轴类零件热处理工装的制作方法
1.本实用新型涉及热处理技术领域,尤其是一种轴类零件热处理工装。
背景技术:
2.金属热处理是机械制造中重要工艺之一,现有的轴类零件进行热处理加工存在以下缺点:1、一次性只能进行一根或少量热处理,从而降低工作效率;
3.2、由于热处理加工装置的原因,在进行热处理加工时会造成轴类零件部分位置无法全部进行处理,例如轴的两端面;
4.3、使用完成后的工装占地面积大,堆放和后续拿取均不便,增加劳动者的工作强度和投资成本。
技术实现要素:
5.本实用新型要解决的技术问题是:提供一种一次性对大批量的轴类零件进行热处理,使用完成后,将工装进行分拆,大大减少占地面积的轴类零件热处理工。
6.本实用新型解决其技术问题所采用的技术方案是:一种轴类零件热处理工装,包括顶盘和底盘,顶盘与底盘之间设有若干连接件,连接件将顶盘和底盘连接形成一整体;顶盘的下盘面上设有若干顶盘顶尖,底盘的上盘面上开设有若干底盘顶尖,顶盘顶尖与底盘顶尖为相对设置,顶盘顶尖与底盘顶尖之间形成一个夹设通道,轴类零件夹设在该夹设通道内。
7.进一步的,顶盘和底盘上均开设有若干相对设置的安装孔,连接件的一端穿过底盘上的安装孔,连接件的另一端穿过顶盘上的安装孔,并通过第一锁紧件锁紧。
8.进一步的,顶盘与底盘之间至少设有一层夹设通道。
9.进一步的,为了便于与吊装装置连接,顶盘上还具有吊具。
10.进一步的,连接件的底端具有限位端头,用以防止连接件从底盘上的安装孔中穿出;连接件的下端具有第二锁紧件,用以将连接件的下端锁紧安装在底盘的安装孔内,连接件的上端具有第三锁紧件,用以与第一锁紧件配合,将连接件的上端锁紧安装在顶盘的安装孔内。
11.进一步的,限位端头与第二锁紧件之间的间距等于底盘上安装孔的孔深。
12.进一步的,第一锁紧件与第二锁紧件之间的间距等于顶盘上安装孔的孔深。
13.进一步的,安装孔为光孔或螺纹孔。
14.进一步的,第一锁紧件、第二锁紧件以及第三锁紧件均为锁紧螺母。
15.进一步的,第一锁紧件、第二锁紧件以及第三锁紧件均为轴孔结构锁紧件。
16.本实用新型的有益效果是:本实用新型1、设计新颖,一次性对大批量的轴类零件进行热处理,适用不同长度尺寸的轴类,使用范围广,满足各种轴类热处理需求;
17.2、利用轴类零件两端头的顶尖工艺孔,保证轴类零件各个部位都能充分进行热处理;
18.3、使用完成后,将工装进行分拆,大大减少占地面积,便于堆放后后续拿取,工作强度低。
附图说明
19.下面结合附图和实施例对本实用新型进一步说明。
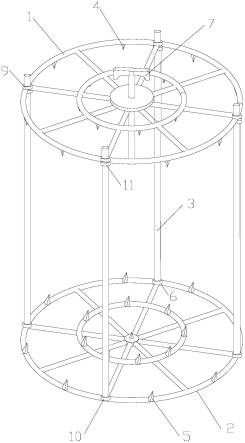
20.图1是本实用新型的优选实施例的结构示意图;
21.图2是本实用新型连接件的局部示意图;
22.图中:1.顶盘,2.底盘,3.连接件,4.顶盘顶尖,5.底盘顶尖,6.安装孔,7.吊具,8.限位端头,9.第一锁紧件,10.第二锁紧件,11.第三锁紧件。
具体实施方式
23.现在结合附图和优选实施例对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
24.实施例1:
25.如图1~2所示的一种轴类零件热处理工装,轴类零件的两端均具有顶尖工艺孔,包括顶盘1和底盘2,顶盘1上还具有吊具7,顶盘1与底盘2之间设有若干连接件3,连接件3将顶盘1和底盘2连接形成一整体;顶盘1的下盘面上设有若干顶盘顶尖4,底盘2的上盘面上开设有若干底盘顶尖5,顶盘顶尖4与底盘顶尖5为相对设置,顶盘顶尖4和底盘顶尖5的数量根据轴的直径或需求设置,顶盘顶尖4与底盘顶尖5之间形成一个夹设通道,轴类零件夹设在该夹设通道内,另外,顶盘1与底盘2之间至少设有一层夹设通道。
26.其中,顶盘1和底盘2上均开设有若干相对设置的安装孔6,连接件3的一端穿过底盘2上的安装孔6,连接件3的另一端穿过顶盘1上的安装孔6,并通过第一锁紧件9锁紧。
27.如图2所示,连接件3的底端具有限位端头8,用以防止连接件3从底盘2上的安装孔6中穿出;如图1所示,连接件3的下端具有第二锁紧件10,用以将连接件3的下端锁紧安装在底盘2的安装孔6内,连接件3的上端具有第三锁紧件11,用以与第一锁紧件9配合,将连接件3的上端锁紧安装在顶盘1的安装孔6内。
28.限位端头8与第二锁紧件10之间的间距等于底盘2上安装孔6的孔深;第一锁紧件9与第二锁紧件10之间的间距等于顶盘1上安装孔的孔深。
29.连接件3的上部和下部均为螺纹部,安装孔6的内孔为光孔,第一锁紧件9、第二锁紧件10以及第三锁紧件11均为锁紧螺母,根据轴类零件的长度选择相应长度的连接件3,顶盘1和底盘2的形状根据需求设置,为方形或圆形,均为框架结构。
30.安装及使用过程:
31.步骤1:将4个连接件3依次穿入底盘2的安装孔6,并通过第二锁紧件10锁紧;
32.步骤2:第三锁紧件11拧入连接件3的上端,然后连接件3的上端穿过顶盘1的安装孔6,并拧上第一锁紧件9,但此时,第一锁紧件9为半锁紧状态;
33.步骤3:将轴类零件的一端顶尖工艺孔插入底盘顶尖5,顶盘顶尖4插入轴类零件的另一端顶尖工艺孔;
34.步骤4:将需要进行热处理的轴类零件依照步骤3全部进行安装,最后将连接件3上
的第一锁紧件9进行完全锁紧,完成轴类零件的安装;
35.步骤5:通过吊装装置将工装吊起并送入热处理炉,完成热处理后,再次吊出,松开第一锁紧件9,即可完成轴类零件的卸载,如此往复循环。
36.使用完成后,拆卸掉第一锁紧件9、第二锁紧件10以及第三锁紧件11,将连接件3从安装孔6中抽出,即可完成工装的整体拆卸,最后将拆卸后的零部件堆放到规定的位置即可。
37.实施例2:
38.与实施例1的不同之处在于:第一锁紧件9、第二锁紧件10以及第三锁紧件11均为轴孔结构锁紧件,即连接件3上开有销孔,销孔内插入销轴,从而完成锁紧。
39.实施例3:
40.与实施例1的不同之处在于:安装孔6为螺纹孔,能进一步提高连接件3与顶盘1和底盘2之间的连接强度。
41.以上说明书中描述的只是本实用新型的具体实施方式,各种举例说明不对本实用新型的实质内容构成限制,所属技术领域的普通技术人员在阅读了说明书后可以对以前所述的具体实施方式做修改或变形,而不背离实用新型的实质和范围。
技术特征:
1.一种轴类零件热处理工装,包括顶盘(1)和底盘(2),其特征在于:所述的顶盘(1)与底盘(2)之间设有若干连接件(3),连接件(3)将顶盘(1)和底盘(2)连接形成一整体;所述顶盘(1)的下盘面上设有若干顶盘顶尖(4),底盘(2)的上盘面上开设有若干底盘顶尖(5),顶盘顶尖(4)与底盘顶尖(5)为相对设置,顶盘顶尖(4)与底盘顶尖(5)之间形成一个夹设通道,轴类零件夹设在该夹设通道内。2.如权利要求1所述的轴类零件热处理工装,其特征在于:所述的顶盘(1)和底盘(2)上均开设有若干相对设置的安装孔(6),连接件(3)的一端穿过底盘(2)上的安装孔(6),连接件(3)的另一端穿过顶盘(1)上的安装孔(6),并通过第一锁紧件(9)锁紧。3.如权利要求1所述的轴类零件热处理工装,其特征在于:所述的顶盘(1)与底盘(2)之间至少设有一层夹设通道。4.如权利要求1所述的轴类零件热处理工装,其特征在于:所述的顶盘(1)上还具有吊具(7)。5.如权利要求2所述的轴类零件热处理工装,其特征在于:所述的连接件(3)的底端具有限位端头(8),用以防止连接件(3)从底盘(2)上的安装孔(6)中穿出;连接件(3)的下端具有第二锁紧件(10),用以将连接件(3)的下端锁紧安装在底盘(2)的安装孔(6)内,连接件(3)的上端具有第三锁紧件(11),用以与第一锁紧件(9)配合,将连接件(3)的上端锁紧安装在顶盘(1)的安装孔(6)内。6.如权利要求5所述的轴类零件热处理工装,其特征在于:所述的限位端头(8)与第二锁紧件(10)之间的间距等于底盘(2)上安装孔(6)的孔深。7.如权利要求5所述的轴类零件热处理工装,其特征在于:所述的第一锁紧件(9)与第二锁紧件(10)之间的间距等于顶盘(1)上安装孔的孔深。8.如权利要求2所述的轴类零件热处理工装,其特征在于:所述的安装孔(6)为光孔或螺纹孔。9.如权利要求5所述的轴类零件热处理工装,其特征在于:所述的第一锁紧件(9)、第二锁紧件(10)以及第三锁紧件(11)均为锁紧螺母。10.如权利要求5所述的轴类零件热处理工装,其特征在于:所述的第一锁紧件(9)、第二锁紧件(10)以及第三锁紧件(11)均为轴孔结构锁紧件。
技术总结
本实用新型涉及热处理技术领域,尤其是一种轴类零件热处理工装。顶盘与底盘之间设有若干连接件,连接件将顶盘和底盘连接形成一整体;顶盘的下盘面上设有若干顶盘顶尖,底盘的上盘面上开设有若干底盘顶尖,顶盘顶尖与底盘顶尖为相对设置,顶盘顶尖与底盘顶尖之间形成一个夹设通道,轴类零件夹设在该夹设通道内。设计新颖,一次性对大批量的轴类零件进行热处理,适用不同长度尺寸的轴类,使用范围广,满足各种轴类热处理需求;利用轴类零件两端头的顶尖工艺孔,保证轴类零件各个部位都能充分进行热处理;使用完成后,将工装进行分拆,大大减少占地面积,便于堆放后后续拿取,工作强度低。工作强度低。工作强度低。
技术研发人员:郭松涛 蔡益新 刘畅
受保护的技术使用者:常州鑫润丰东热处理工程有限公司
技术研发日:2021.12.30
技术公布日:2022/7/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1