一种对讲机打螺丝缸架装置的制作方法
1.本实用新型是一种对讲机打螺丝缸架装置,属于对讲机加工领域。
背景技术:
2.对讲机是集群通信的终端设备,它不但可以作为集群通信的终端设备,还可以作为移动通信中的一种专业无线通信工具,对讲机涵盖范围较宽。在这里我们将工作在超短波频段的无线电通信设备都统称为无线电对讲机,实际上按国家的有关标准应称为超短波调频无线电话机,人们通常将功率小、体积小的手持式无线电话机叫做
″
对讲机
″
,以前曾有人称它为
″
步谈机
″
、
″
步话机
″
;而将功率大、体积较大的可装在车(船)等交通工具或固定使用的无线电话机叫做
″
电台
″
,目前技术公用的待优化的缺点有:
3.常规对讲机多个工位螺丝打孔,从四个端角螺丝互锁壳盖,容易影响人工劳动力往复工作的消耗量,且机械加工的推进量和精准度要频繁调试,且气动输出偏差后还得二次调试对位,造成机台频繁调试消耗劳动力滞后加工进度的现象。
技术实现要素:
4.针对现有技术存在的不足,本实用新型目的是提供一种对讲机打螺丝缸架装置,以解决常规对讲机多个工位螺丝打孔,从四个端角螺丝互锁壳盖,容易影响人工劳动力往复工作的消耗量,且机械加工的推进量和精准度要频繁调试,且气动输出偏差后还得二次调试对位,造成机台频繁调试消耗劳动力滞后加工进度的现象的问题。
5.为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种对讲机打螺丝缸架装置,其结构包括:孔盘加工台、内传感电钻器、垂直电机、分轨丝杆机架、柱轨桁架块、支柱座,所述内传感电钻器安装于孔盘加工台的正上方,所述内传感电钻器紧贴于垂直电机的右侧并且处于同一竖直面上,所述分轨丝杆机架安设在垂直电机的左下角,所述柱轨桁架块嵌套于支柱座的顶部上并且相互垂直,所述柱轨桁架块设有两个并且分别嵌套于分轨丝杆机架的前后两侧,所述内传感电钻器设有电机手柄柱、夹道传感槽帽、打螺丝钻杆,所述电机手柄柱插嵌在夹道传感槽帽的顶部上并且轴心共线,所述打螺丝钻杆插嵌在夹道传感槽帽的底部下,所述电机手柄柱安装于孔盘加工台的正上方。
6.为优化上述技术方案,进一步采取的措施为:
7.作为本实用新型的进一步改进,所述夹道传感槽帽由轴柱杆槽、电容芯盘、弧顶帽壳、光电传感器组成,所述电容芯盘嵌套于光电传感器的顶部上,所述光电传感器设有两个并且均插嵌在轴柱杆槽的内部,所述弧顶帽壳与轴柱杆槽扣合在一起并且轴心共线。
8.作为本实用新型的进一步改进,所述分轨丝杆机架由辅轴传动带、转子丝杆架、主轴传动带、传动柱轨组成,所述辅轴传动带通过导线与主轴传动带电连接,所述主轴传动带紧贴于传动柱轨的顶部上并且处于同一水平面上,所述转子丝杆架插嵌在传动柱轨的前侧。
9.作为本实用新型的进一步改进,所述转子丝杆架由转子束带座、减震隔垫、转子壳
块、丝杆体组成,所述减震隔垫与丝杆体紧贴在一起,所述转子束带座与丝杆体嵌套成一体,所述丝杆体水平贯穿转子壳块的内部并且轴心共线。
10.作为本实用新型的进一步改进,所述电容芯盘为晶闸芯片块插接电容圆片的复合集成板结构,方便光电传感收束窄端轴心对正打螺丝的孔点,提升快速打螺丝节省的时间和效率。
11.作为本实用新型的进一步改进,所述弧顶帽壳为底部凸弧下沉凹槽左右凹的帽壳罩槽结构,方便壳帽对接形成打螺丝的钻杆适配吊装位移形成取螺丝和打螺丝的向心力稳固互锁防脱扣操作效果。
12.作为本实用新型的进一步改进,所述转子束带座为上下带球帽夹座束带对接的环扣轴套筒结构,方便收束丝杆提升回转推进精密度和缓慢度,提升包裹摩擦降低打滑回转,保证转子工作效果和稳定性。
13.作为本实用新型的进一步改进,所述转子壳块为左右圆顶凸弧帽壳中隔轴承环框的转子体结构,方便转子壳装配合丝杆回转传递推进形成左右推进距离可观测方便调控的操作效果。
14.有益效果
15.本实用新型一种对讲机打螺丝缸架装置,工作人员通过启动孔盘加工台对正内传感电钻器配合预先调节好垂直电机启动且电位调控分轨丝杆机架在柱轨桁架块与支柱座的支撑下三维坐标轴移动,使电机手柄柱在夹道传感槽帽顶部配合插接打螺丝钻杆取螺丝和转螺丝,使轴柱杆槽包裹电容芯盘与弧顶帽壳对接光电传感器形成光电传感的限位精准校正操作效果后,让辅轴传动带对接主轴传动带顺着转子丝杆架辅助调试且让传动柱轨架护适配横移逐个链带微调间距,使转子束带座包裹丝杆体顶住减震隔垫在转子壳块内适配减速回转摩擦微调方便工作人员直观调试,且把握对讲机打螺丝缸架装置的自动化高精度适配加工打螺丝工作操作效果。
16.本实用新型操作后可达到的优点有:
17.运用内传感电钻器与分轨丝杆机架相配合,通过四位螺丝孔对正孔盘加工台配合电机手柄柱与打螺丝钻杆回转互锁取螺丝和拧螺丝精准定位配合转子丝杆架与主轴传动带的链带环扣尺寸逐个推进提升横纵十字轨道的坐标精度对正横移定位沉降打螺丝操作效果,让气缸丝杆架和电磁阀控制形成一个限位底座上下传感联动配合的操作效果。
附图说明
18.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中的附图作详细地介绍,以此让本实用新型的其它特征、目的和优点将会变得更明显:
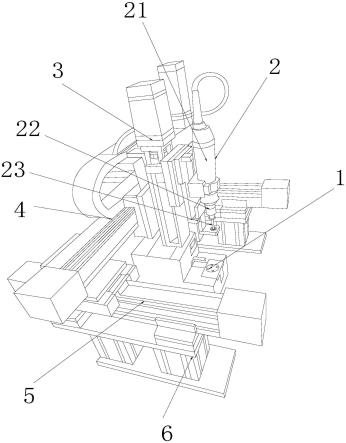
19.图1为本实用新型一种对讲机打螺丝缸架装置和内传感电钻器的立体结构示意图。
20.图2为本实用新型分轨丝杆机架详细的左视立体结构示意图。
21.图3为本实用新型夹道传感槽帽工作状态的剖面结构示意图。
22.图4为本实用新型转子丝杆架工作状态的左视截面结构示意图。
23.附图标记说明:孔盘加工台-1、内传感电钻器-2、垂直电机-3、分轨丝杆机架-4、柱轨桁架块-5、支柱座-6、电机手柄柱-21、夹道传感槽帽-22、打螺丝钻杆-23、轴柱杆槽-221、
电容芯盘-222、弧顶帽壳-223、光电传感器-224、辅轴传动带-41、转子丝杆架-42、主轴传动带-43、传动柱轨-44、转子束带座-421、减震隔垫-422、转子壳块-423、丝杆体-424。
具体实施方式
24.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
25.实施例一:
26.请参阅图1-图4,本实用新型提供一种对讲机打螺丝缸架装置,其结构包括:孔盘加工台1、内传感电钻器2、垂直电机3、分轨丝杆机架4、柱轨桁架块5、支柱座6,所述内传感电钻器2安装于孔盘加工台1的正上方,所述内传感电钻器2紧贴于垂直电机3的右侧并且处于同一竖直面上,所述分轨丝杆机架4安设在垂直电机3的左下角,所述柱轨桁架块5嵌套于支柱座6的顶部上并且相互垂直,所述柱轨桁架块5设有两个并且分别嵌套于分轨丝杆机架4的前后两侧,所述内传感电钻器2设有电机手柄柱21、夹道传感槽帽22、打螺丝钻杆23,所述电机手柄柱21插嵌在夹道传感槽帽22的顶部上并且轴心共线,所述打螺丝钻杆23插嵌在夹道传感槽帽22的底部下,所述电机手柄柱21安装于孔盘加工台1的正上方。
27.请参阅图3,所述夹道传感槽帽22由轴柱杆槽221、电容芯盘222、弧顶帽壳223、光电传感器224组成,所述电容芯盘222嵌套于光电传感器224的顶部上,所述光电传感器224设有两个并且均插嵌在轴柱杆槽221的内部,所述弧顶帽壳223与轴柱杆槽221扣合在一起并且轴心共线,所述电容芯盘222为晶闸芯片块插接电容圆片的复合集成板结构,方便光电传感收束窄端轴心对正打螺丝的孔点,提升快速打螺丝节省的时间和效率,所述弧顶帽壳223为底部凸弧下沉凹槽左右凹的帽壳罩槽结构,方便壳帽对接形成打螺丝的钻杆适配吊装位移形成取螺丝和打螺丝的向心力稳固互锁防脱扣操作效果。
28.请参阅图2,所述分轨丝杆机架4由辅轴传动带41、转子丝杆架42、主轴传动带43、传动柱轨44组成,所述辅轴传动带41通过导线与主轴传动带43电连接,所述主轴传动带43紧贴于传动柱轨44的顶部上并且处于同一水平面上,所述转子丝杆架42插嵌在传动柱轨44的前侧。
29.请参阅图4,所述转子丝杆架42由转子束带座421、减震隔垫422、转子壳块423、丝杆体424组成,所述减震隔垫422与丝杆体424紧贴在一起,所述转子束带座421与丝杆体424嵌套成一体,所述丝杆体424水平贯穿转子壳块423的内部并且轴心共线,所述转子束带座421为上下带球帽夹座束带对接的环扣轴套筒结构,方便收束丝杆提升回转推进精密度和缓慢度,提升包裹摩擦降低打滑回转,保证转子工作效果和稳定性,所述转子壳块423为左右圆顶凸弧帽壳中隔轴承环框的转子体结构,方便转子壳装配合丝杆回转传递推进形成左右推进距离可观测方便调控的操作效果。
30.工作流程:工作人员通过启动孔盘加工台1对正内传感电钻器2配合预先调节好垂直电机3启动且电位调控分轨丝杆机架4在柱轨桁架块5与支柱座6的支撑下三维坐标轴移动,使电机手柄柱21在夹道传感槽帽22顶部配合插接打螺丝钻杆23取螺丝和转螺丝,使轴柱杆槽221包裹电容芯盘222与弧顶帽壳223对接光电传感器224形成光电传感的限位精准校正操作效果后让辅轴传动带41对接主轴传动带43顺着转子丝杆架42辅助调试且让传动柱轨44架护适配横移逐个链带微调间距,使转子束带座421包裹丝杆体424顶住减震隔垫
422在转子壳块423内适配减速回转摩擦微调方便工作人员直观调试,且把握对讲机打螺丝缸架装置的自动化高精度适配加工打螺丝工作操作效果。
31.本实用新型通过上述部件的互相组合,达到运用内传感电钻器2与分轨丝杆机架4相配合,通过四位螺丝孔对正孔盘加工台1配合电机手柄柱21与打螺丝钻杆23回转互锁取螺丝和拧螺丝精准定位配合转子丝杆架42与主轴传动带43的链带环扣尺寸逐个推进提升横纵十字轨道的坐标精度对正横移定位沉降打螺丝操作效果,让气缸丝杆架和电磁阀控制形成一个限位底座上下传感联动配合的操作效果,以此来解决常规对讲机多个工位螺丝打孔,从四个端角螺丝互锁壳盖,容易影响人工劳动力往复工作的消耗量,且机械加工的推进量和精准度要频繁调试,且气动输出偏差后还得二次调试对位,造成机台频繁调试消耗劳动力滞后加工进度的现象的问题。
32.本文中所描述的具体实施例仅仅是对本实用新型作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1