一种带脱料功能的薄片冲压模具的制作方法
1.本实用新型涉及连续冲压模具技术领域,特别是涉及一种带脱料功能的薄片冲压模具。
背景技术:
2.现有的加工作业中,当生产类似模块电极的轻小型产品时,通常采用连续冲压的的生产方式,产品经过模具的连续冲压后最终成型,成型后的产品落在模具上无法自动脱料,往往需要工人用钳子或者直接用手将产品从模具上取下来,脱料速度慢,同时存在一定的安全隐患,脱料不及时还会引发产品和模具的损坏,增加了生产成本。
技术实现要素:
3.本实用新型的目的是提供一种带脱料功能的薄片冲压模具,为轻小型产品的连续冲压提供自动脱料的供能,提高了生产效率,减少了人力成本的使用。
4.为了实现上述实用新型目的,本实用新型提供一种带脱料功能的薄片冲压模具,采用如下技术方案:
5.一种带脱料功能的薄片冲压模具,包括上模板、下垫板和下模板,所述下垫板底端开设有依次贯穿下垫板和下模板的台阶孔,台阶孔内的下模板底面形成台阶面,台阶孔底端插接有支撑座,台阶孔内插接有t型导杆,t型导杆水平段顶面与台阶面配合,t型导杆竖直段贯穿并延伸出下模板,t型导杆内部设有气道,气道进气口设置于t型导杆底面,气道出气口设置于t型导杆侧壁,出气口对向模具出料端,出气口位置与下模板顶面齐平,t型导杆底面与支撑座顶面之间固接弹簧,下垫板侧面开设有与台阶孔连通的进气道,所述下模板顶面对称设有浮顶销。开始生产时,上模板向下移动,将t型导杆下压,直至t型导杆顶面与下模板顶面齐平,同时完成冲压作业,冲压完成后,上模板抬升,t型导杆受弹簧的影响也向上移动,直至t型导杆水平段的顶面与台阶面抵触,此时t型导杆气道的出气口位置与下模板顶面齐平且正对向已经加工完成的产品,通过吹出的气流将轻小型产品吹离模具的出料端,完成脱料作业,台阶孔底端插接的支撑座可以随时拆卸,方便对台阶孔内的装置进行更换、维修,本实用新型相较于人工脱料提高了脱料速度,降低了生产的危险性,节约了人力成本。
6.优选的,所述t型导杆延伸出下模板的高度小于浮顶销高度。t型导杆伸出下模板的高度小于浮顶销的高度,保证了浮顶销将带料顶起,方便带料的进位。
7.优选的,所述t型导杆采用cr12钢制成。cr12钢具有较好的耐磨性,可以延长t型导杆的使用寿命。
8.优选的,所述出气口的截面设置为矩形。出气口截面设为矩形,与产品截面形状相似,能够提高气流对产品的吹气效果,
9.与现有技术相比,本实用新型的有益效果在于:
10.本实用新型通过t型导杆的吹气作用,使得在连续冲压的生产过程中,无需人工脱
料,利用气流将加工完成的产品吹离模具,自动完成脱料操作,提高了生产效率,减少了人力成本的投入。
附图说明
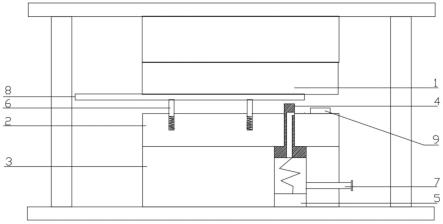
11.图1为本实用新型上模板抬升时的结构示意图;
12.图2为本实用新型上模板下压时的结构示意图;
13.图3为t型导杆的结构示意图;
14.其中,1-上模板,2-下模板,3-下垫板,4-t型导杆,401-进气口,402-出气口,5-支撑座,6-浮顶销,7-进气道,8-带料,9-产品
具体实施方式
15.下面结合具体实施方式,进一步阐明本实用新型,应理解这些实施方式仅用于说明本实用新型而不用于限制本实用新型的范围,在阅读了本实用新型之后,本领域技术人员对本实用新型的各种等价形式的修改均落于本申请所附权利要求所限定的范围。
16.如图1至图3所示,一种带脱料功能的薄片冲压模具,包括上模板1、下垫板3和下模板2,下垫板3底端开设有依次贯穿下垫板3和下模板2的台阶孔,台阶孔内的下模板2底面形成台阶面,台阶孔底端插接有支撑座5,支撑座5可拆卸,方便对台阶孔内的零件进行更换、维护,台阶孔内插接有t型导杆4,t型导杆4水平段顶面与台阶面配合,t型导杆4竖直段贯穿并延伸出下模板2,t型导杆4内部设有气道,气道进气口401设置于t型导杆4底面,气道出气口402设置于t型导杆4侧壁,出气口402对向模具出料端,当t型导杆4水平段顶面与台阶面抵触时,出气口402位置与下模板2顶面齐平,t型导杆4底面与支撑座5顶面之间固接弹簧,下垫板3侧面开设有与台阶孔连通的进气道7,将气体输送至t型导杆4的气道,并从气道的出气口402吹出,出气口402的截面设置为与产品9截面形状相似的矩形,提高气流对产品9的吹气效果,下模板2顶面对称设有浮顶销6,t型导杆4延伸出下模板2的高度小于浮顶销6高度,保证了浮顶销6将带料8顶起,方便带料8的进位。
17.一种带脱料功能的薄片冲压模具的具体工作过程与原理:生产薄片轻小型产品如模块电极时,通常采用连续冲压的生产工艺,通过送料机构将带料8运送至下模板2的料道上,料道两侧对称设有浮顶销6,将带料8置于浮顶销6上,上模板1下压时,上模板1底面首先接触带料8,将带料8与浮顶销6一起下压,直至带料8底面与t型导杆4顶面接触,上模板1继续下压,直到带料8与下模板2接触完成冲压,此时t型导杆4被压入台阶孔内,t型导杆4顶面与下模板2顶面齐平,冲压结束后,上模板1上移,t型导杆4受底部弹簧影响反弹抬升,直到t型导杆4水平段的顶面与台阶面抵触,此时t型导杆4气道的出气口402与下模板2顶面齐平,出气口402正对向已经加工完成的产品9,通过吹出的气流将轻小型产品9吹离模具的出料端,完成脱料作业,浮顶销6带动带料8继续上移直至浮顶销6复位,此时带料8位置高于t型导杆4顶面,送料机构推动带料8进位,不断重复前述生产步骤。
18.上述说明示出并描述了本实用新型的优选实施例,如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则
都应在本实用新型所附权利要求的保护范围内。
技术特征:
1.一种带脱料功能的薄片冲压模具,包括上模板、下垫板和下模板,其特征在于:所述下垫板底端开设有依次贯穿下垫板和下模板的台阶孔,台阶孔内的下模板底面形成台阶面,台阶孔底端插接有支撑座,台阶孔内插接有t型导杆,t型导杆水平段顶面与台阶面配合,t型导杆竖直段贯穿并延伸出下模板,t型导杆内部设有气道,气道进气口设置于t型导杆底面,气道出气口设置于t型导杆侧壁,出气口对向模具出料端,出气口位置与下模板顶面齐平,t型导杆底面与支撑座顶面之间固接弹簧,下垫板侧面开设有与台阶孔连通的进气道,所述下模板顶面对称设有浮顶销。2.根据权利要求1所述的一种带脱料功能的薄片冲压模具,其特征在于:所述t型导杆延伸出下模板的高度小于浮顶销高度。3.根据权利要求1所述的一种带脱料功能的薄片冲压模具,其特征在于:所述t型导杆采用cr12钢制成。4.根据权利要求1所述的一种带脱料功能的薄片冲压模具,其特征在于:所述出气口的截面设置为矩形。
技术总结
本实用新型提供了一种带脱料功能的薄片冲压模具,包括上模板、下垫板和下模板,下垫板底端开设有依次贯穿下垫板和下模板的台阶孔,台阶孔内的下模板底面形成台阶面,台阶孔底端插接有支撑座,台阶孔内插接有T型导杆,T型导杆水平段顶面与台阶面配合,T型导杆竖直段贯穿并延伸出下模板,T型导杆内部设有气道,气道进气口设置于T型导杆底面,气道出气口设置于T型导杆侧壁,出气口对向模具出料端,出气口位置与下模板顶面齐平,T型导杆底面与支撑座顶面之间固接弹簧,下垫板侧面开设有与台阶孔连通的进气道。本实用新型无需人工脱料,利用T型导杆将加工完成的产品吹离模具,自动完成脱料操作,提高了生产效率。提高了生产效率。提高了生产效率。
技术研发人员:蔡宏泉
受保护的技术使用者:扬州四菱电子有限公司
技术研发日:2022.05.07
技术公布日:2022/8/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1