一种曲轴箱盖整形模具的制作方法
1.本实用新型属于机械加工的领域,特别是一种曲轴箱盖整形模具。
背景技术:
2.曲轴箱盖的压铸件,表平面大,压铸件上的形状未达到可以直接使用的要求,需要对曲轴箱盖压铸件的两面进行整形。
3.目前,对曲轴箱盖双面整形采用人工敲打的方法,人工对曲轴箱盖的两面敲击,人工双面敲击很难一次性使双面的形状质量均能合格,需要反复多次操作,导致质量控制难,同时生产效率低下。
技术实现要素:
4.本实用新型的目的是提供一种曲轴箱盖整形模具,提高工作效率,提升整形质量。
5.为实现这一目的,本实用新型采用如下技术方案。
6.一种曲轴箱盖整形模具,包括数个凸模、数个整形柱、上模架和下模架,所述凸模安装在下模架上,所述上模架包括由上至下依次设置的连接推板和导向板;所述整形柱位于导向板的下方,并通过穿过导向板的传力柱与连接推板通过衬套连接,所述整形柱能够与曲轴箱盖接触,用于对曲轴箱盖进行整形;导向限位结构一端与导向板连接,另一端与下模架固定连接;每个所述整形柱的上端通过传力垫与传力柱固定连接,所述传力柱上套设有加载弹簧和调整垫,所述加载弹簧和调整垫均位于导向板下方,所述调整垫位于加载弹簧的上端,所述加载弹簧的下端套设在传力垫上,通过调整所述调整垫在传力柱上的位置,调整整形柱对曲轴箱盖的整形压力。
7.采用前述技术方案的本实用新型,将整形柱通过传力柱连接在导向板下方,并在下模架上安装数个凸模,并在传力柱上套设弹簧和调整垫,当上模架下移时,连接推块和导向板同时下移,导向板将调整垫沿传力柱下压,使加载弹簧压缩产生形变,对连接在加载弹簧下端的传力垫和整形柱逐渐施力,使位于整形柱下方的曲轴箱盖所需要整形的正面和反面在凸模和整形柱的作用下同时进行整形,代替人工双面敲打整形,节约生产时间和人工成本,提高生产效率和整形的质量;并将设置导向限位结构上模架进行导向和下移高度限位,避免整形时发生错位损坏曲轴箱盖;还设置调整垫,通过调整所述调整垫在传力柱上的位置,改变压紧力的大小,从而控制整形部位变形量的大小,达到校型合格的目的。
8.优选的,所述连接推板与液压机构连接,所述导向板和所述连接推板通过两个平行的垫脚固定连接在一起。
9.通过设置垫脚将连接推板和导向板固定连接,使导向板和连接推块在合模和开模时同步移动。
10.优选的,所述导向板和所述连接推板还通过四个分布呈四边形的垫柱固定连接在一起。
11.通过设置四个分布呈四边形的垫柱将导向板和连接推板固定连接在一起,避免连
接推板长期使用变形。
12.优选的,所述导向限位结构设置有四个,并分别位于靠近导向板的四角处,所述导向限位结构由限位柱上和限位柱下接长组合形成,限位柱上和限位柱下均呈一端形成有凸柱,另一端形成有能够与凸柱配合的盲孔的相同结构,限位柱上的凸柱用于上下模合模时与导向板上的定位孔形成柱孔配合。
13.通过设置四个导向限位结构,保证与整形柱与曲轴箱盖需要整形的位置对准,并通过第一限位柱上和第一限位柱下抵接时,限制与导向板连接的整形块和切边镶块的下移高度,避免下移过渡损坏曲轴箱盖。
14.优选的,所述导向板的四角处还连接有四个导向柱,所述导向柱的下端与下模架固定连接,所述导向柱轴孔配合有导向杆,所述导向杆的一端与导向柱滑动连接,另一端与导向板固定连接。
15.通过设置导向柱进一步限制导向板在下移时转动或沿x轴、y轴移动,保证与整形柱与曲轴箱盖需要整形的位置对准性,保证合模时上下模架位置的准确性。
16.优选的,每个所述整形柱的直径大小与曲轴箱盖正面整形位置的尺寸相适应,其远端形成有凹凸结构,通过所述凹凸结构与曲轴箱盖正面对应的凸凹结构相配合。
17.通过将整形柱的尺寸与曲轴箱盖所需整形位置的尺寸相同,并形成有曲轴箱盖对应位置合格尺寸对应的凹凸结构,通过凹凸结构与曲轴箱盖毛坯的凸凹结构相配合,便于通过凹凸结构对对应的曲轴箱盖的凸凹结构的正面进行整形,达到整形目的。
18.优选的,每个所述凸模整体呈正方形,并分别位于曲轴箱盖的下方,每个所述凸模上形成有安装孔,螺栓穿设所述安装孔与下模架上的螺纹孔螺合将凸模固定连接在下模架上。
19.通过螺栓将每个凸模连接在下模架上,保证每个凸模的位置固定和安装位置的准确性。
20.优选的,每个所述整形柱均对应设置有一个凸模,每个所述凸模与下模架贴合的一侧为平面,与曲轴箱盖背面贴合的一侧形成有凹凸结构,通过所述凹凸结构与曲轴箱盖背面的凸凹结构相配合。
21.通过将凸模位置与对应的整形柱位置相对应,并在凸模上设置有凹凸结构,对曲轴箱盖的背面进行支撑和定位,并在合模时通过凹凸结构对曲轴箱盖的背面进行整形。
22.优选的,所述上模架和下模架之间还设有合模固定板,该合模固定板上设置有通孔,通孔用于穿设与模架上螺孔螺合的螺栓使上下模固定在一起,且设置有至少一个通孔与条形孔。
23.通过设置连接板将上下模连接在一起,可确保在库房存放过程中上下模配套一一对应性,避免二者错配可能导致生产的产品不合格,或者损坏模具的隐患。
24.优选的,所述下模架上固定连接有数个限位柱,所述限位柱的位置和大小与曲轴箱盖的结构孔的位置和大小相对应。
25.通过设置限位柱,便于通过限位柱与曲轴箱盖的结构孔相配合,对曲轴箱盖进行定位。
26.本实用新型的效果,将整形柱通过传力柱连接在导向板下方,并在下模架上安装数个凸模,并在传力柱上套设弹簧和调整垫,当上模架下移时,连接推块和导向板同时下
移,导向板将调整垫沿传力柱下压,使加载弹簧压缩产生形变,对连接在加载弹簧下端的传力垫和整形柱逐渐施力,使位于整形柱下方的曲轴箱盖所需要整形的正面和反面在凸模和整形柱的作用下同时进行整形,代替人工双面敲打整形,节约生产时间和人工成本,提高生产效率和整形的质量;并将设置导向限位结构上模架进行导向和下移高度限位,避免整形时发生错位损坏曲轴箱盖;还设置调整垫,通过调整所述调整垫在传力柱上的位置,改变压紧力的大小,从而控制整形部位变形量的大小,达到校型合格的目的。
附图说明
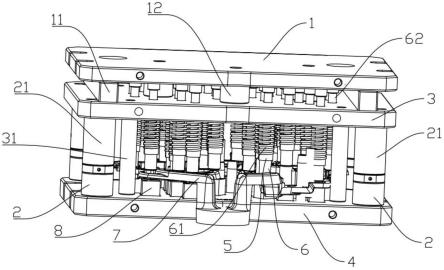
27.图1是本实用新型的结构图;
28.图2是本实用新型去掉连接推板后的结构图;
29.图3是本实用新型中的图2去掉导向板后的结构图。
具体实施方式
30.下面结合附图对本实用新型作进一步说明,但并不因此将本实用新型限制在所述的实施例范围之中。
31.本实用新型的说明书附图标记包括:连接推板1、垫脚11、垫柱12、衬套 13、限位柱下2、限位柱上21、限位柱22、导向板3、导向柱31、下模架4、调整垫5、传力垫51、整形柱6、传力柱62、加载弹簧61、曲轴箱盖7、凸模8、合模固定板9。
32.参见图1和图2,一种曲轴箱盖整形模具,包括数个凸模8、数个整形柱6、上模架和下模架4,所述凸模8安装在下模架4上,所述上模架包括由上至下依次设置的连接推板1和导向板3;所述整形柱6位于导向板3的下方,并通过穿过导向板3的传力柱62与连接推板1通过衬套13连接,所述整形柱6能够与曲轴箱盖7接触,用于对曲轴箱盖7进行整形;导向限位结构一端与导向板3 连接,另一端与下模架4固定连接;每个所述整形柱6的上端通过传力垫51与传力柱62固定连接,所述传力柱62上套设有加载弹簧61和调整垫5,所述加载弹簧61和调整垫5均位于导向板3下方,所述调整垫5位于加载弹簧61的上端,所述加载弹簧61的下端套设在传力垫51上,通过调整所述调整垫5在传力柱62上的位置,调整整形柱6对曲轴箱盖7的整形压力。
33.参见图1和图2,所述连接推板1与液压机构连接,所述导向板3和所述连接推板1通过两个平行的垫脚11固定连接在一起。所述导向板3和所述连接推板1还通过四个分布呈四边形的垫柱12固定连接在一起。
34.参见图1和图2,所述导向限位结构设置有四个,并分别位于靠近导向板3 的四角处,所述导向限位结构由限位柱上21和限位柱下2接长组合形成,限位柱上21和限位柱下2均呈一端形成有凸柱,另一端形成有能够与凸柱配合的盲孔的相同结构,限位柱上21的凸柱用于上下模合模时与导向板3上的定位孔形成柱孔配合。
35.参见图3,所述导向板3的四角处还连接有四个导向柱31,所述导向柱31 的下端与下模架4固定连接,所述导向柱31轴孔配合有导向杆,所述导向杆的一端与导向柱31滑动连接,另一端与导向板3固定连接。
36.参见图2,每个所述整形柱6的直径大小与曲轴箱盖7整正面整形位置的尺寸相适应,其远端形成有凹凸结构,通过所述凹凸结构与曲轴箱盖7正面对应的凸凹结构相配合。
37.参见图1和图2,每个所述凸模8整体呈正方形,并分别位于曲轴箱盖7的下方,每个所述凸模8上形成有安装孔,螺栓穿设所述安装孔与下模架4上的螺纹孔螺合将凸模8固定连接在下模架4上。
38.参见图1,每个所述整形柱6均对应设置有一个凸模8,每个所述凸模8与下模架4贴合的一侧为平面,与曲轴箱盖7背面贴合的一侧形成有凹凸结构,通过所述凹凸结构与曲轴箱盖7背面的凸凹结构相配合。
39.参见图1,所述上模架和下模架4之间还设有合模固定板9,该合模固定板 9上设置有通孔,通孔用于穿设与模架上螺孔螺合的螺栓使上下模固定在一起,且设置有至少一个通孔与条形孔。
40.图2和图3,所述下模架4上固定连接有数个限位柱22,所述限位柱22的位置和大小与曲轴箱盖7的结构孔的位置和大小相对应。
41.工作时,曲轴箱盖7毛坯放在固定在下模架4上的凸模8上,并将曲轴箱盖7的结构孔与限位柱22配合,使曲轴箱盖7的位置固定。启动液压机,机床下行,带动连接板推板下移;连接推板1下移带动导向板3下移,随着连接推板1的下移,整形柱6与曲轴箱盖的上表面接触,随着连接推板1的进一步移动,导向板3带动调整垫5向下移动,压缩加载弹簧61,加载弹簧61对传力垫 51和整形柱6施加压力,使工件需要整形部位开始变形,连接推板1的不断下移,直到达到符合要求的设定下移量,工件变形结束,此时导向板3在导向限位结构的作用下,在竖直方向定位,避免了过压缩,使工件成报废。压到位后,机床液压开关转向,打开整形模。上模移动到设定位置停下后,取出工件。进行下一个工作循环。
42.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1