钢包加揭盖装置的制作方法
1.本实用新型属于炼铁设备技术领域,具体地说,本实用新型涉及一种钢包加揭盖装置。
背景技术:
2.炼钢连铸生产中钢包散热主要由两部分构成,一是包衬和包壳之间的热传导;二是通过钢包顶部开口向空气的热辐射。而控制钢包通过顶部开口向空气的热辐射是目前控制钢包散热的主要途径。故而国内炼钢厂均在陆续实现钢包全程加盖。
3.使用钢包全程加盖工艺:(1)减小钢包空包时钢包衬的温度的降低,可以取消或减少钢包的在线烘烤,提高钢包壳和钢包衬的使用寿命,降低维修强度和生产维修成本;(2)由于减小了钢包钢水的温降,使钢包钢水温度得到均匀稳定,同时有效地防止二次氧化,有效地提高钢包滑动水口的自动开浇率。也有效地控制中间罐钢水过热度,使中间罐和结晶器钢水温度和液面稳定,提高了铸坯的质量,减少钢包钢水的结瘤和铸余钢水,提高了炼钢连铸属收得率和钢包滑动水口的使用寿命;(3)可以适当降低转炉出钢温度,减少转炉冶炼时间,降低转炉冶炼成本,减小转炉炉体和钢包内衬的侵蚀,提高转炉炉体和钢包的寿命,同时减少了钢水夹杂物,提高钢水质量;(4)尤其提高了对环境的保护,减少了烟尘、so2、co、co2等有害气体排放。
4.炼钢厂在线钢包在维修区、转炉、lf炉、rh炉、vd炉(真空精炼炉)、连铸机回转台循环使用,一般钢包加揭盖装置固定安装在炉前或炉后,国内现有钢包加揭盖装置在转炉、lf炉、rh炉都有多种结构形式适应不同的工况,而vd炉目前还没有适合的钢包加揭盖装置,一般都是直接用车间行车吊盖,而车间行车工作量大,不可能随时待吊,直接影响炼钢效率。
技术实现要素:
5.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提供一种钢包加揭盖装置,目的是满足vd炉的加揭盖要求,提高炼钢效率。
6.为了实现上述目的,本实用新型采取的技术方案为:钢包加揭盖装置,包括加揭盖机构、可自行行驶的移动平台、与所述加揭盖机构连接且用于控制加揭盖机构进行升降的升降机构和设置于移动平台上且用于控制升降机构进行直线移动的横移机构。
7.所述移动平台包括车架、设置于车架上的驱动轮和行走轮以及与驱动轮连接的驱动电机。
8.所述横移机构包括可移动的设置于所述移动平台上的滑移座和与滑移座连接且用于控制滑移座进行直线移动的滑移执行器,所述升降机构设置于滑移座上。
9.所述滑移执行器为液压缸。
10.本实用新型的钢包加揭盖装置,可以满足vd炉的加揭盖要求,方便对vd炉进行加揭盖操作,提高炼钢效率;而且不需要对现场改造,既不影响vd炉精炼,也不影响吊包,完善了钢包全程加盖系统。
附图说明
11.本说明书包括以下附图,所示内容分别是:
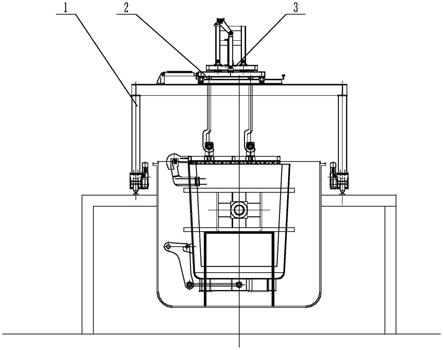
12.图1是本实用新型钢包加揭盖装置的结构示意图;
13.图2是本实用新型钢包加揭盖装置的布置示意图;
14.图3是图2所示结构的俯视图;
15.图4是升降机构的结构示意图;
16.图中标记为:1、移动平台;101、车架;102、驱动轮;103、行走轮;104、驱动电机;2、横移机构;201、滑移座;202、滑移执行器;3、升降机构;
17.301、升降框架;302、挂钩组件;303、升降油缸;304、平衡轴组件;305、连杆
18.4、vd炉轨道;5、1#工位;6、2#工位;7、vd炉。
具体实施方式
19.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本实用新型的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
20.如图1至图3所示,本实用新型提供了一种钢包加揭盖装置,包括加揭盖机构、可自行行驶的移动平台1、与所述加揭盖机构连接且用于控制加揭盖机构进行升降的升降机构3和设置于移动平台1上且用于控制升降机构3进行直线移动的横移机构2。
21.具体地说,如图1至图4所示,移动平台1安放在vd炉轨道4上,vd炉轨道4的长度方向与第一方向相平行,移动平台1的移动方向与第一方向相平行,第一方向为水平方向。横移机构2控制升降机构3进行移动的方向与第二方向相平行,第二方向为水平方向且第二方向与第一方向相垂直,升降机构3可以携带加揭盖机构同步进行直线移动。加揭盖机构具有用于勾住铁水包盖的挂钩组件302。
22.如图1至图3所示,移动平台1包括车架101、可旋转的设置于车架101上的驱动轮102和行走轮103以及与驱动轮102连接的驱动电机104。驱动轮102设置两个,两个驱动轮102处于与第二方向相平行的同一直线上,各个驱动轮102分别由一个驱动电机104驱动进行运转,驱动电机104固定设置在车架101上,驱动电机104为变频电机。行走轮103设置两个,两个行走轮103处于与第二方向相平行的同一直线上,各个驱动轮102分别与一个行走轮103处于与第一方向相平行的同一直线上,驱动轮102和行走轮103可沿vd炉轨道4进行滚动。
23.如图1至图3所示,横移机构2包括可移动的设置于移动平台1上的滑移座201和与滑移座201连接且用于控制滑移座201进行直线移动的滑移执行器202,升降机构3设置于滑移座201上。车架101的顶面上设置用于对滑移座201进行导向的轨道,滑移座201为可移动的设置于车架101上。滑移执行器202为液压缸,滑移执行器202的一端与滑移座201转动连接,滑移执行器202的另一端与车架101转动连接。通过滑移执行器202的伸缩,控制滑移座201沿第二方向进行直线移动,进而可以实现升降机构3及加揭盖机构同步沿第二方向直线移动。
24.如图4所示,升降机构包括升降框架301、升降油缸303、平衡轴组件304和连杆305,挂钩组件302固定在升降框架301上,平衡轴组件304固定在滑移座201上,平衡轴组件304通
过连杆305与升降框架301连接,升降油缸303固定在滑移座201上,升降油缸303驱动平衡轴组件304带动升降框架301提升或下降,升降框架301带动挂钩组件302同步升降。
25.工作过程如下:
26.如图2和图3所示,带盖钢包吊至vd炉1#工位5,移动平台1上的驱动电机104工作,将加揭盖装置移动到1#工位5正上方停止,横移机构2工作,将升降机构3推到挂钩可勾住包盖挂轴座的位置停止,升降机构3工作,提起包盖到一定位置停止,移动平台1移动,此时包盖随加揭盖装置移动至旁边完成揭盖,vd炉精炼装置移动至1#工位5开始精炼,精炼完成后复位,加揭盖装置移动到1#工位5正上方,升降机构3下降,将包盖准确放到钢包上,横移机构2回拉复位,移动平台1移动至初始位置,完成加盖,行车带盖吊包。2#工位6加揭盖同1#工位5。
27.以上结合附图对本实用新型进行了示例性描述。显然,本实用新型具体实现并不受上述方式的限制。只要是采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本实用新型的上述构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
技术特征:
1.钢包加揭盖装置,包括加揭盖机构,其特征在于:还包括可自行行驶的移动平台、与所述加揭盖机构连接且用于控制加揭盖机构进行升降的升降机构和设置于移动平台上且用于控制升降机构进行直线移动的横移机构。2.根据权利要求1所述的钢包加揭盖装置,其特征在于:所述移动平台包括车架、设置于车架上的驱动轮和行走轮以及与驱动轮连接的驱动电机。3.根据权利要求1或2所述的钢包加揭盖装置,其特征在于:所述横移机构包括可移动的设置于所述移动平台上的滑移座和与滑移座连接且用于控制滑移座进行直线移动的滑移执行器,所述升降机构设置于滑移座上。4.根据权利要求3所述的钢包加揭盖装置,其特征在于:所述滑移执行器为液压缸。
技术总结
本实用新型公开了一种钢包加揭盖装置,包括加揭盖机构、可自行行驶的移动平台、与所述加揭盖机构连接且用于控制加揭盖机构进行升降的升降机构和设置于移动平台上且用于控制升降机构进行直线移动的横移机构。本实用新型的钢包加揭盖装置,可以满足VD炉的加揭盖要求,方便对VD炉进行加揭盖操作,提高炼钢效率。提高炼钢效率。提高炼钢效率。
技术研发人员:吴金虎 余斌 孙泽波 汪永荣
受保护的技术使用者:马鞍山市双益机械制造有限公司
技术研发日:2021.10.11
技术公布日:2022/2/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1