溢流法生产超薄柔性玻璃立管加热器制作方法及装置与流程
1.本发明属于玻离生产设备机械结构,具体涉及生产柔性玻璃(utg玻璃)铂金通道立管加热器的制作技术。
背景技术:
2.随着超薄柔性utg玻璃的发展, utg玻璃薄轻,用料少,溢流法生产utg玻璃尚在起步,溢流法生产utg玻璃热端设备采用熔炉、通道等设备,本发明涉及utg玻璃溢流法生产设备的铂金通道间接立管间接加热器,立管间接加热器主要用于通道液位检测位,供料排气位等。
技术实现要素:
3.本发明的目的提供溢流法生产超薄柔性玻璃立管加热器制作方法及装置,立管间接加热器主要用于utg玻璃通道液位检测位,供料排气位等。
4.本发明技术方案如下:一种溢流法生产超薄柔性玻璃立管加热器制作方法,其特征在于,包括以下步骤:(1)、设置可涨缩的圆筒内芯,圆筒内芯上设有供加热丝缠绕的螺旋槽;(2)、将加热丝缠绕在螺旋槽上,并留好出线;(3)、将外侧耐火材料套在绕好加热丝的圆筒内芯外,调整好加热丝和外侧耐火材料的间距,向其中填充可流动凝固填充物;(4)、在待可流动凝固填充物完全凝固后,再将圆筒内芯缩小离开加热丝一点间隙,再用可流动凝固填充物浇灌间隙内;(5、)待可流动凝固填充物凝固后取下圆筒内芯。
5.所述的溢流法生产超薄柔性玻璃立管加热器制作方法,其特征在于,所述的加热丝为铂金加热丝。
6.所述的溢流法生产超薄柔性玻璃立管加热器制作方法,其特征在于,可流动凝固填充物为氢氧化铝空心球。
7.所述的溢流法生产超薄柔性玻璃立管加热器制作方法,其特征在于,所述的可涨缩的圆筒内芯由若干块弧形瓦片组成,圆绕组成圆筒时各瓦片间留有间隙;在使用时,其下端塞进圆锥台,将瓦片涨开定位,将需要收缩时,将圆锥台退出。
8.所述的溢流法生产超薄柔性玻璃立管加热器制作方法,其特征在于,步骤(3)加热丝和外侧耐火材料的间距为20mm。
9.一种溢流法生产超薄柔性玻璃立管加热器制作装置,其特征在于,包括有由若干块弧形瓦片组成,圆绕组成圆筒时,各瓦片间留有间隙,圆筒外侧刻有供加热丝缠绕的螺旋槽;还包括有圆锥台,在使用时,圆筒下端塞进圆锥台,将瓦片涨开定位,将需要收缩时,将圆锥台退出。
10.本发明可用于多层和单层立管间接加热器的制作,加热丝内置式立管间接加热
器,是采用铂金加热丝和耐火材料制成,本发明不但可用于原始立管间接加热器的安装,也用于维修立管间接加热器的制作。
11.本发明先制作可涨缩的圆筒内芯做绕制模具,圆筒内芯根据不同需求制作大小,圆筒内芯刻上需求的绕丝数量的螺旋槽,加热器如果出线在一端用双螺旋线槽,如果做成两端出线就做成单螺旋槽,螺旋槽是保证加热丝之间的间距。为便于取圆筒内芯,螺旋槽不宜太深,能卡上绕丝不移动即可,约1~3mm。也可以根据涨缩尺寸定深度。将加热丝绕制在可涨缩的圆筒内芯上,留出出线端头,将绕好的涨缩的圆筒内芯和加热丝放到距加热丝20mm间距的外侧耐火材料中,再用氧化铝空心球或其他可凝固耐火材料填充,待填充物完全凝固后,缩小可涨缩的圆筒内芯,二次填充可涨缩的圆筒内芯与铂金丝间距,待填充物完全凝固后取下缩小可涨缩的圆筒内芯,一个内置加热丝式的立管间接加热器就完成。
附图说明
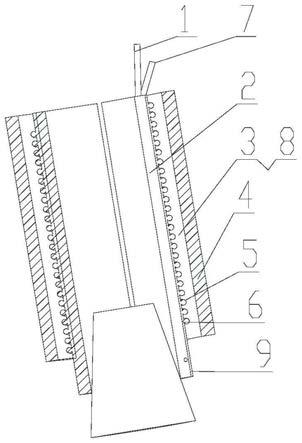
12.图1为本发明剖视结构图。
13.图2为本发明制作状态示意图。
具体实施方式
14.一种溢流法生产超薄柔性玻璃立管加热器制作方法,其特征在于,包括以下步骤:(1)、设置可涨缩的圆筒内芯2,圆筒内芯上设有供铂金加热丝5缠绕的螺旋槽6;可涨缩的圆筒内芯2由若干块弧形瓦片组成,圆绕组成圆筒时各瓦片间留有间隙10;在使用时,其下端塞进圆锥台11,将瓦片涨开定位,将需要收缩时,将圆锥台11退出。
15.(2)、将铂金加热丝5缠绕在螺旋槽6上,并留好一度长度的出线1、7;螺旋槽6可根据需要采用单螺旋槽或双螺旋槽结构。
16.(3)、将外侧耐火材料4套在绕好铂金加热丝5的圆筒内芯2外,调整好铂金加热丝5和外侧耐火材料4的间距8,向其中填充可流动凝固填充物氢氧化铝空心球3;(4)、在待可流动凝固填充物氢氧化铝空心球3完全凝固后,退出圆锥台11一点距离,再将圆筒内芯2缩小离开加热丝一点间隙9,再用可流动凝固填充物氢氧化铝空心球3浇灌间隙9内;(5、)待可流动凝固填充物氢氧化铝空心球3凝固后取下圆筒内芯2。
技术特征:
1.一种溢流法生产超薄柔性玻璃立管加热器制作方法,其特征在于,包括以下步骤:(1)、设置可涨缩的圆筒内芯,圆筒内芯上设有供加热丝缠绕的螺旋槽;(2)、将加热丝缠绕在螺旋槽上,并留好出线;(3)、将外侧耐火材料套在绕好加热丝的圆筒内芯外,调整好加热丝和外侧耐火材料的间距,向其中填充可流动凝固填充物;(4)、在待可流动凝固填充物完全凝固后,再将圆筒内芯缩小离开加热丝一点间隙,再用可流动凝固填充物浇灌间隙内;(5、)待可流动凝固填充物凝固后取下圆筒内芯。2.根据权利要求1所述的溢流法生产超薄柔性玻璃立管加热器制作方法,其特征在于,所述的加热丝为铂金加热丝。3.根据权利要求1所述的溢流法生产超薄柔性玻璃立管加热器制作方法,其特征在于,可流动凝固填充物为氢氧化铝空心球。4.根据权利要求1所述的溢流法生产超薄柔性玻璃立管加热器制作方法,其特征在于,所述的可涨缩的圆筒内芯由若干块弧形瓦片组成,圆绕组成圆筒时各瓦片间留有间隙;在使用时,其下端塞进圆锥台,将瓦片涨开定位,将需要收缩时,将圆锥台退出。5.根据权利要求1所述的溢流法生产超薄柔性玻璃立管加热器制作方法,其特征在于,步骤(3)加热丝和外侧耐火材料的间距为20mm。6.一种溢流法生产超薄柔性玻璃立管加热器制作装置,其特征在于,包括有由若干块弧形瓦片组成,圆绕组成圆筒时,各瓦片间留有间隙,圆筒外侧刻有供加热丝缠绕的螺旋槽;还包括有圆锥台,在使用时,圆筒下端塞进圆锥台,将瓦片涨开定位,将需要收缩时,将圆锥台退出。
技术总结
本发明公开了一种溢流法生产超薄柔性玻璃立管加热器制作方法及装置,先制作可涨缩的圆筒内芯做绕制模具,圆筒内芯根据不同需求制作大小,圆筒内芯刻上需求的绕丝数量的螺旋槽,将加热丝绕制在可涨缩的圆筒内芯上,留出出线端头,将绕好的涨缩的圆筒内芯和加热丝放到距加热丝20mm间距的外侧耐火材料中,再用氧化铝空心球或其他可凝固耐火材料填充,待填充物完全凝固后,缩小可涨缩的圆筒内芯,二次填充可涨缩的圆筒内芯与铂金丝间距,待填充物完全凝固后取下缩小可涨缩的圆筒内芯,一个内置加热丝式的立管间接加热器就完成。加热丝式的立管间接加热器就完成。加热丝式的立管间接加热器就完成。
技术研发人员:唐华 李桂林
受保护的技术使用者:安徽汉柔光电科技有限公司
技术研发日:2021.12.31
技术公布日:2022/3/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1