一种用于推筒支撑座的蜡模组焊结构的制作方法
1.本实用新型涉及熔模铸造技术领域,特别是涉及一种用于推筒支撑座的蜡模组焊结构。
背景技术:
2.熔模铸造是将蜡模表面包裹耐火材料,熔模失蜡后在高温下焙烧制成壳,然后浇注得到精密铸件。熔模铸造适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,在航空航天、汽车等精度要求很高的零件上应用广泛。在熔模铸造中,蜡模的组焊结构直接影响铸件的凝固方式,进而影响铸件的质量。
技术实现要素:
3.本实用新型的目的是提供一种用于推筒支撑座的蜡模组焊结构,结构合理,整体牢固稳定,产品成形精准、合格率高。
4.为实现上述目的,本实用新型提供了一种用于推筒支撑座的蜡模组焊结构,包括浇注系统蜡模和对称设置在所述浇注系统蜡模两侧的推筒支撑座蜡模;
5.所述浇注系统蜡模包括浇口杯蜡模、竖浇道蜡模和内浇道蜡模,所述浇口杯蜡模为锥形台结构设置在所述竖浇道蜡模的顶部,所述内浇道蜡模均匀对称的连接在所述竖浇道蜡模的两侧;
6.所述内浇道蜡模包括支撑部和连接部,所述连接部设置在所述支撑部下部的一侧,所述推筒支撑座蜡模与所述连接部连接。
7.优选的,所述支撑部包括支撑平台和倾斜台,所述倾斜台与所述支撑平台的上表面相交。
8.优选的,所述连接部设有弧形的连接爪,所述连接爪的中部设有弧形的连接槽,所述连接爪与所述倾斜台连接成统一的斜面。
9.优选的,所述推筒支撑座蜡模的顶部设有与所述浇口杯蜡模相贯连接的排气管。
10.因此,本实用新型采用上述结构的一种用于推筒支撑座的蜡模组焊结构,结构合理,整体牢固稳定,产品成形精准、合格率高。
11.下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
附图说明
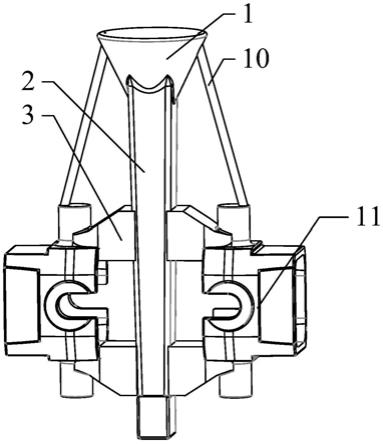
12.图1是本实用新型一种用于推筒支撑座的蜡模组焊结构实施例的示意图;
13.图2是本实用新型一种用于推筒支撑座的蜡模组焊结构内浇道蜡模的局部放大图。
14.附图标记:
15.1、浇口杯蜡模;2、竖浇道蜡模;3、内浇道蜡模;4、支撑部;5、连接部;6、支撑平台;7、倾斜平台;8、连接爪;9、连接槽;10、排气管;11、推筒支撑座蜡模。
具体实施方式
16.以下通过附图和实施例对本实用新型的技术方案作进一步说明。
17.除非另外定义,本实用新型使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
18.实施例
19.图1是本实用新型一种用于推筒支撑座的蜡模组焊结构实施例的示意图,如图所示,本实用新型提供了一种用于推筒支撑座的蜡模组焊结构,包括浇注系统蜡模和对称设置在浇注系统蜡模两侧的推筒支撑座蜡模11,浇注系统蜡模包括浇口杯蜡模1、竖浇道蜡模2和内浇道蜡模3,浇口杯蜡模1为锥形台结构设置在竖浇道蜡模2的顶部,锥形台结构使其具有较大的压强,有利于浇注操作,保证浇注液流入到每个角落,提高了产品的合格率。
20.图2是本实用新型一种用于推筒支撑座的蜡模组焊结构内浇道蜡模的局部放大图,如图所示,内浇道蜡模3均匀对称的连接在竖浇道蜡模2的两侧。内浇道蜡模3包括支撑部4和连接部5,支撑部4包括支撑平台6和倾斜平台7,倾斜台与支撑平台6的上表面相交,支撑平台6保证了支撑部4的强度,提高内浇道蜡模3的稳定性。倾斜平台7提高了浇注液的流动性,从而避免出现浇注液受温度降低流动性减弱导致其不能均匀的流入到产品内部的现象,使产品成形更加精准。
21.连接部5设置在支撑部4下部的一侧,推筒支撑座蜡模11与连接部5连接。连接部5设有弧形的连接爪8,连接爪8的中部设有弧形的连接槽9,连接爪8与倾斜台连接成统一的斜面。统一斜面的设置使内浇道逐渐变窄,有利于减少熔渣及杂物的进入,降低次品率。连接爪8连接在推筒支撑座蜡模11的上、下两侧,将推筒支撑座蜡模11连接牢固,弧形结构具有缓冲作用,减小连接处的局部阻力系数,改善内浇道的流量分布,减少冲砂、渣孔等铸造缺陷。连接槽9的弧度与推筒支撑座蜡模11上的连接柱相匹配,减少了制壳过程中掉件和穿刺的现象。
22.推筒支撑座蜡模11的顶部设有与浇口杯蜡模1连接的排气管10,排气管10与浇口杯蜡模1相贯连接,利于气体的排出,浇注时,利于浇注液快速均匀的流入到推筒支撑座的边角处,提高产品的质量。
23.具体的,射蜡成型后将其冷却,利用特制的加热工具使连接槽9和推筒支撑座蜡模11表面局部的蜡料融化,将推筒支撑座蜡模11融化的部位迅速靠近连接槽9蜡模的融化部位,轻轻挤压使之粘接成一整体结构。将组装好的蜡模组焊结构,投入生产线进行制壳、脱蜡、培烧。
24.因此,本实用新型采用上述结构的一种用于推筒支撑座的蜡模组焊结构,内浇道蜡模的支撑平台提高了整体的牢固度和稳定性,倾斜平台提高了浇注液的流动性,使产品成形更加精准,连接部的结构设置,避免铸件时熔渣及杂物的进入,减少冲砂、渣孔、制壳过
程中掉件和穿刺等铸造缺陷,提高了产品的合格率。
25.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案而非对其进行限制,尽管参照较佳实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本实用新型的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本实用新型技术方案的精神和范围。
技术特征:
1.一种用于推筒支撑座的蜡模组焊结构,其特征在于:包括浇注系统蜡模和对称设置在所述浇注系统蜡模两侧的推筒支撑座蜡模;所述浇注系统蜡模包括浇口杯蜡模、竖浇道蜡模和内浇道蜡模,所述浇口杯蜡模为锥形台结构设置在所述竖浇道蜡模的顶部,所述内浇道蜡模均匀对称的连接在所述竖浇道蜡模的两侧;所述内浇道蜡模包括支撑部和连接部,所述连接部设置在所述支撑部下部的一侧,所述推筒支撑座蜡模与所述连接部连接。2.根据权利要求1所述的一种用于推筒支撑座的蜡模组焊结构,其特征在于:所述支撑部包括支撑平台和倾斜台,所述倾斜台与所述支撑平台的上表面相交。3.根据权利要求2所述的一种用于推筒支撑座的蜡模组焊结构,其特征在于:所述连接部设有弧形的连接爪,所述连接爪的中部设有弧形的连接槽,所述连接爪与所述倾斜台连接成统一的斜面。4.根据权利要求3所述的一种用于推筒支撑座的蜡模组焊结构,其特征在于:所述推筒支撑座蜡模的顶部设有与所述浇口杯蜡模相贯连接的排气管。
技术总结
本实用新型公开了一种用于推筒支撑座的蜡模组焊结构,包括浇注系统蜡模和对称设置在所述浇注系统蜡模两侧的推筒支撑座蜡模,所述浇注系统蜡模包括浇口杯蜡模、竖浇道蜡模和内浇道蜡模,所述浇口杯蜡模为锥形台结构设置在所述竖浇道蜡模的顶部,所述内浇道蜡模均匀对称的连接在所述竖浇道蜡模的两侧,所述内浇道蜡模包括支撑部和连接部,所述连接部设置在所述支撑部下部的一侧,所述推筒支撑座蜡模与所述连接部连接。本实用新型采用上述结构的一种用于推筒支撑座的蜡模组焊结构,结构合理,整体牢固稳定,产品成形精准、合格率高。合格率高。合格率高。
技术研发人员:王占伟
受保护的技术使用者:王占伟
技术研发日:2021.12.01
技术公布日:2022/5/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1