一种齿轮箱端盖的覆膜砂造型模具的制作方法
1.本实用新型涉及机械铸造技术领域,尤其涉及一种齿轮箱端盖的覆膜砂造型模具。
背景技术:
2.覆膜砂主要采用优质精选天然石英砂为原砂,热塑性酚醛树脂,乌洛托品及增强剂为原料。根据用户的不同技术需求,在固化速度、脱膜性、流动性、溃散性、铸件表面光洁度、储存等方面适当调整配比。是汽车、拖拉机、液压件等最佳造型材料之一覆膜砂工艺广泛用于汽车缸体、缸盖、进气歧管,各类管件、泵体等各种复杂铸件的生产。
3.齿轮箱端盖毛坯,大多数还是采用传统工艺采用黏土砂造型,由于端盖的内部台阶较多结构复杂,毛坯生产效率低,且由于产品的需求量大,人工造型效率低,工人劳动强度大,毛坯质量不易控制。
技术实现要素:
4.本实用新型目的是在于提供一种结构简单,互用性强,节约资源,减少覆膜砂浪费的覆膜砂造型模具。
5.一种齿轮箱端盖的覆膜砂造型模具,包括上模、下模和覆膜成型的覆膜砂型;
6.所述上模的下端面设置有上模定位孔、定位导柱、上浇道凸模、造型上凸模、上浇口和上射砂口;
7.所述下模的上端面设置有下模定位孔、造型下凸模、下浇口、下浇道凸模和下射砂口;所述上模和下模合模后,经上下射砂口喷入覆膜砂,得到覆膜砂型;
8.所述下模的侧端面开设有加热管安装孔,所述覆膜砂型由加热管加热上下模凝固覆膜砂所得;所述下模开设有顶杆孔用于顶出覆膜砂型。
9.进一步的,所述覆膜砂型分为两个端面,分别对应上模和下模;覆膜砂型下端面上开设有砂型浇口、砂型下浇道和砂型下凹模;覆膜砂型上端面上开设有砂型浇口、砂型上凹模和铁水流道;所述覆膜砂型相互叠拼合型,成为浇筑沙模;
10.进一步的,所述上模还开设有合模定位上凸台,所述下模上还开设有合模定位下凹台;
11.进一步的,所述合模定位上凸台和合模定位下凹台合模后,对应在覆膜砂型上造型出砂型定位凹边和砂型定位凸边;所述覆膜砂型在叠拼合型时,砂型定位凹边和砂型定位凸边相互配合固定;
12.实用新型的有益效果是:
13.采用本实用新型,整体结构简单,根据端盖类型,设计上下模内的凸模,但是统一采用合模凸台与合模凹台的设计,可以自由叠加,结合浇口与流道的统一,不影响其他砂型的情况下,可以一次浇铸生产;增强互用性;减少覆膜砂浪费,节约人力资源,极大提高生产效率,并提高工件成品率。
附图说明
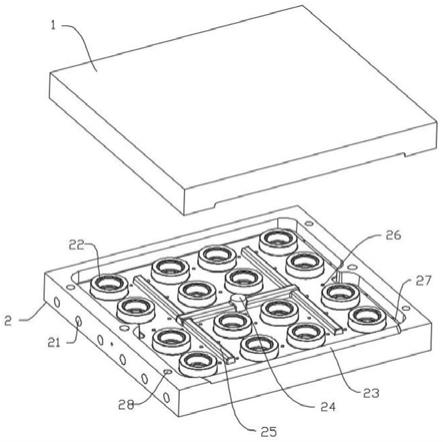
14.图1是本实用新型的整体结构示意图;
15.图2是本实用新型的斜仰视示意图;
16.图3是本实用新型的合模后剖视图;
17.图4是本实用新型的覆膜砂型的斜仰视示意图;
18.图5是本实用新型的覆膜砂型的结构示意图;
19.图6是本实用新型的覆膜砂型的叠拼后剖视图;
20.附图标记:1-上模、11-上模定位孔、12-定位导柱、13-上浇道凸模、14-上射砂口、15-造型上凸模、16-合模定位上凸台、17-上浇口、 2-下模、21-加热管安装孔、22-造型下凸模、23-下射砂口、24-下浇口、 25-下浇道凸模、26-顶杆孔、27-合模定位下凹台、28-下模定位孔、 3-覆膜砂型、31-砂型定位凸边、32-砂型下凹模、33-砂型下浇道、34
‑ꢀ
砂型浇口、35-砂型上凹模、36-铁水流道、37-砂型定位凹边。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
22.参考图1-6,一种齿轮箱端盖的覆膜砂造型模具,包括上模1、下模2和覆膜成型的覆膜砂型3;
23.所述上模1的下端面设置有上模定位孔11、定位导柱12、上浇道凸模13、造型上凸模15、上浇口17和上射砂口14;
24.所述下模2的上端面设置有下模定位孔28、造型下凸模22、下浇口24、下浇道凸模25和下射砂口23;所述上模和下模2合模后,经上下射砂口喷入覆膜砂,得到覆膜砂型3;
25.所述下模2的侧端面开设有加热管安装孔21,所述覆膜砂型3 由加热管加热上下模凝固覆膜砂所得;所述下模2开设有顶杆孔26 用于顶出覆膜砂型3;
26.进一步的,所述覆膜砂型3分为两个端面,分别对应上模1和下模2;覆膜砂型3下端面上开设有砂型浇口34、砂型下浇道33和砂型下凹模32;覆膜砂型3上端面上开设有砂型浇口34、砂型上凹模 35和铁水流道36;所述覆膜砂型3相互叠拼合型,成为浇筑沙模;
27.本实施例中,上模1和下模2为覆膜砂型的定型模具,用于制造覆膜砂型3;当上模1和下模2合模后,造型上凸模15和造型下凸模22配合,形成覆膜砂型3上的砂型下凹模32和砂型上凹模35;通过上浇口17和下浇口24配合,形成砂型浇口34;
28.并且,覆膜砂型3可以叠拼合型,每两个覆膜砂型3之间的空腔,均可以作为端盖浇铸的型腔。
29.进一步的,所述上模1还开设有合模定位上凸台16,所述下模2 上还开设有合模定位下凹台27;
30.进一步的,所述合模定位上凸台16和合模定位下凹台27合模后,对应在覆膜砂型3上造型出砂型定位凹边37和砂型定位凸边31;所述覆膜砂型3在叠拼合型时,砂型定位凹边37和砂型定位凸边31相互配合固定;
31.本实施例中,采用边框的配合可以更加便于覆膜砂型3之间的叠拼,减少装配过程
中的误差。
32.在本实用新型的具体实施过程中,整体分为造型阶段和浇铸阶段;造型阶段中,将上模下模合模后,由外部射芯机将覆膜砂由上射砂口14和下射砂口23合围的射砂口射入到模具型腔内,将型腔射满后,加热管开始加热使模具型腔内的覆膜砂快速凝固;待型腔内的砂型凝固后,模具分开退回,同时由顶杆将覆膜砂型3顶出;覆膜砂型 3因为其上下端面个设有砂型定位凹边37和砂型定位凸边31,其可以快速准确叠拼合型;将砂型定位对齐后,将铁水由砂型浇口34进入,再经过砂型下浇道33导流铁水,因为铁水流道36的间断式设计,配合砂型下浇道33,使得铁水可以进准落入16个砂型凹模内,多余铁水因平面闭合关系,再次进入下一层的覆膜砂型3;实现了一次浇铸,多层砂型的快速铸造方式;
33.采用本实用新型,整体结构简单,根据端盖类型,设计上下模内的凸模,但是统一采用合模凸台与合模凹台的设计,可以自由叠加,结合浇口与流道的统一,不影响其他砂型的情况下,可以一次浇铸生产;增强互用性;减少覆膜砂浪费,节约人力资源,极大提高生产效率,并提高工件成品率。
34.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
技术特征:
1.一种齿轮箱端盖的覆膜砂造型模具,其特征在于,包括上模(1)、下模(2)和覆膜成型的覆膜砂型(3);所述上模(1)的下端面设置有上模定位孔(11)、定位导柱(12)、上浇道凸模(13)、造型上凸模(15)、上浇口(17)和上射砂口(14);所述下模(2)的上端面设置有下模定位孔(28)、造型下凸模(22)、下浇口(24)、下浇道凸模(25)和下射砂口(23);所述上模和下模(2)合模后,经上下射砂口喷入覆膜砂,得到覆膜砂型(3);所述下模(2)的侧端面开设有加热管安装孔(21),所述覆膜砂型(3)由加热管加热上下模凝固覆膜砂所得;所述下模(2)开设有顶杆孔(26)用于顶出覆膜砂型(3)。2.根据权利要求1所述的一种齿轮箱端盖的覆膜砂造型模具,其特征在于,所述覆膜砂型(3)分为两个端面,分别对应上模(1)和下模(2);覆膜砂型(3)下端面上开设有砂型浇口(34)、砂型下浇道(33)和砂型下凹模(32);覆膜砂型(3)上端面上开设有砂型浇口(34)、砂型上凹模(35)和铁水流道(36);所述覆膜砂型(3)相互叠拼合型,成为浇筑沙模。3.根据权利要求2所述的一种齿轮箱端盖的覆膜砂造型模具,其特征在于,所述上模(1)还开设有合模定位上凸台(16),所述下模(2)上还开设有合模定位下凹台(27)。4.根据权利要求3所述的一种齿轮箱端盖的覆膜砂造型模具,其特征在于,所述合模定位上凸台(16)和合模定位下凹台(27)合模后,对应在覆膜砂型(3)上造型出砂型定位凹边(37)和砂型定位凸边(31);所述覆膜砂型(3)在叠拼合型时,砂型定位凹边(37)和砂型定位凸边(31)相互配合固定。
技术总结
本实用新型涉及机械铸造技术领域,尤其涉及一种齿轮箱端盖的覆膜砂造型模具,所述覆膜砂造型模具包括上模(1)、下模(2)和覆膜成型的覆膜砂型(3);采用本实用新型,整体结构简单,根据端盖类型,设计上下模内的凸模,但是统一采用合模凸台与合模凹台的设计,可以自由叠加,结合浇口与流道的统一,不影响其他砂型的情况下,可以一次浇铸生产;增强互用性;减少覆膜砂浪费,节约人力资源,极大提高生产效率,并提高工件成品率。提高工件成品率。提高工件成品率。
技术研发人员:罗鲁豪 刘庆太 杨洪祥
受保护的技术使用者:山东众冶集团有限公司
技术研发日:2021.02.04
技术公布日:2022/2/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1