锡槽自动切换系统的制作方法
1.本实用新型是一全程充氮锡炉,特别是一种适用于全程充氮锡炉的锡槽自动切换系统。
背景技术:
2.普通的全程充氮锡炉只配有一个锡槽,只能生产一种焊料的产品。如果需要转线生产不同焊料的产品,需要人手更换装有另外一种焊料的锡槽。普通单锡槽锡炉更换锡槽的步骤多,耗时多,而且操作复杂困难
3.有鉴于此,本实用新型提供一种锡槽自动切换系统,其可自动切换锡槽,避免人工更换锡槽带来的诸多麻烦。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种锡槽自动切换系统,其可自动切换锡槽,避免人工更换锡槽带来的诸多麻烦。
5.为解决上述技术问题,本实用新型一种锡槽自动切换系统,其适用于全程充氮锡炉,其包含:二个锡槽,分别用于承装不同的焊料,该各锡槽底部设置滑块;驱动装置,其包含驱动马达、滑轨以及传动杆,该滑轨设置在该二个锡槽的底部,且该二个锡槽通过底部的滑块滑设于该滑轨上,该传动杆其一端连接该驱动马达,可在该驱动马达的驱动下作顺时针或逆时针转动,该二个锡槽驱动连接该传动杆,可在该传动杆的转动下沿着该滑轨前后移动;以及控制器,其连接该驱动装置的驱动马达,其在接收到控制信号后,控制该驱动马达运转,让该二个锡槽分别在各自的工作位置或等待位置之间移动。
6.优选地,该传动杆为丝杆,该二个锡槽底部设置与该丝杆匹配的螺母件。
7.与现有技术相比较,本实用新型锡槽自动切换系统通过设置二个可承载不同焊料的锡槽,并借用驱动马达带动传动杆让二个锡槽沿着滑轨在控制器的控制下分别在等待位置以及工作位置上自动切换,无需人工繁琐的操作,避免人工更换锡槽带来的诸多麻烦。
8.【附图说明】
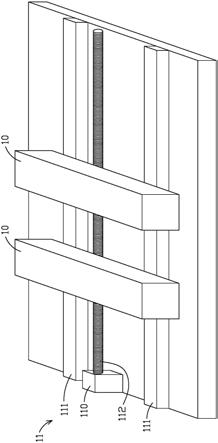
9.图1为本实用新型提供一种锡槽自动切换系统中其中一锡槽位于工作位置的简单示意图。
10.图2为图1中的其中一锡槽移动到等待位置的简单示意图。
11.图3为本实用新型的方块原理图。
12.【具体实施方式】
13.请参阅图1所示,本实用新型提供一种锡槽自动切换系统1,其适用于全程充氮锡炉(未示),包含二个锡槽10、驱动装置11以及控制器13。
14.该二个锡槽10,分别用于承装不同的焊料,该各锡槽10底部设置滑块(未示)。该滑块设置于该锡槽10的底部且开设有凹槽,为常规设计,在此不作详述。
15.该驱动装置11,其包含驱动马达110、滑轨111以及传动杆112,该滑轨111设置在该
二个锡槽10的底部,且该二个锡槽10通过底部的滑块滑设于该滑轨111上,该传动杆112其一端连接该驱动马达110,可在该驱动马达110的驱动下作顺时针或逆时针转动,该二个锡槽10驱动连接该传动杆112,可在该传动杆112的转动下沿着该滑轨111前后移动。
16.该控制器13,其连接该驱动装置10的驱动马达110,其在接收到控制信号后,控制该驱动马达110运转,让该二个锡槽10分别在各自的工作位置或等待位置之间移动。
17.在本实施例中,该传动杆112为丝杆,该二个锡槽10底部设置与该丝杆匹配的螺母件。
18.当具有本实用新型锡槽自动切换系统1的全程充氮锡炉在工作中时,该二个锡槽10中的其中一锡槽10处于工作位置,另一锡槽10则处于等待位置,而当需要更换焊料,则可启动本实用新型的锡槽自动切换系统,通过该控制器13控制该驱动马达110开启,让该二个锡槽10沿着该滑轨111移动,处于工作位置的锡槽10将移动离开原先的工作位置,而原本处于等待位置的锡槽10则移动到工作位置,借此完成了锡槽的自动切换,整个过程非常的简单,无需人工操作,且大大节省了切换锡槽的时间。
19.综上所述,本实用新型锡槽自动切换系统1通过设置二个可承载不同焊料的锡槽10,并借用驱动马达110带动传动杆让二个锡槽10沿着滑轨111在控制器13的控制下分别在等待位置以及工作位置上自动切换,无需人工繁琐的操作,避免人工更换锡槽带来的诸多麻烦。
20.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
技术特征:
1.一种锡槽自动切换系统,其适用于全程充氮锡炉,其特征在于,包含:二个锡槽,分别用于承装不同的焊料,该各锡槽底部设置滑块;驱动装置,其包含驱动马达、滑轨以及传动杆,该滑轨设置在该二个锡槽的底部,且该二个锡槽通过底部的滑块滑设于该滑轨上,该传动杆其一端连接该驱动马达,可在该驱动马达的驱动下作顺时针或逆时针转动,该二个锡槽驱动连接该传动杆,可在该传动杆的转动下沿着该滑轨前后移动;以及控制器,其连接该驱动装置的驱动马达,其在接收到控制信号后,控制该驱动马达运转,让该二个锡槽分别在各自的工作位置或等待位置之间移动。2.根据权利要求1所述的锡槽自动切换系统,其特征在于,该传动杆为丝杆,该二个锡槽底部设置与该丝杆匹配的螺母件。
技术总结
一种锡槽自动切换系统,其适用于全程充氮锡炉,其包含:二个锡槽,分别用于承装不同的焊料,该各锡槽底部设置滑块;驱动装置,其包含驱动马达、滑轨以及传动杆,该滑轨设置在该二个锡槽的底部,且该二个锡槽通过底部的滑块滑设于该滑轨上,该传动杆其一端连接该驱动马达,可在该驱动马达的驱动下作顺时针或逆时针转动,该二个锡槽驱动连接该传动杆,可在该传动杆的转动下沿着该滑轨前后移动;以及控制器,其连接该驱动装置的驱动马达,其在接收到控制信号后,控制该驱动马达运转,让该二个锡槽分别在各自的工作位置或等待位置之间移动。别在各自的工作位置或等待位置之间移动。别在各自的工作位置或等待位置之间移动。
技术研发人员:欧志勋
受保护的技术使用者:佛山市顺德区顺达电脑厂有限公司
技术研发日:2021.04.22
技术公布日:2021/12/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1