一种针对非磁性工件的磨床装夹装置的制作方法
1.本实用新型属于冶金工程领域,具体涉及一种针对非磁性工件的磨床装夹装置。
背景技术:
2.在用磨床磨制晶间腐蚀试样和高锰钢等非磁性材料试样时,由于试样较簿、尺寸较小(20mm*100mm*3mm),无法将试样固定在磁性底座上,因而无法用平面磨床加工,只能用简易夹具夹紧试样在磨样机上磨制,工作效率极低,且试样常常会因磨制时松动而飞出,极不安全。
技术实现要素:
3.实用新型目的:本实用新型目的是提供一种针对非磁性工件的磨床装夹装置。
4.技术方案:本实用新型所公开的针对非磁性工件的磨床装夹装置,包括:
5.夹紧底座,所述夹紧底座两端凸起形成凹槽结构,槽内为工作区;
6.工作区内设有主滑块和工件平台,所述工件平台设于工作区的一端,工件置于工件平台上,工件侧壁与夹紧底座其中一凸起端接触,所述主滑块在工作区的另一端,夹紧底座的另一凸起端设有螺旋顶杆,由夹紧底座外端穿入,将主滑块压于工件;
7.所述主滑块夹持侧面的上角向内设置第一梯形倒刺倒角缺口,形成第一夹持边,所述夹紧底座与工件的接触面向内切角形成第二夹持边,所述第一夹持边与第二夹持边对工件形成夹持;
8.所述夹紧底座侧边设有工件侧挡板,在工件的磨样方向对工件形成限位。
9.进一步的,所述主滑块高度低于夹紧底座该凸起端部高度,在该凸起端上栓接压板,对主滑块形成上部限位。
10.进一步的,工作区还设有副滑块和主垫块,所述主滑块通过主垫块将副滑块压于工件,所述副滑块夹持侧边的上角设置第二梯形倒刺倒角缺口。副滑块适应于尺寸较小的工件夹持。
11.进一步的,所述主滑块夹持侧边的下角向内切角,形成倒刺结构,利于顶紧工件。
12.进一步的,所述工件侧挡板通过侧边的螺栓与夹紧底座和主滑块/副滑块固定。
13.进一步的,所述工件平台上设有垫片,工件通过垫片调整高度,保证在加工过程中的平整度。
14.进一步的,所述夹紧底座为磁性钢材质,与磨床台面吸合。
15.有益效果:本实用新型在磨制非磁性工件试样时,装夹工件方便快捷;磨样时稳定性高,工件无松动、飞离现象发生;工件磨制后平整性高,表面光洁、无啃痕。
附图说明
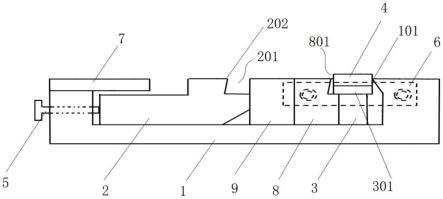
16.图1为本实用新型结构示意图。
具体实施方式
17.下面结合附图和实施例对本实用新型做进一步描述。
18.如图1所示的针对非磁性工件的磨床装夹装置,包括:
19.夹紧底座1,为磁性钢材质,与磨床台面吸合。所述夹紧底座1两端凸起形成凹槽结构,槽内为工作区。
20.工作区内设有主滑块2和工件平台3,所述工件平台3设于工作区的一端,工件4置于工件平台3上,工件侧壁与夹紧底座1其中一凸起端接触,所述主滑块2在工作区的另一端,夹紧底座1的另一凸起端设有螺旋顶杆5,由夹紧底座 1外端穿入,将主滑块2压于工件4。
21.所述主滑块2夹持侧面的上角向内设置第一梯形倒刺倒角缺口201,形成第一夹持边202,所述夹紧底座1与工件4的接触面向内切角形成第二夹持边101,所述第一夹持边202与第二夹持边101对工件形成夹持,改面夹持为线夹持。
22.所述夹紧底座1侧边设有工件侧挡板6,在工件的磨样方向对工件形成限位。
23.所述主滑块2高度低于夹紧底座1该凸起端部高度,在该凸起端上栓接压板 7,对主滑块2形成上部限位。
24.工作区还设有副滑块8和主垫块9,所述主滑块2通过主垫块9将副滑块8 压于工件4,所述副滑块8夹持侧边的上角设置第二梯形倒刺倒角缺口801。当工件尺寸较小则需要副滑块8进行辅助夹持。
25.所述主滑块2夹持侧边的下角向内切角,形成倒刺结构。
26.所述工件侧挡板6通过侧边的螺栓与夹紧底座1和主滑块2/副滑块8固定。
27.所述工件平台3上设有垫片301,工件4通过垫片301调整高度,保证在加工过程中的平整度。
技术特征:
1.一种针对非磁性工件的磨床装夹装置,其特征在于,包括:夹紧底座(1),所述夹紧底座(1)两端凸起形成凹槽结构,槽内为工作区;工作区内设有主滑块(2)和工件平台(3),所述工件平台(3)设于工作区的一端,工件(4)置于工件平台(3)上,工件侧壁与夹紧底座(1)其中一凸起端接触,所述主滑块(2)在工作区的另一端,夹紧底座(1)的另一凸起端设有螺旋顶杆(5),由夹紧底座(1)外端穿入,将主滑块(2)压于工件(4);所述主滑块(2)夹持侧面的上角向内设置第一梯形倒刺倒角缺口(201),形成第一夹持边(202),所述夹紧底座(1)与工件(4)的接触面向内切角形成第二夹持边(101),所述第一夹持边(202)与第二夹持边(101)对工件形成夹持;所述夹紧底座(1)侧边设有工件侧挡板(6),在工件的磨样方向对工件形成限位。2.根据权利要求1所述的针对非磁性工件的磨床装夹装置,其特征在于:所述主滑块(2)高度低于夹紧底座(1)该凸起端部高度,在该凸起端上栓接压板(7),对主滑块(2)形成上部限位。3.根据权利要求1所述的针对非磁性工件的磨床装夹装置,其特征在于:工作区还设有副滑块(8)和主垫块(9),所述主滑块(2)通过主垫块(9)将副滑块(8)压于工件(4),所述副滑块(8)夹持侧边的上角设置第二梯形倒刺倒角缺口(801)。4.根据权利要求3所述的针对非磁性工件的磨床装夹装置,其特征在于:所述主滑块(2)夹持侧边的下角向内切角,形成倒刺结构。5.根据权利要求3所述的针对非磁性工件的磨床装夹装置,其特征在于:所述工件侧挡板(6)通过侧边的螺栓与夹紧底座(1)和主滑块(2)/副滑块(8)固定。6.根据权利要求1所述的针对非磁性工件的磨床装夹装置,其特征在于:所述工件平台(3)上设有垫片(301),工件(4)通过垫片(301)调整高度,保证在加工过程中的平整度。7.根据权利要求1所述的针对非磁性工件的磨床装夹装置,其特征在于:所述夹紧底座(1)为磁性钢材质,与磨床台面吸合。
技术总结
本实用新型公开了一种针对非磁性工件的磨床装夹装置,包括:夹紧底座,两端凸起形成凹槽结构,槽内为工作区;工作区内设有主滑块和工件平台,工件平台设于工作区的一端,工件置于工件平台上,工件侧壁与夹紧底座其中一凸起端接触,所述主滑块在工作区的另一端,夹紧底座的另一凸起端设有螺旋顶杆,由夹紧底座外端穿入,将主滑块压于工件;所述主滑块夹持侧面的上角向内设置第一梯形倒刺倒角缺口,形成第一夹持边,所述夹紧底座与工件的接触面向内切角形成第二夹持边;所述夹紧底座侧边设有工件侧挡板。本实用新型在磨制非磁性工件试样时,装夹工件方便快捷;磨样时稳定性高,工件无松动、飞离现象发生;工件磨制后平整性高,表面光洁、无啃痕。无啃痕。无啃痕。
技术研发人员:郦锁云 范益 蔡佳兴
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:2021.11.01
技术公布日:2022/8/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1