一种提高大型薄壁件用陶瓷型芯定位精度的方法与流程
1.本发明属于精密铸造领域,具体涉及一种提高大型薄壁件用陶瓷型芯定位精度的方法。
背景技术:
2.为了提高大型薄壁件精密铸件(以下简称铸件)的强度并减少其重量,铸件内部开有中空的内腔,内腔通常由陶瓷型芯形成,铸件的内腔质量及尺寸与陶瓷型芯的质量及尺寸直接相关。大型复杂薄壁件的整体型芯因其尺寸大,型芯在蜡模模具和型壳中的定位精度及稳定性难以保证,铸件内腔尺寸精度控制很困难,为带有空腔的大型薄壁件精密铸件的研制造成技术难题。
技术实现要素:
3.本发明提供一种提高大型薄壁件用陶瓷型芯定位精度的方法,利用陶瓷型芯的合理定位结构,能够增加陶瓷型芯在蜡模模具及型壳中的定位精度及稳定性,有效保证铸件内腔质量及尺寸精度。
4.本发明的技术方案如下:
5.一种提高大型薄壁件用陶瓷型芯定位精度的方法,包括如下步骤:
6.1)在陶瓷型芯的定位端一及定位端二的中间部位分别设置辅助定位凸台一及辅助定位凸台二;
7.2)选取定位系统的六个定位点;
8.辅助定位凸台一及辅助定位凸台二位于同侧的侧面中心处分别为定位点aⅰ、aⅱ;定位端一的上端面的两端分别为定位点bⅰ、bⅱ,定位端二的上端面的中间部位为定位点bⅲ;辅助定位凸台一的前端面中心处为定位点cⅰ;
9.3)陶瓷型芯上的六个定位点所在面与蜡模模具中的定位装置单向贴紧,对六个定位点所在面的对面实施单向压紧。
10.进一步地,所述的提高大型薄壁件用整体陶瓷型芯定位精度的方法,在定位端一及定位端二的盆向一侧分别对称开设两处辅助定位凹槽,利用辅助定位凹槽与型壳上的定位台彼此扣合。
11.本发明的有益效果为:
12.1、两个型芯定位端的中间设置辅助定位凸台,保证型芯的中间对称线位于蜡模模具的理论位置,进而保证铸件内腔的左右尺寸分布均匀;
13.2、在两个型芯定位端盆向一侧各开设2处辅助定位凹槽,利用辅助定位凹槽与型壳上的定位台彼此扣合,提高型芯相对型壳的定位精度,进而提高铸件内腔尺寸稳定性;
14.3、陶瓷型芯上每个定位点所在面与蜡模模具中的定位装置单向贴紧,定位点所在面的对面被单向压紧,保证了型芯在蜡模模具中完全依靠6个定位点进行定位,保证铸件内腔的尺寸精度。
附图说明
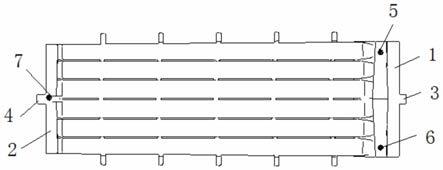
15.图1为陶瓷型芯俯视图;
16.图2为陶瓷型芯前视图;
17.图3为陶瓷型芯仰视图;
18.图4为陶瓷型芯立体图。
具体实施方式
19.如图1-4所示,一种提高大型薄壁件用陶瓷型芯定位精度的方法,包括如下步骤:
20.1)陶瓷型芯长*宽*高(最大尺寸)为322mm*113mm*12mm;在陶瓷型芯的定位端一1及定位端二2的中间部位分别设置辅助定位凸台一3及辅助定位凸台二4,辅助定位凸台一3及辅助定位凸台二4长*宽*高(最大尺寸)为8mm*8.7mm*8mm;在定位端一1及定位端二2的盆向一侧分别对称开设两处辅助定位凹槽10,辅助定位凹槽10长*宽*深(最大尺寸)为29mm*5mm*2mm,利用辅助定位凹槽10与型壳上的定位台彼此扣合;
21.2)选取定位系统的六个定位点;
22.辅助定位凸台一3及辅助定位凸台二4位于同侧的侧面中心处分别为定位点aⅰ8、aⅱ9;定位端一1的上端面的两端分别为定位点bⅰ5、bⅱ6,定位端二2的上端面的中间部位为定位点bⅲ9;辅助定位凸台一3的前端面中心处为定位点cⅰ11;
23.3)陶瓷型芯上的六个定位点所在面与蜡模模具中的定位装置单向贴紧,对六个定位点所在面的对面实施单向压紧。
技术特征:
1.一种提高大型薄壁件用陶瓷型芯定位精度的方法,其特征在于,包括如下步骤:1)在陶瓷型芯的定位端一及定位端二的中间部位分别设置辅助定位凸台一及辅助定位凸台二;2)选取定位系统的六个定位点;辅助定位凸台一及辅助定位凸台二位于同侧的侧面中心处分别为定位点aⅰ、aⅱ;定位端一的上端面的两端分别为定位点bⅰ、bⅱ,定位端二的上端面的中间部位为定位点bⅲ;辅助定位凸台一的前端面中心处为定位点cⅰ;3)陶瓷型芯上的六个定位点所在面与蜡模模具中的定位装置单向贴紧,对六个定位点所在面的对面实施单向压紧。2.根据权利要求1所述的提高大型薄壁件用整体陶瓷型芯定位精度的方法,其特征在于,在定位端一及定位端二的盆向一侧分别对称开设两处辅助定位凹槽,利用辅助定位凹槽与型壳上的定位台彼此扣合。
技术总结
本发明属于精密铸造领域,具体涉及一种提高大型薄壁件用陶瓷型芯定位精度的方法。本发明的技术方案如下:一种提高大型薄壁件用陶瓷型芯定位精度的方法,包括如下步骤:1)在陶瓷型芯的定位端一及定位端二的中间部位分别设置辅助定位凸台一及辅助定位凸台二;2)选取定位系统的六个定位点;3)陶瓷型芯上的六个定位点所在面与蜡模模具中的定位装置单向贴紧,对六个定位点所在面的对面实施单向压紧。本发明提供的提高大型薄壁件用陶瓷型芯定位精度的方法,利用陶瓷型芯的合理定位结构,能够增加陶瓷型芯在蜡模模具及型壳中的定位精度及稳定性,有效保证铸件内腔质量及尺寸精度。有效保证铸件内腔质量及尺寸精度。有效保证铸件内腔质量及尺寸精度。
技术研发人员:张洪雪 张敬凯 孙长波 王延辉 倪伟
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:2021.10.21
技术公布日:2022/1/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1