拧紧限位螺栓19。该位置即为压轮11的中间位置,也是激光焊接工具的工作位置。
26.本实施例中,对于本领域技术人员为了便于随行压轮机构不同位置的监测,可以增设位置检测用传感器,包括将传感器的数据采集传输至控制器等,均属于本实用新型的一种实施方式。
27.综上,本实用新型所述的工具中,可以实现焊缝的自适应跟踪,随行压轮的自适应调节,对于激光钎焊和激光熔焊的适应性结构调整已有现有技术记载,包括对于焊光焊接的控制,基于控制器实现对气缸等控制属于本领域技术人员应得知的内容,不再重复。本实用新型所述的激光焊接工具,包括随行压轮机构,可适用于多款不同的激光焊接工具中,也包括非ptn旋转模块进行安装的方式,通过该机构,实现压轮的高精度控制,自动化控制,提高焊接质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1