一种单锭多孔浇注铸模的制作方法
1.本实用新型涉及铸造设备技术领域,尤其是一种单锭多孔浇注铸模。
背景技术:
2.在铸造车间中,对于钢锭的浇铸成型一般都是采用圆柱形的球墨铸铁铸模进行浇铸,浇注的时候,钢铁水是从模具的底部的单个浇注孔向上流动进行浇铸,但是这种铸模对于高合金特殊钢、特扁特异型钢锭的浇注成型,则会出现受热不均的情况,同时钢水对模具的冲刷很大,模具的使用寿命会大打折扣,同时锭材的成型质量也不稳定,这些都是这种铸模所具有的缺陷。
技术实现要素:
3.本实用新型的目的就是针对上述情况提供一种单锭多孔浇注铸模,该浇铸铸模可以很好的均衡钢水浇注时的热能,提高模具的使用寿命。
4.本实用新型的具体方案是:一种单锭多孔浇注铸模,具有铸模本体,铸模本体的两边侧壁上对称位置处设置有挂柱,所述铸模本体的底部设置有至少2个浇注孔,浇注孔通入铸模本体内部,所有浇注孔均匀间隔排布在铸模本体的底部;所述铸模本体的外侧壁上靠近底部位置上设置有一圈捆扎钢带。
5.进一步的,本实用新型中所述浇注孔的数量为4个,且4个浇注孔沿着铸模本体的底部横向中线均匀间隔分布。
6.进一步的,本实用新型中所述铸模本体为长方体状扁平结构铸模,所述捆扎钢带沿着铸模本体外壁包扎一圈,且捆扎钢带距离铸模本体的底部平面距离为15~20cm。
7.进一步的,本实用新型中所述铸模本体采用球墨铸铁材料制成。
8.本实用新型通过对现有的浇注铸模进行结构改进,特别适合高合金特殊钢、特扁特异型钢锭的浇注成型,该铸模能够很好的均衡热能,减少浇注时钢水对模具的冲刷,并消化部分热应力,使得整个铸模的使用寿命得以提升,同时锭材的质量也得到了提高,因此本实用新型模具具有很好的实际使用以及推广价值。
附图说明
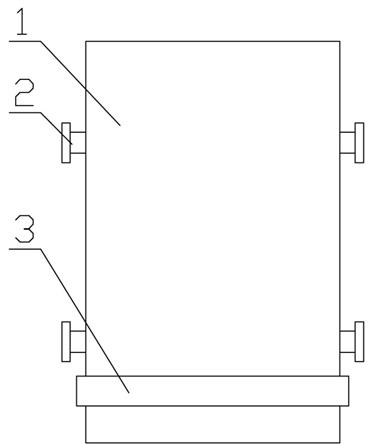
9.图1是本实用新型的主视方向结构示意图;
10.图2是本实用新型的俯视方向结构示意图;
11.图3是本实用新型的仰视方向结构示意图;
12.图4是本实用新型的侧视方向结构示意图。
13.图中:1—铸模本体,2—挂柱,3—捆扎钢带,4—浇注孔。
具体实施方式
14.下面将结合本实用新型的附图,对本实用新型的技术方案进行清楚完整的描述,
显然所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本实用新型的保护范围。
15.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”等指示方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型或简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造或操作,因此不能理解为对本实用新型的限制。
16.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限制,术语“设置”、“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸的连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接连接,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
17.参见图1
‑
图4,本实用新型是一种单锭多孔浇注铸模,具有铸模本体1,铸模本体的两边侧壁上对称位置处设置有挂柱2,所述铸模本体的底部设置有至少2个浇注孔4,浇注孔通入铸模本体内部,所有浇注孔均匀间隔排布在铸模本体的底部;所述铸模本体的外侧壁上靠近底部位置上设置有一圈捆扎钢带3。
18.进一步的,本实施例中所述浇注孔的数量为4个,且4个浇注孔沿着铸模本体的底部横向中线均匀间隔分布。
19.进一步的,本实施例中所述铸模本体为长方体状扁平结构铸模,所述捆扎钢带沿着铸模本体外壁包扎一圈,且捆扎钢带距离铸模本体的底部平面距离为15~20cm,优选的距离选择为18cm左右,此时对其捆扎最为牢靠,在实际使用中出现铸模炸裂的情形最少。
20.进一步的,本实施例中所述铸模本体采用球墨铸铁材料制成。
21.本实用新型的浇注铸模在使用的时候,是将其底部放置在车间的浇注底盘上面进行浇注的,浇注底盘上面一般设有多个从中间向四周辐射状分布的通过耐火砖铺设的浇注流道,各个浇注孔同时与浇注流道连通,这样相当于从铸模的底部两至四个浇注孔同时有钢水进入,扁平化的铸模各部位钢水进入较为均衡,就能减少钢水对于模具的冲刷和消化部分热应力,这样模具即使使用次数多了,也不会简单的出现炸裂的情况,与此同时,在铸模靠底部最容易出现铸模炸裂的部位设置一圈捆扎钢带进行加固,更不会由于应力的影响而出现炸模的情形,大大延长了模具的使用寿命。
22.本实用新型通过对现有的浇注铸模进行结构改进,特别适合高合金特殊钢、特扁特异型钢锭的浇注成型,该铸模能够很好的均衡热能,减少浇注时钢水对模具的冲刷,并消化部分热应力,使得整个铸模的使用寿命得以提升,同时锭材的质量也得到了提高,因此本实用新型模具具有很好的实际使用以及推广价值。
技术特征:
1.一种单锭多孔浇注铸模,具有铸模本体,铸模本体的两边侧壁上对称位置处设置有挂柱,其特征在于:所述铸模本体的底部设置有至少2个浇注孔,浇注孔通入铸模本体内部,所有浇注孔均匀间隔排布在铸模本体的底部;所述铸模本体的外侧壁上靠近底部位置上设置有一圈捆扎钢带。2.根据权利要求1所述的一种单锭多孔浇注铸模,其特征在于:所述浇注孔的数量为4个,且4个浇注孔沿着铸模本体的底部横向中线均匀间隔分布。3.根据权利要求1所述的一种单锭多孔浇注铸模,其特征在于:所述铸模本体为长方体状扁平结构铸模,所述捆扎钢带沿着铸模本体外壁包扎一圈,且捆扎钢带距离铸模本体的底部平面距离为15~20cm。4.根据权利要求1所述的一种单锭多孔浇注铸模,其特征在于:所述铸模本体采用球墨铸铁材料制成。
技术总结
本实用新型涉及一种单锭多孔浇注铸模,具有铸模本体,铸模本体的两边侧壁上对称位置处设置有挂柱,所述铸模本体的底部设置有至少2个浇注孔,浇注孔通入铸模本体内部,所有浇注孔均匀间隔排布在铸模本体的底部;所述铸模本体的外侧壁上靠近底部位置上设置有一圈捆扎钢带;本实用新型通过对现有的浇注铸模进行结构改进,特别适合高合金特殊钢、特扁特异型钢锭的浇注成型,该铸模能够很好的均衡热能,减少浇注时钢水对模具的冲刷,并消化部分热应力,使得整个铸模的使用寿命得以提升,同时锭材的质量也得到了提高,因此本实用新型模具具有很好的实际使用以及推广价值。有很好的实际使用以及推广价值。有很好的实际使用以及推广价值。
技术研发人员:潘文福 刘海松 胡定分 刘俊 张开强 胡开波 胡开发 罗雄
受保护的技术使用者:湖北楠田工模具科技有限公司
技术研发日:2020.12.30
技术公布日:2021/9/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1