一种转向器抽芯排气装置的制作方法
1.本实用新型涉及一种压铸件抽芯排气装置,尤其涉及一种转向器抽芯排气装置。
背景技术:
2.压铸工艺是将液态或半液态金属,在高压作用下,以高速度填充压铸模具型腔,并在压力下快速凝固而获得铸件的方法。使用的模具称为压铸模具。
3.生产时原材料从压铸口压入模腔,此时模腔内有空气加上材料温度高,会出现气 体澎涨,如不及时排气,产品会因气体占有模腔空间出现产品缺料等缺陷,所以压铸模必须要设定排气结构。
4.目前国内压铸模的排气设计单一,效果不佳,多采用固定式排气筛与顶料一体式排气,但是排气效果不佳,依旧容易出现孔洞、皮下气孔的问题。
技术实现要素:
5.本实用新型的目的在于提供一种转向器抽芯排气装置,以解决现有技术中的问题。
6.本实用新型的技术方案是:一种转向器抽芯排气装置,所述的排气装置包括压铸模具和金属液充型机构;
7.所述的压铸模具包括相互对称的模具组件一和模具组件二,所述的模具组件一和模具组件二中部形成一型腔,所述的模具组件一和模具组件二之间设有流路,所述的流路与型腔相连通,所述的流路一端连通至压铸模具外,所述的流路另一端连通至金属液充型机构;
8.所述的金属液充型机构包括套管、金属液注射口、推杆一和冲头,所述的套管与流路相连通,所述的推杆一和冲头设置在套管内,所述的推杆一与冲头固定连接,所述的推杆一带动冲头在套管内前后移动,所述的金属液注射口设置在套管上。
9.优选地,所述的排气装置还包括伸缩封闭机构,所述的伸缩封闭机构设置在模具组件二内,所述的伸缩封闭机构包括匝道、推杆二和薄片,所述的匝道设置在模具组件二内并与流路相连通,所述的推杆二设置在匝道内,所述的薄片固定连接在推杆二前端。
10.优选地,所述的薄片设置在匝道与流路的连通部,所述的薄片的大小与匝道的内管径相一致。
11.本实用新型的有益效果是:可有效避免在压铸件中产生气孔等缺陷,在mg合金的压铸件生产中尤其得到广泛的应用,如:转向器壳体、凸轮轴罩盖等压铸件。抽芯排气在金属液充型前,将金属液充入型腔,将型腔内的空气排出,从而保证压铸件的内部质量。
附图说明
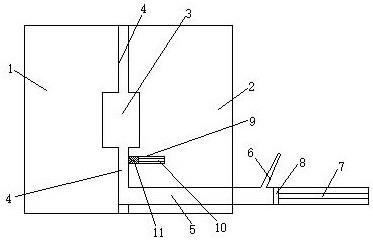
12.图1是本实用新型的结构示意图。
13.图中1是模具组件一,2是模具组件二,3是型腔,4是流路,5是套管,6是金属液注射
口,7是推杆一,8是冲头,9是匝道,10是推杆二,11是薄片。
具体实施方式
14.一种转向器抽芯排气装置,所述的排气装置包括压铸模具和金属液充型机构;
15.所述的压铸模具包括相互对称的模具组件一1和模具组件二2,所述的模具组件一1和模具组件二2中部形成一型腔3,所述的模具组件一1和模具组件二2之间设有流路4,所述的流路4与型腔3相连通,所述的流路4一端连通至压铸模具外,所述的流路4另一端连通至金属液充型机构;
16.所述的金属液充型机构包括套管5、金属液注射口6、推杆一7和冲头8,所述的套管5与流路4相连通,所述的推杆一7和冲头8设置在套管5内,所述的推杆一7与冲头8固定连接,所述的推杆一7带动冲头8在套管5内前后移动,所述的金属液注射口6设置在套管5上。
17.所述的排气装置还包括伸缩封闭机构,所述的伸缩封闭机构设置在模具组件二2内,所述的伸缩封闭机构包括匝道9、推杆二10和薄片11,所述的匝道9设置在模具组件二2内并与流路4相连通,所述的推杆二10设置在匝道9内,所述的薄片11固定连接在推杆二10前端。
18.所述的薄片11设置在匝道9与流路4的连通部,所述的薄片11的大小与匝道9的内管径相一致。
19.本实用新型在金属液充型前,将模具组件一1和模具组件二2贴合,将金属液通过金属液注射口6注入套管5内,此时由外部动力推动推杆一7带动冲头8将金属液以一定的速度往前平稳推进,然后将推杆一7收回,再次向套管5内注入金属液,再将推杆一7伸出将金属液往前推进,重复多次,由于套管5与流路4相通,金属液在推杆一7的推动下慢速进入型腔3内,直到将整个流路4和型腔3填充满,从而将压铸模具内的空气排出,此时,将推杆二10由外部动力驱动带动薄片11从匝道9内伸出,由于匝道9与流路4相连通,薄片11被顶入至流路4内,将整个型腔3封闭,同时将推杆一7收回,完成金属液的填充过程。
20.本实用新型能有效的将型腔3内的空气排出,保证产品的内部质量,实际测试结果表明,使用抽芯排气可以在短时间内将型腔3内的空气排除,提高了压铸件的生产效率;由于排气的气流不是喷射形式排出,防止了铝液压射至模具外面,高效的排气工艺是保证铸件内部无气孔的关键,满足了汽车转向器大批量、低成本的批量生产要求,适用于转向器壳体、凸轮轴罩盖等压铸制造业中。
21.在本实用新型中,除非另有明确的规定和限定,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
22.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种转向器抽芯排气装置,其特征在于:所述的排气装置包括压铸模具和金属液充型机构;所述的压铸模具包括相互对称的模具组件一(1)和模具组件二(2),所述的模具组件一(1)和模具组件二(2)中部形成一型腔(3),所述的模具组件一(1)和模具组件二(2)之间设有流路(4),所述的流路(4)与型腔(3)相连通,所述的流路(4)一端连通至压铸模具外,所述的流路另一端连通至金属液充型机构;所述的金属液充型机构包括套管(5)、金属液注射口(6)、推杆一(7)和冲头(8),所述的套管(5)与流路(4)相连通,所述的推杆一(7)和冲头(8)设置在套管(5)内,所述的推杆一(7)与冲头(8)固定连接,所述的推杆一(7)带动冲头(8)在套管(5)内前后移动,所述的金属液注射口(6)设置在套管(5)上。2.根据权利要求1所述的一种转向器抽芯排气装置,其特征在于:所述的排气装置还包括伸缩封闭机构,所述的伸缩封闭机构设置在模具组件二(2)内,所述的伸缩封闭机构包括匝道(9)、推杆二(10)和薄片(11),所述的匝道(9)设置在模具组件二(2)内并与流路(4)相连通,所述的推杆二(10)设置在匝道(9)内,所述的薄片(11)固定连接在推杆二(10)前端。3.根据权利要求2所述的一种转向器抽芯排气装置,其特征在于:所述的薄片(11)设置在匝道(9)与流路(4)的连通部,所述的薄片(11)的大小与匝道(9)的内管径相一致。
技术总结
本实用新型涉及一种转向器抽芯排气装置。所述的排气装置包括压铸模具和金属液充型机构;所述的压铸模具包括相互对称的模具组件一和模具组件二,所述的模具组件一和模具组件二中部形成一型腔,所述的模具组件一和模具组件二之间设有流路,所述的流路与型腔相连通,所述的流路一端连通至压铸模具外,所述的流路另一端连通至金属液充型机构;所述的金属液充型机构包括套管、金属液注射口、推杆一和冲头,所述的套管与流路相连通,所述的推杆一和冲头设置在套管内,所述的推杆一与冲头固定连接,所述的推杆一带动冲头在套管内前后移动,所述的金属液注射口设置在套管上。本实用新型可有效避免在压铸件中产生气孔等缺陷,将金属液充入型腔,将型腔内的空气排出,从而保证压铸件的内部质量。内部质量。内部质量。
技术研发人员:勾建勇 李政
受保护的技术使用者:扬州嵘泰精密压铸有限公司
技术研发日:2021.12.06
技术公布日:2022/7/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1