一种自动粘针装置的制作方法
1.本实用新型涉及医疗器械技术领域,具体为一种自动粘针装置。
背景技术:
2.采血针上具有针头和针管,在组装时大部分的生产都是采用人工将针管插入到针头中,通常需要工作人员一手拿针管,另一只手拿针头,将针管插入到针头中。
3.但是由于针头和针管都是较小的物件,通过人工组装难度较大,且该种方式生产较慢,影响生产效率,同时人工进行插入的针头后期需要进行一次消毒处理,增加了一道工序,降低了生产速度,增加了生产成本。
技术实现要素:
4.为解决现有技术的不足,本实用新型提供了一种自动粘针装置,包括传送带、出针容器、漏斗、电机及电动推杆,所述传送带的外表面为内凹型,所述传送带的外表面底部固定安装有若干凸块,所述出针容器固定的设置于传送带上方且其底部开设有输出孔,所述输出孔与传送带顶部的间距大于一根针管的直径小于两根针管的直径之和,所述漏斗固定的设置于传送带侧面,所述漏斗底部连通有定位管,所述电机固定设置,所述电机的输出轴固定有呈圆形等距离分布的插针件,所述电动推杆固定的设置于漏斗上方,所述电动推杆的驱动端上固定安装有直杆。
5.优选的,所述出针容器的内腔底部呈锥形,所述输出孔位于锥形底部。
6.优选的,所述定位管的内壁底部涂油增阻涂层增阻涂层。
7.优选的,所述定位管侧面固定安装有扭簧,所述扭簧的一个输出端固定安装有位于定位管底部的修正块。
8.优选的,所述电机为伺服电机。
9.优选的,所述电机的输出轴上固定安装有转盘,所述转盘的外侧壁固定有若干个呈圆形等距离分布的插针件,所述插针件上开设有用于插入针头的凹槽。
10.优选的,所述出针容器的长度大于一根针管的长度小于一根针管长度的两倍。
11.本实用新型具有如下有益效果:
12.通过将针管逐一送入漏斗中,使针管通过重力落至定位管内,通过将针头插入插针件内,电机将插有针头的插针件移动至定位管的正下方,然后通过电动推杆驱动直杆下压针管,使针管与针头连接完成组装,由于无需人工组装,后续无需再次进行消毒,简化工序且提升了组装效率,使生产速度更快,同时也节约了人工组装的成本费用。
附图说明
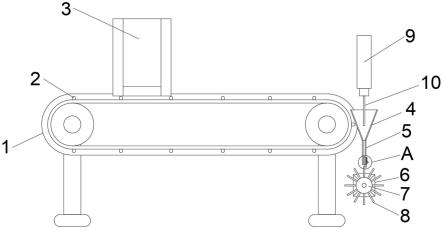
13.图1是本实用新型所提供的整体结构示意图。
14.图2是本实用新型所提供的传送带的横截面示意图。
15.图3是本实用新型所提供的图1中的a处放大图。
16.附图1-3中,各标号所代表的结构列表如下:
17.1、传送带;2、凸块;3、出针容器;4、漏斗;5、定位管;6、电机;7、转盘;8、插针件;9、电动推杆;10、直杆;51、增阻涂层;52、扭簧;53、修正块;
具体实施方式
18.以下对本实用新型的原理和特征进行描述,所举实施例只用于解释本实用新型,并非用于限定本实用新型的范围。
19.需要说明的是,当一个零件或组件被认为是“连接”、“位于”、“装配”在另一个零件或组件上时,它可以是直接设置在另一个零件和组件上或者可能同时存在居中零件和组件。本文所使用的术语“左”、“右”、“上”、“下”以及类似的表述只是为了说明的目的。
20.在一个具体实施方式中,如图1-3所示,一种自动粘针装置,包括传送带1、出针容器3、漏斗4、电机6及电动推杆9,所述传送带1的外表面为内凹型,即所述传送带1的外表面的横截面为v型,如图2所示,所述传送带1的外表面固定安装有若干个位于v型底部的凸块2,相邻两个凸块2之间的间隔大于针管的长度,在本实施例中,若干所述凸块2优选为等距离分布。所述出针容器3固定的安装于传送带1上方,所述出针容器3的底部开设有输出孔,所述输出孔的宽度大于一根针管的直径小于两根针管的直径之和、长度大于或等于针管的长度,且输出孔位于若干凸块2形成的竖直平面上,所述输出孔与传送带1顶部的间距大于一根针管的直径小于两根针管的直径之和,即所述输出孔一次只能漏出一根针管。所述凸块2可以从输出孔底部穿过并推走位于输出孔底部的一根针管。
21.所述出针容器3的长度大于针管的长度小于针管长度的两倍,防止两根针管并排。
22.所述漏斗4固定的设置于传送带1侧面,若传送带1为顺时针转动,则漏斗4位于传送带1右侧,若传送带1为逆时针转动,则漏斗4位于传送带1左侧。所述凸块2将针管推动至传送带1边缘,使针管通过重力落至漏斗4内,所述漏斗4底部固定安装有定位管5,所述定位管5与漏斗4内部连通,漏斗4内的针管通过重力落入定位管5内以摆正针管姿态。
23.所述电机6的输出轴上固定安装有转盘7,所述转盘7的外侧壁固定有若干个呈圆形等距离分布的插针件8,当一个所述插针件8转动至定位管5正下方时,所述插针件8的长度方向与定位管5的长度方向位于同一轴线上,所述插针件8上开设有用于插入针头的凹槽。
24.所述电动推杆9固定的安装于漏斗4上方,所述电动推杆9的驱动端上固定安装有直杆10,所述电动推杆9的驱动端朝向漏斗4。
25.具体的,所述电机6为伺服电机或步进电机,可以根据插针件8的数量计算转动角度,使电机6每次运行均可以控制一个插针件8转动至定位管5的正下方。
26.具体的,所述电动推杆9的驱动方向、直杆10的长度方向以及定位管5的内腔长度方向均位于同一轴线上。
27.优选的,所述出针容器3的内腔底部呈锥形,所述输出孔位于锥形底部,使出针容器3内暂存的针管均可以通过重力从输出孔掉出。
28.优选的,所述定位管5的内壁底部涂有增阻涂层51,使针管在落入定位管5内摆正姿态后停在定位管5内,待相应的插针件8移动至定位管5下方,最后通过电动推杆9将针管从定位管5内推出,避免针管直接掉落造成组装失误。
29.优选的,所述定位管5侧面固定安装有扭簧52,所述扭簧52的一个输出端固定安装有位于定位管5底部的修正块53,所述修正块53左侧与定位管5的内腔右侧对齐,所述插针件8转动至定位管5正下方后与所述修正块53相接触,待组装完成之后,所述插针件8继续转动使扭簧52压缩直至越过修正块53以使扭簧52恢复形变,设置扭簧52和修正块53,可以修正电机6在转动时的误差,使电机6每次运行都可以保证有一个插针件8位于定位管5的正下方。
30.值得注意的是,若针管在组装时需要区分正反面,则在将针管放置于出针容器3时需要统一头尾进行摆放。
31.综上所述:通过将针管逐一送入漏斗4中,使针管通过重力落至定位管5内,通过将针头插入插针件8内,电机6将插有针头的插针件8移动至定位管5的正下方,然后通过电动推杆9驱动直杆10下压针管,使针管与针头连接完成组装,由于无需人工组装,后续无需再次进行消毒,简化工序且提升了组装效率,使生产速度更快,同时也节约了人工组装的成本费用。
32.以上仅为本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制;凡本行业的普通技术人员均可按说明书附图所示和以上而顺畅地实施本实用新型;但是,凡熟悉本专业的技术人员在不脱离本实用新型技术方案范围内,利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本实用新型的等效实施例;同时,凡依据本实用新型的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本实用新型的技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1