一种用于PU座椅发泡模具成型的砂型的制作方法
一种用于pu座椅发泡模具成型的砂型
技术领域
1.本实用新型属于模具领域,具体是一种用于pu座椅发泡模具成型的砂型。
背景技术:
2.现有的pu座椅发泡模具很多是采用密度板加工模型进行抽真空来得到模具本体,铸造过程中的结构复杂,体积大,浪费铸造材料且增加了生产成本,所以急需研发一种结构简单、利于批量生产的模具。
技术实现要素:
3.本实用新型的目的是提供一种用于pu座椅发泡模具成型的砂型,本实用新型结构简单,适用于单件、小批量铸件的生产;上片砂型组件通过数控车床一体成型,下片砂型通过3d打印机一体成型,减少了铸造过程,省去了模型制造和翻砂造型;通过下片砂型底部的十字型空腔的设计,可在一定程度上减轻砂型重量,减少了砂型制作成本。
4.为解决上述技术问题,本实用新型提供了一种用于pu座椅发泡模具成型的砂型,包括上片砂型组件和下片砂型,所述上片砂型组件安装在所述下片砂型的上方,所述上片砂型组件包括上片砂型座、加强板组件和预埋件,所述上片砂型座的底部设有空腔,所述下片砂型的顶部设置在所述空腔内,所述上片砂型座的上方设有所述加强板组件,所述上片砂型座与所述加强板组件之间形成型腔,所述预埋件设置在所述型腔内,所述加强板组件包括若干个平行设置的横向加强板和若干个平行设置的纵向加强板,所述横向加强板与所述纵向加强板相交,所述下片砂型的两端设有吊把。
5.进一步地,所述预埋件为热电偶安装座或水管。
6.进一步地,所述水管穿过所述纵向加强板和所述横向加强板分布在所述型腔的内部。
7.进一步地,所述纵向加强板与所述横向加强板上均设有若干个过线槽。
8.进一步地,所述纵向加强板与所述横向加强板之间设有若干个三角倒勾,所述三角倒勾用于固定所述纵向加强板与所述横向加强板。
9.进一步地,所述上片砂型组件通过数控机床一体成型,所述下片砂型通过3d打印一体成型。
10.进一步地,所述下片砂型的底部设置成十字型空腔。
11.本实用新型的有益效果是:本实用新型结构简单,适用于单件、小批量铸件的生产;上片砂型组件通过数控车床一体成型,下片砂型通过3d打印机一体成型,减少了铸造过程,可大幅度缩减复杂铸件的模具成本,省去了模型制造和翻砂造型;通过下片砂型的底部十字型空腔的设计,可在一定程度上减轻砂型重量,减少了砂型制作成本。
附图说明
12.为了更清楚地说明本实用新型的技术方案,下面将对实施例或现有技术描述中所
需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
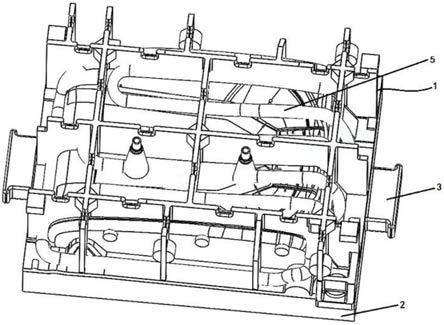
13.图1是预埋件为水管的本实用新型的结构示意图;
14.图2是预埋件为水管的本实用新型的上片砂型组件的示意图;
15.图3是预埋件为热电偶安装座的本实用新型的结构示意图;
16.图4是预埋件为热电偶安装座的本实用新型的上片砂型组件的示意图;
17.图5是本实用新型的下片砂型的结构示意图;
18.图6是本实用新型的下片砂型的底部示意图;
19.图中:1-上片砂型组件,2-下片砂型,3-吊把,4-热电偶安装座,5-水管,10-上片砂型座,11-加强板组件,12-型腔,20-十字型空腔,110-横向加强板,111-纵向加强板,112-过线槽,113-三角倒勾。
具体实施方式
20.下面将结合本实用新型说明书附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.实施例1,预埋件为水管5,水管材质为304不锈钢。
22.如图1-2所示,一种用于pu座椅发泡模具成型的砂型,包括上片砂型组件1和下片砂型2,上片砂型组件1安装在下片砂型2的上方,上片砂型组件1包括上片砂型座10、加强板组件11和水管5,上片砂型座10的底部设有空腔,下片砂型2的顶部设置在空腔内,上片砂型座10的上方设有加强板组件11,上片砂型座10与加强板组件11之间形成型腔12,水管5穿过纵向加强板111和横向加强板110分布在型腔12的内部,加强板组件11包括若干个平行设置的横向加强板110和若干个平行设置的纵向加强板111,横向加强板110与纵向加强板111相交,纵向加强板111与横向加强板110上均设有若干个过线槽112,纵向加强板111与横向加强板110之间设有若干个三角倒勾113,三角倒勾113用于固定纵向加强板111与横向加强板110,上片砂型组件1可以通过数控机床一体成型。
23.如图5-6,下片砂型2的底部设置成十字型空腔20,可以一定程度上减轻砂型重量,减少了砂型制作成本,下片砂型2的两端设有吊把3,下片砂型2可以通过3d打印机一体成型。
24.实施例2:预埋件为热电偶安装座4,热电偶安装座4与型腔12之间的高度至少保证在50mm,在热电偶安装座4上安装热电偶时,保证热电偶与热电偶安装座4之间的空间距离至少60mm。
25.如图3-4所示,一种用于pu座椅发泡模具成型的砂型,包括上片砂型组件1和下片砂型2,上片砂型组件1安装在下片砂型2的上方,上片砂型组件1包括上片砂型座10、加强板组件11和热电偶安装座4,上片砂型座10的底部设有空腔,下片砂型2的顶部设置在空腔内,上片砂型座10的上方设有加强板组件11,上片砂型座10与加强板组件11之间形成型腔12,热电偶安装座4安装在型腔12的内部,加强板组件11包括若干个平行设置的横向加强板110
和若干个平行设置的纵向加强板111,横向加强板110与纵向加强板111相交,纵向加强板111与横向加强板110上均设有若干个过线槽112,纵向加强板111与横向加强板110之间设有若干个三角倒勾113,三角倒勾113用于固定纵向加强板111与横向加强板110,上片砂型组件1可以通过数控机床一体成型。
26.如图5-6,下片砂型2的底部设置成十字型空腔20,下片砂型2的两端设有吊把3,下片砂型2可以通过3d打印机一体成型。
27.本实用新型的上片砂型组件1的材质是泡沫塑料白模,将本实用新型放入砂箱里进行填砂造型,在上片砂型具组件1的四周留有浇注口,在负压状态下,然后向浇注口注入铸件液,白模被高温铸件液迅速地加热气化、燃烧,腾出型腔给铸件液置换,铸件液冷却形成固态座椅模具。
28.以上所揭露的仅为本实用新型的较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,仍属本实用新型所涵盖的范围。
技术特征:
1.一种用于pu座椅发泡模具成型的砂型,其特征在于,包括上片砂型组件(1)和下片砂型(2),所述上片砂型组件(1)安装在所述下片砂型(2)的上方,所述上片砂型组件(1)包括上片砂型座(10)、加强板组件(11)和预埋件,所述上片砂型座(10)的底部设有空腔,所述下片砂型(2)的顶部设置在所述空腔内,所述上片砂型座(10)的上方设有所述加强板组件(11),所述上片砂型座(10)与所述加强板组件(11)之间形成型腔(12),所述预埋件设置在所述型腔(12)内,所述加强板组件(11)包括若干个平行设置的横向加强板(110)和若干个平行设置的纵向加强板(111),所述横向加强板(110)与所述纵向加强板(111)相交,所述下片砂型(2)的两端设有吊把(3)。2.根据权利要求1所述的一种用于pu座椅发泡模具成型的砂型,其特征在于,所述预埋件为热电偶安装座(4)或水管(5)。3.根据权利要求2所述的一种用于pu座椅发泡模具成型的砂型,其特征在于,所述水管(5)穿过所述纵向加强板(111)和所述横向加强板(110)分布在所述型腔(12)的内部。4.根据权利要求1所述的一种用于pu座椅发泡模具成型的砂型,其特征在于,所述纵向加强板(111)与所述横向加强板(110)上均设有若干个过线槽(112)。5.根据权利要求1所述的一种用于pu座椅发泡模具成型的砂型,其特征在于,所述纵向加强板(111)与所述横向加强板(110)之间设有若干个三角倒勾(113),所述三角倒勾(113)用于固定所述纵向加强板(111)与所述横向加强板(110)。6.根据权利要求1所述的一种用于pu座椅发泡模具成型的砂型,其特征在于,所述上片砂型组件(1)通过数控机床一体成型,所述下片砂型(2)通过3d打印一体成型。7.根据权利要求1所述的一种用于pu座椅发泡模具成型的砂型,其特征在于,所述下片砂型(2)的底部设置成十字型空腔(20)。
技术总结
本实用新型涉及砂型领域,具体公开了一种用于PU座椅发泡模具成型的砂型,包括上片砂型组件和下片砂型,上片砂型组件包括上片砂型座、加强板组件和预埋件,上片砂型座的底部设有空腔,下片砂型的顶部设置在空腔内,上片砂型座的上方设有加强板组件,上片砂型座与加强板组件之间形成型腔,预埋件设置在型腔内,加强板组件包括若干个平行设置的横向加强板和纵向加强板,横向加强板与纵向加强板相交。本实用新型结构简单,适用于单件、小批量铸件的生产;上片砂型组件通过数控车床一体成型,下片砂型通过3D打印机一体成型,省去了模型制造和翻砂造型;下片砂型底部的十字型空腔的设计,可在一定程度上减轻砂型重量,减少了砂型制作成本。制作成本。制作成本。
技术研发人员:张金亚 陈亮 冯建军 黄建高
受保护的技术使用者:南通超达装备股份有限公司
技术研发日:2021.11.15
技术公布日:2022/4/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1