一种Ti60合金铸件的热处理工艺
一种ti60合金铸件的热处理工艺
技术领域
1.本发明属于钛合金技术领域,具体涉及到一种ti60合金铸件的热处理工艺。
背景技术:
2.ti60是一种可在600℃长时使用的一种近α型高温钛合金,该合金的耐温性更好,使用温度高,但其韧性较差。该合金主要的产品形式是锻件,工艺上主要通过两相区的反复热变形得到细晶双态组织以获得良好的塑、韧性。对于具有粗大原始β晶粒的铸造组织,该合金的塑性和韧性很差,易发生脆断,限制了该合金铸造工艺的应用。由于铸件一般不能采用后续变形的方式得到双态组织,因此该合金铸态组织一般采用粗板条组织,通过增大板条尺寸来增加位错的平均滑移程,提高合金的塑性,但这种方式势必导致合金强度的降低。因此有必要提供一种紧靠热处理工艺提高ti60铸件强、塑的工艺方法,以促进该合金铸件在航空航天领域的应用。
技术实现要素:
3.为解决上述技术问题,提出了一种ti60合金铸件的热处理工艺,具体技术方案如下:
4.一种ti60合金铸件的热处理工艺,热处理工艺包括如下步骤:
5.步骤1):将ti60合金铸件加热至β转变温度以上5~10℃,热透后出炉风冷或水冷;
6.步骤2):炉温升至合金β转变温度以下15~30℃后将铸件放置于热处理炉中60~180分钟;
7.步骤3):随后铸件随炉降温10~15℃,然后继续保温60~180分钟后再升温至β转变温度以下15~30℃继续保温60~180分钟;如此重复该步骤8~15次;
8.步骤4):最后铸件随炉冷却至β转变温度以下30~50℃,保温90~120后空冷或风冷。
9.所述的一种ti60合金铸件的热处理工艺,其优选方案为所述ti60合金铸件最终得到双态组织,其室温强度不低于1050mpa,屈服不低于930mpa,延伸率不低于7%,面缩不低于10%。
10.本发明与现有技术相比具有的优点和有益效果:
11.与传统热处理相比,本发明工艺最终得到双态组织,其室温延伸率较传统的热处理工艺大幅提高;其合金的室温强度不低于1050mpa,屈服不低于930mpa,延伸率不低于7%,面缩不低于10%。
附图说明
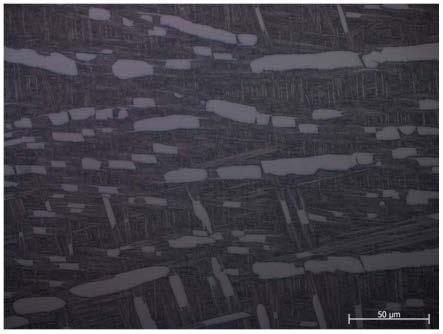
12.图1为本发明实施例1热处理后的ti60合金铸件的显微组织照片;
13.图2为本发明实施例2热处理后的ti60合金铸件的显微组织照片。
具体实施方式
14.下面结合附图和实施例对本发明作进一步详细说明。
15.实施例1:
16.本实施例所用材料是规格为直径25mm,长度为200mm的ti60合金铸棒,其成分为ti-5.7al-3.7sn-3.4zr-0.5mo-0.3nb-1.0ta,其合金相变点为1040℃;
17.ti60合金铸件加热至1045℃保温60分钟后水冷,然后炉温升至1020℃后将铸件放置于炉中快速升温至1020℃后保温120min,然后随炉降温至1010℃保温60min后随炉再升温至1020℃后保温60min;然后随炉降温至1010℃保温60min后随炉再升温至1020℃后保温60min;然后随炉降温至1010℃保温60min后随炉再升温至1020℃后保温60min;然后随炉降温至1010℃保温60min后随炉再升温至1020℃后保温60min;然后随炉降温至1010℃保温60min后随炉再升温至1020℃后保温60min;然后随炉降温至1010℃保温100min后随炉再升温至1020℃后保温100min;然后随炉降温至1005℃保温100min后随炉再升温至1015℃后保温100min;然后随炉降温至1005℃保温100min后随炉再升温至1015℃后保温100min;然后随炉降温至1005℃保温100min后随炉再升温至1015℃后保温100min;然后随炉降温至1005℃保温100min后随炉再升温至1010℃后保温100min;最后铸件随炉冷却至1000℃,保温100min后空冷。
18.经实施例1循环热处理制备的ti60合金铸件,其室温拉伸性能数据如表1所示:
19.表1实施例1中ti60合金铸件的室温拉伸性能
[0020][0021]
表1为实施例1铸件热处理后的力学性能测试结果及其同原始铸件(对比铸件一)和传统热处理工艺铸件(对比铸件二)的对比,从表1中可以看出,实施例1铸件的室温抗拉强度均值达到1053mpa,高于原始铸件;室温延伸率均值达到8.0%,断面收缩率均值高于11%,同原始铸件及传统工艺相比提升效果显著。同时还可以看出实施例1铸件的力学性能稳定性优于对比铸件。
[0022]
实施例2:
[0023]
本实施例所用材料是规格为直径25mm,长度为200mm的ti60合金铸棒,其成分为ti-5.7al-3.7sn-3.4zr-0.5mo-0.3nb-1.0ta,其合金相变点为1040℃;
[0024]
ti60合金铸件加热至1045℃保温30分钟后风冷,然后炉温升至1020℃后保温120min,然后随炉降温至1010℃保温100min后随炉再升温至1020℃后保温60min;然后随炉降温至1010℃保温60min后随炉再升温至1020℃后保温60min;然后随炉降温至1010℃保温60min后随炉再升温至1020℃后保温60min;然后随炉降温至1010℃保温60min后随炉再升温至1020℃后保温60min;然后随炉降温至1010℃保温60min后随炉再升温至1020℃后保温
60min;然后随炉降温至1005℃保温100min后随炉再升温至1015℃后保温60min;然后随炉降温至1005℃保温100min后随炉再升温至1015℃后保温60min;然后随炉降温至1005℃保温100min后随炉再升温至1010℃后保温100min;最后铸件随炉冷却至1000℃,保温120min后风冷。
[0025]
经实施例2循环热处理制备的ti60合金铸件,其室温拉伸性能数据如表2所示:
[0026]
表2实施例2中ti60合金铸件的室温拉伸性能
[0027][0028]
表2为实施例2铸件热处理后的力学性能测试结果及其同原始铸件原始铸件(对比铸件一)和传统热处理工艺铸件(对比铸件二)的对比,从表2中可以看出,实施例2铸件的室温抗拉强度均值达到1063mpa,高于原始铸件;室温延伸率均值高于7.0%,较原始铸件及传统工艺相比均有所提升。
[0029]
由表1和表2对比分析,实施例1铸件的室温延伸率优于实施例2,实施例1铸件的室温性能稳定性更好。通过适当增加热处理循环次数,能够改善ti60合金铸件的双态组织形貌,提升室温延伸率,使室温力学稳定性更好。
[0030]
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种ti60合金铸件的热处理工艺,其特征在于:热处理工艺包括如下步骤:步骤1):将ti60合金铸件加热至β转变温度以上5~10℃,热透后出炉风冷或水冷;步骤2):炉温升至合金β转变温度以下15~30℃后将铸件放置于热处理炉中再次快速升温至设置温度后保温60~180分钟;步骤3):随后铸件随炉降温10~15℃,然后继续保温60~180分钟后再升温至β转变温度以下15~30℃继续保温60~180分钟;如此重复该步骤8~15次;步骤4)最后铸件随炉冷却至β转变温度以下30~50℃,保温90~120后空冷或风冷。2.按照权利要求1所述的一种ti60合金铸件的热处理工艺,其特征在于:所述ti60合金铸件最终得到双态组织,其室温强度不低于1050mpa,屈服不低于930mpa,延伸率不低于7%,面缩不低于10%。
技术总结
本发明公开了一种Ti60合金铸件的热处理工艺,热处理工艺包括;1):将Ti60合金铸件加热至β转变温度以上5~10℃,热透后出炉风冷或水冷;2):炉温升至合金β转变温度以下15~30℃后将铸件放置于热处理炉中再次快速升温至设置温度后保温60~180分钟;3):随后铸件随炉降温10~15℃,然后继续保温60~180分钟后再升温至β转变温度以下15~30℃继续保温60~180分钟;重复该步骤8~15次;4):最后铸件随炉冷却至β转变温度以下30~50℃,保温90~120后空冷或风冷。铸件最终得到双态组织,其室温强度不低于1050Mpa,屈服不低于930Mpa,延伸率不低于7%,面缩不低于10%。面缩不低于10%。面缩不低于10%。
技术研发人员:赵子博 王清江 刘建 李文渊
受保护的技术使用者:中国科学院金属研究所
技术研发日:2022.04.11
技术公布日:2022/7/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1