内衬复合管端头精细打磨加工的立式夹具的制作方法
1.本实用新型属于复合管加工装置领域,特别是涉及内衬复合管端头精细打磨加工的立式夹具。
背景技术:
2.内衬复合管通常是根据所输送流体的类型,采用多层钢管复合而成,其内衬管根据使用的需要可能采用耐腐蚀、耐高温或耐冲刷的管材。在完成复合管主体的复合之后,其端头的夹持部位可能存在一定的缺陷,此时就需要对其端头部位进行局部的加工,包括打磨、抛光、车削等处理工艺。为了保证其加工精度和质量,在加工过程中,需要保证其直立状态,进而对复合管进行定位夹紧。
技术实现要素:
3.为解决以上技术问题,本实用新型提供内衬复合管端头精细打磨加工的立式夹具,此夹具能够用于复合管端头加工过程中,对复合管的端头进行夹紧,并保证其能够处于直立状态,保证其夹紧的可靠性和稳定性,进而便于后续对其端头进行手动加工工艺过程。
4.为了实现上述的技术特征,本实用新型的目的是这样实现的:内衬复合管端头精细打磨加工的立式夹具,它包括底板,所述底板的顶部绕着其中心均布固定有三根穿过中心的导向杆;每根所述导向杆都通过滑动配合安装有滑移座,所述滑移座的顶部固定有竖直布置的立板,所述立板上通过螺纹传动配合有螺杆,所述滑移座的顶部,并位于立板的头部的一侧设置有支撑板端;所述支撑板端的末端顶部设置有用于对复合管的内壁进行定位的内壁定位结构。
5.所述底板采用厚钢板材料裁剪而成。
6.所述导向杆通过焊接固定在底板的顶端。
7.所述滑移座的底端加工有用于和导向杆相配合的滑槽。
8.所述滑移座上并位于立板尾部一侧设置有锁紧板端,所述锁紧板端上固定安装有锁紧螺栓,所述锁紧螺栓与导向杆相配合,并在其位置调整到位之后将滑移座锁紧固定在导向杆上。
9.所述底板的中心部位加工有中心孔。
10.所述螺杆的尾部设置有内六角头。
11.所述内壁定位结构包括固定在支撑板端顶部的定位立板,所述定位立板的外侧壁上设置有用于和复合管的内壁相配合的弧形壁。
12.本实用新型有如下有益效果:
13.1、此夹具能够用于复合管端头加工过程中,对复合管的端头进行夹紧,并保证其能够处于直立状态,保证其夹紧的可靠性和稳定性,进而便于后续对其端头进行手动加工工艺过程。
14.2、通过采用均布的导向杆,保证了滑移座进行位置调整过程中,始终沿着钢管的
径向方向进行调整,进而保证了对复合管的支撑和锁紧。
15.3、通过采用上述的厚钢板裁剪而成,保证了其底板的结构强度,也增加了整个底板的重量,保证了其支撑的稳定性。
16.4、通过上述的滑动配合方式,保证了滑移座能够沿着滑槽稳定的滑动。
17.5、通过采用内六角头能够用于驱动螺杆,进而通过螺杆的端头顶紧复合管的外壁,进而将复合管顶紧固定在内壁定位结构上。
18.6、通过上述的内壁定位结构能够用于对复合管的内壁进行支撑定位,进而配合螺杆对其整个底部进行锁紧定位。
附图说明
19.下面结合附图和实施例对本实用新型作进一步说明。
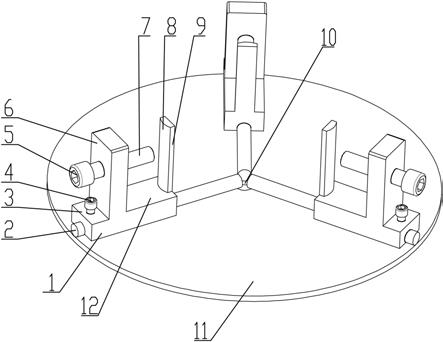
20.图1为本实用新型第一视角三维图。
21.图2为本实用新型第二视角三维图。
22.图3为本实用新型在使用过程中的第一视角三维图。
23.图4为本实用新型在使用过程中的第二视角三维图。
24.图5为本实用新型在使用过程中的俯视图。
25.图6为本实用新型图5中a
‑
a视图。
26.图中:滑移座1、导向杆2、锁紧板端3、锁紧螺栓4、内六角头5、立板6、螺杆7、弧形壁8、定位立板9、中心孔10、底板11、支撑板端12、复合管13。
具体实施方式
27.下面结合附图对本实用新型的实施方式做进一步的说明。
28.参见图1
‑
6,内衬复合管端头精细打磨加工的立式夹具,它包括底板11,所述底板11的顶部绕着其中心均布固定有三根穿过中心的导向杆2;每根所述导向杆2都通过滑动配合安装有滑移座1,所述滑移座1的顶部固定有竖直布置的立板6,所述立板6上通过螺纹传动配合有螺杆7,所述滑移座1的顶部,并位于立板6的头部的一侧设置有支撑板端12;所述支撑板端12的末端顶部设置有用于对复合管13的内壁进行定位的内壁定位结构。此夹具能够用于复合管端头加工过程中,对复合管的端头进行夹紧,并保证其能够处于直立状态,保证其夹紧的可靠性和稳定性,进而便于后续对其端头进行手动加工工艺过程。
29.而且通过采用均布的导向杆2,保证了滑移座1进行位置调整过程中,始终沿着钢管的径向方向进行调整,进而保证了对复合管13的支撑和锁紧。
30.进一步的,所述底板11采用厚钢板材料裁剪而成。通过采用上述的厚钢板裁剪而成,保证了其底板11的结构强度,也增加了整个底板11的重量,保证了其支撑的稳定性。
31.进一步的,所述导向杆2通过焊接固定在底板11的顶端。通过采用焊接固定方式,保证了导向杆2固定的可靠性。
32.进一步的,所述滑移座1的底端加工有用于和导向杆2相配合的滑槽。通过上述的滑动配合方式,保证了滑移座1能够沿着滑槽稳定的滑动。
33.进一步的,所述滑移座1上并位于立板6尾部一侧设置有锁紧板端3,所述锁紧板端3上固定安装有锁紧螺栓4,所述锁紧螺栓4与导向杆2相配合,并在其位置调整到位之后将
滑移座1锁紧固定在导向杆2上。通过上述的结构主要用于对整个滑移座1进行锁紧固定,在锁紧过程中,通过锁紧螺栓4旋紧,进而通过锁紧螺栓4的端头与导向杆2相配合,最终将整个滑移座1锁紧固定。
34.进一步的,所述底板11的中心部位加工有中心孔10。通过上述的中心孔10能够用于对整个底板11进行固定。
35.进一步的,所述螺杆7的尾部设置有内六角头5。通过采用内六角头5能够用于驱动螺杆7,进而通过螺杆7的端头顶紧复合管13的外壁,进而将复合管13顶紧固定在内壁定位结构上。
36.进一步的,所述内壁定位结构包括固定在支撑板端12顶部的定位立板9,所述定位立板9的外侧壁上设置有用于和复合管13的内壁相配合的弧形壁8。通过上述的内壁定位结构能够用于对复合管13的内壁进行支撑定位,进而配合螺杆7对其整个底部进行锁紧定位。
37.本实用新型的工作过程和原理:
38.首先,根据复合管13的驱动滑移座1在导向杆2上滑动,进而调节三块滑移座1的定位立板9所围成的定位柱空间的内径;然后,将复合管13放置在支撑板端12的顶部,并保证弧形壁8与复合管13的内侧壁相接触配合;再手动的转动内六角头5,通过内六角头5驱动螺杆7,进而通过螺杆7的端头顶紧复合管13的外壁,进而将复合管13顶紧固定在内壁定位结构上;待其锁紧固定之后,通过手动的方式对复合管13的端头进行相应的加工。
技术特征:
1.内衬复合管端头精细打磨加工的立式夹具,其特征在于:它包括底板(11),所述底板(11)的顶部绕着其中心均布固定有三根穿过中心的导向杆(2);每根所述导向杆(2)都通过滑动配合安装有滑移座(1),所述滑移座(1)的顶部固定有竖直布置的立板(6),所述立板(6)上通过螺纹传动配合有螺杆(7),所述滑移座(1)的顶部,并位于立板(6)的头部的一侧设置有支撑板端(12);所述支撑板端(12)的末端顶部设置有用于对复合管(13)的内壁进行定位的内壁定位结构。2.根据权利要求1所述内衬复合管端头精细打磨加工的立式夹具,其特征在于:所述底板(11)采用厚钢板材料裁剪而成。3.根据权利要求1所述内衬复合管端头精细打磨加工的立式夹具,其特征在于:所述导向杆(2)通过焊接固定在底板(11)的顶端。4.根据权利要求1所述内衬复合管端头精细打磨加工的立式夹具,其特征在于:所述滑移座(1)的底端加工有用于和导向杆(2)相配合的滑槽。5.根据权利要求1所述内衬复合管端头精细打磨加工的立式夹具,其特征在于:所述滑移座(1)上并位于立板(6)尾部一侧设置有锁紧板端(3),所述锁紧板端(3)上固定安装有锁紧螺栓(4),所述锁紧螺栓(4)与导向杆(2)相配合,并在其位置调整到位之后将滑移座(1)锁紧固定在导向杆(2)上。6.根据权利要求1所述内衬复合管端头精细打磨加工的立式夹具,其特征在于:所述底板(11)的中心部位加工有中心孔(10)。7.根据权利要求1所述内衬复合管端头精细打磨加工的立式夹具,其特征在于:所述螺杆(7)的尾部设置有内六角头(5)。8.根据权利要求1所述内衬复合管端头精细打磨加工的立式夹具,其特征在于:所述内壁定位结构包括固定在支撑板端(12)顶部的定位立板(9),所述定位立板(9)的外侧壁上设置有用于和复合管(13)的内壁相配合的弧形壁(8)。
技术总结
本实用新型提供了内衬复合管端头精细打磨加工的立式夹具,它包括底板,所述底板的顶部绕着其中心均布固定有三根穿过中心的导向杆;每根所述导向杆都通过滑动配合安装有滑移座,所述滑移座的顶部固定有竖直布置的立板,所述立板上通过螺纹传动配合有螺杆,所述滑移座的顶部,并位于立板的头部的一侧设置有支撑板端;所述支撑板端的末端顶部设置有用于对复合管的内壁进行定位的内壁定位结构。此夹具能够用于复合管端头加工过程中,对复合管的端头进行夹紧,并保证其能够处于直立状态,保证其夹紧的可靠性和稳定性,进而便于后续对其端头进行手动加工工艺过程。进行手动加工工艺过程。进行手动加工工艺过程。
技术研发人员:赵江华 卢凤云 罗箫凡 彭飞 陈念 李坤
受保护的技术使用者:宜昌中南精密钢管有限公司
技术研发日:2021.07.16
技术公布日:2022/1/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1