一种基于光谱识别钢包精炼炉氩气底吹控制装置的制作方法
1.本实用新型涉及钢铁企业钢包精炼炉控制技术领域,特别涉及一种基于光谱识别钢包精炼炉氩气底吹控制装置。
背景技术:
2.炼钢过程中,钢水中夹杂物是影响钢水质量的重要因素。为降低钢水中夹杂物的含量,一般采用吹氩(根据冶炼钢种不同还有可能吹氮气或二氧化碳)来促使钢水中夹杂物上浮,同时还能使钢水成分和温度均匀化。吹氩过程对后续成品钢质量起着关键作用,若氩气供应不稳定就会造成成品钢质量差,会造成次品、废品,严重出现“夹渣”质量事故。目前,炼钢企业的吹氩控制相对比较简单,一般通过输送管道将氩气站产生的氩气直接输送到钢包底部的吹氩口,且氩气站同时为二路输出,氩气操作人员人工给定每路的氩气流量,通过lf炉盖上的窥视孔观察熔渣翻腾情况,逐渐调节每路的氩气流量,直至观察到熔渣最佳翻腾为止。一般控制方法是不同的冶炼时段设定不同的固定流量,但是难以达到最佳熔渣最佳翻腾效果。
技术实现要素:
3.为了解决背景技术中的技术问题,本实用新型提供一种基于光谱识别钢包精炼炉氩气底吹控制装置,通过实时检测lf炉内吹氩区域熔渣表面光谱发光强度,调整氩气管路调节阀流量,控制渣层表面光强在一定范围内,即保证不裸露钢水,还能达到熔渣最佳翻腾效果,以最低的氩气消耗量获得最佳钢水搅拌效果。
4.为了达到上述目的,本发明采用以下技术方案实现:
5.一种基于光谱识别钢包精炼炉氩气底吹控制装置,包括光谱火焰强度检测器b1,光谱火焰强度检测器b1固定安装在lf炉体的水冷炉盖上的人工观察孔上,镜头方向对准lf 炉内氩气翻腾区域,即lf钢包滑动水口对侧的氩气管路入口上方钢水之上渣层的中间区域;
6.还包括氩气流量调节阀fv1、氩气质量流量计f1,氩气流量控制调节阀fv1和氩气质量流量计f1均安装在lf钢包底部的氩气管路上;
7.还包括第一pid调节器和第二pid调节器,光谱火焰强度检测器b1与第一pid调节器的反馈信号输入端连接,第一pid调节器的输出端与第二pid调节器的给定信号输入端连接,氩气质量流量计f1与第二pid调节器的反馈信号输入端连接,第二pid调节器的输出端连接氩气流量调节阀fv1。
8.进一步地,所述的第一pid调节器和第二pid调节器采用两个独立的pid调节仪表。
9.进一步地,所述的第一pid调节器和第二pid调节器采用plc,利用plc的内部pid 模块实现。
10.与现有技术相比,本实用新型的有益效果是:
11.本实用新型的一种基于光谱识别钢包精炼炉氩气底吹控制装置,通过实时检测lf
炉内吹氩区域熔渣表面光谱发光强度,调整氩气管路调节阀流量,控制渣层表面光强在一定范围内,即保证不裸露钢水,还能达到熔渣最佳翻腾效果,以最低的氩气消耗量获得最佳钢水搅拌效果。
附图说明
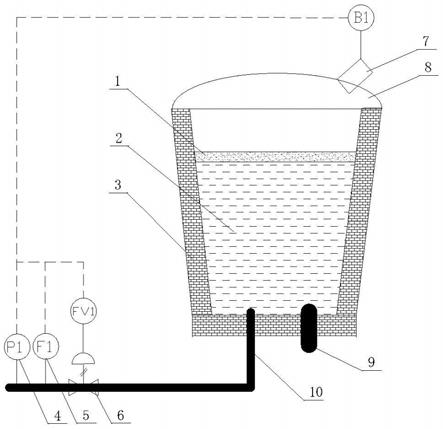
12.图1是本实用新型的一种基于光谱识别钢包精炼炉氩气底吹控制装置的元件位置图;
13.图2是本实用新型的一种基于光谱识别钢包精炼炉氩气底吹控制装置的整体结构图。
14.其中:1-渣层 2-入口上方钢水 3-lf炉体 4-氩气压力传感器p1 5-氩气质量流量计f1 6-氩气流量调节阀fv1 7-光谱火焰强度检测器b1 8-水冷炉盖 9-lf钢包滑动水口 10-氩气管路 11-第一pid调节器 12-第二pid调节器。
具体实施方式
15.以下结合附图对本实用新型提供的具体实施方式进行详细说明。
16.如图1所示,一种基于光谱识别钢包精炼炉氩气底吹控制装置,包括光谱火焰强度检测器b17,光谱火焰强度检测器b17固定安装在lf炉体3的水冷炉盖8上的人工观察孔上,镜头方向对准lf炉3内氩气翻腾区域,即lf钢包滑动水口9对侧的氩气管路10入口上方钢水之上渣层1的中间区域;
17.还包括氩气流量调节阀fv16、氩气质量流量计f15,氩气流量调节阀fv16和氩气质量流量计f15均安装在lf钢包底部的氩气管路10上;
18.如图2所示,还包括第一pid调节器11和第二pid调节器12,光谱火焰强度检测器b17与第一pid调节器11的反馈信号输入端ai0连接,第一pid调节器11的输出端ao0 与第二pid调节器12的给定信号输入端连接,氩气质量流量计f15与第二pid调节器12 的反馈信号输入端ai1连接,第二pid调节器12的输出端ao1连接氩气流量调节阀fv15。
19.所述的第一pid调节器11和第二pid调节器12可以采用两个独立的pid调节仪表。在市场上购买配套的pid调节仪,将各自回路的输入和输出对应连接即可。所述的第一pid 调节器11和第二pid调节器12还可以采用plc,利用plc的内部pid模块实现,将上述的各传感器以及调节阀均连接至此plc的ai和ao端口即可。
20.如图1所示,还包括氩气压力传感器p14,氩气压力传感器p14安装在lf钢包底部的氩气管路10上,氩气压力传感器p14检测氩气管路10的压力值,用于校准氩气质量流量计f15的流量值为实际的流量值,可以人工校准,或者将氩气压力传感器p14连接至plc的输入端,在plc内部自动计算校准。
21.本实用新型的工作原理为:第一pid调节器11为主pid,第二pid调节器12为副pid,形成串级pid,光谱火焰强度检测器b17反馈的输入信号为实际光强,主pid的给定值为给定光强,给定光强是按lf钢包渣层达到最佳效果标定出的,主pid输出为氩气给定流量,用它做副pid的给定值。副pid反馈输入信号为实际流量,它是检测到的氩气管线中的质量流量f15得到的,主pid控制输出给定流量,即为副pid的设定值,副pid的输出加载给氩气流量调节阀fv16,以确保有合适的氩气流量从lf钢包底部吹入钢水中。当吹氩区域实际光强由于
氩气压力的降低低于给定光强时,主pid控制输出的给定流量将增加,即副pid的给定流量增加,如此时实际流量未变化,则流量偏差增大,经副pid调节,将增大对氩气流量调节阀fv16的控制输出,使调节阀开大,从而增加氩气流量。显然氩气流量最佳,将使lf炉钢包吹氩区域钢水翻腾加剧,钢水裸露出渣面,使吹氩区域的光强增大,即实现了对光强的稳定调节。反之亦然。这里由于可使所控制的光强免受氩气压力波动的干扰,从而提高系统的控制品质。
22.本实用新型在系统运行前,需要人工设定给定光强,过程为:人工调整氩气流量调节阀fv16,同时(可以通过摄像头)观察lf层表面,如果冒钢花,及时调整氩气流量,目测符合目视化软吹效果的要求即为最佳氩气流量。直至调整到氩气流量时钢水翻腾效果达到符合要求为止,此时,安装于lf窥视孔处的光谱火检标定出此时对应的光谱强度为给定光强。
23.以上实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于上述的实施例。上述实施例中所用方法如无特别说明均为常规方法。
技术特征:
1.一种基于光谱识别钢包精炼炉氩气底吹控制装置,其特征在于,包括光谱火焰强度检测器b1,光谱火焰强度检测器b1固定安装在lf炉体的水冷炉盖的人工观察孔上,镜头方向对准lf炉内氩气翻腾区域,即lf钢包滑动水口对侧的氩气管路入口上方钢水之上渣层的中间区域;还包括氩气流量调节阀fv1、氩气质量流量计f1,氩气流量调节阀fv1和氩气质量流量计f1均安装在lf钢包底部的氩气管路上;还包括第一pid调节器和第二pid调节器,光谱火焰强度检测器b1与第一pid调节器的反馈信号输入端连接,第一pid调节器的输出端与第二pid调节器的给定信号输入端连接,氩气质量流量计f1与第二pid调节器的反馈信号输入端连接,第二pid调节器的输出端连接氩气流量调节阀fv1。2.根据权利要求1所述的一种基于光谱识别钢包精炼炉氩气底吹控制装置,其特征在于,所述的第一pid调节器和第二pid调节器采用两个独立的pid调节仪表。3.根据权利要求1所述的一种基于光谱识别钢包精炼炉氩气底吹控制装置,其特征在于,所述的第一pid调节器和第二pid调节器采用plc,利用plc的内部pid模块实现。
技术总结
一种基于光谱识别钢包精炼炉氩气底吹控制装置,包括光谱火焰强度检测器,固定在LF炉体的水冷炉盖上的人工观察孔上,镜头方向对准LF炉内氩气翻腾区域,还包括氩气流量调节阀、氩气质量流量计、第一PID调节器和第二PID调节器,光谱火焰强度检测器与第一PID调节器的反馈信号输入端连接,第一PID调节器的输出端与第二PID调节器的给定信号输入端连接,氩气质量流量计与第二PID调节器的反馈信号输入端连接,第二PID调节器的输出端连接氩气流量调节阀。通过实时检测LF炉内吹氩区域熔渣表面光谱发光强度,调整氩气流量,控制渣层表面光强在一定范围内,即保证不裸露钢水,还能达到熔渣最佳翻腾效果,以最低的氩气消耗量获得最佳钢水搅拌效果。水搅拌效果。水搅拌效果。
技术研发人员:任铁良 徐鹏 李岩 胡中博 袁祺森 唐宇 蒋卫 解明怡 王卫红 马赫 王辉 刘璨 彭梅 陈星 尚书
受保护的技术使用者:中钢集团鞍山热能研究院有限公司
技术研发日:2021.08.04
技术公布日:2022/2/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1