一种聚氨酯与PVC复合套管及制备方法与流程
一种聚氨酯与pvc复合套管及制备方法
技术领域
1.本发明涉及复合套管技术领域,具体为一种聚氨酯与pvc复合套管及制备方法。
背景技术:
2.pvc采用非结晶性材料作为原材料,在抗氧化,抗强酸以及抗还原上都有着超高的性能,pvc还具有高强度和优秀的稳定性,并且不易燃,能够抵抗气候变化带来的腐蚀侵害等现象,是非常好的材料,因其安全性高,所以在生活中随处可见,而pvc套管具有遇热收缩的特殊功能,加热98℃以上即可收缩,使用方便。
3.聚氨酯具有热塑性的线性结构,它比pvc发泡材料有更好的稳定性、耐化学性、回弹性和力学性能,具有更小的压缩变型性,隔热、隔音、抗震、防毒性能良好,因此用作包装、隔音、过滤材料。
4.由于pvc结构上的缺陷,造成其制品热稳定性差、抗冲击性能低、耐磨性差、耐溶剂性和耐低温性不良及加工困难,致使其作为硬质制品的应用受到较大限制,为了改善和提高pvc的性能,我们在pvc套管中添加聚氨酯,增强其性能,提出了一种聚氨酯与pvc复合套管及制备方法。
技术实现要素:
5.针对现有技术存在的上述不足,本发明提供了一种聚氨酯与pvc复合套管及制备方法。
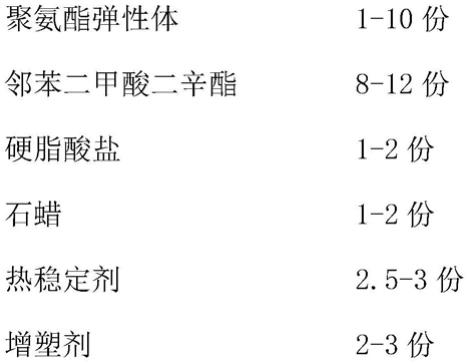
6.本发明提供如下技术方案:一种聚氨酯与pvc复合套管,该复合套管由以下重量份的材料制成:
[0007][0008][0009]
优选的,硬脂酸盐为硬脂酸钠、硬脂酸镁、硬脂酸钙、硬脂酸铅、硬脂酸铝中的一种或多种。
[0010]
优选的,所述增塑剂为邻苯二甲酸酯类和磷酸酯类增塑剂中的一种或多种。
[0011]
优选的,所述热稳定剂为三盐基硫酸铅和二盐基硫酸铅一种或多种。
[0012]
聚氨酯与pvc复合套管的制备方法,如下:
[0013]
s1、根据配方比例将pvc和邻苯二甲酸二辛酯,硬脂酸盐,石蜡,热稳定剂和增塑剂在高速搅拌机内混合均匀,混合好后在100℃的烘箱中预塑化10-15min;
[0014]
s2、将聚氨酯弹性体放入真空干燥机中,在50℃下真空干燥5h脱除表面水分;
[0015]
s3、再将预塑化后的pvc和聚氨酯弹性体混合均匀,并将该混合物料加入双螺杆挤出机中,控制适合温度和适合螺杆转速,使物料在挤出过程中进行反应,将挤出物切成粒状并置于管套成型机中塑化成型。
[0016]
与现有技术对比,本发明具备以下有益效果:
[0017]
该聚氨酯与pvc复合套管及制备方法,在pvc套管的配料中,添加聚氨酯弹性体,利用聚氨酯弹性体分子的可设计性及该弹性体的高弹性、高耐磨、耐低温和耐溶剂性良好的特性对pvc进行共混改性,将显著提高和改善pvc制品的性能,并结合pu弹性体的合成反应,并通过邻苯二甲酸二辛酯、增塑剂和热稳定剂,提高其性能;
[0018]
加工时将pvc和聚氨酯弹性体预塑化,提高热塑性塑料注塑成型效率和质量,并将其混合物通入挤出机中,制成颗粒,方便对套管进行挤出成型。
具体实施方式
[0019]
为了使本公开实施例的目的、技术方案和优点更加清楚,为此对本公开实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。基于所描述的本公开的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
[0020]
为了保持本公开实施例的以下说明清楚且简明,本公开省略了已知功能和已知部件的详细说明,以避免不必要地混淆本发明的概念。
[0021]
一种聚氨酯与pvc复合套管,该复合套管由以下重量份的材料制成:
[0022][0023]
硬脂酸盐为硬脂酸钠、硬脂酸镁、硬脂酸钙、硬脂酸铅、硬脂酸铝中的一种或多种;所述增塑剂为邻苯二甲酸酯类和磷酸酯类增塑剂中的一种或多种;热稳定剂为三盐基硫酸铅和二盐基硫酸铅一种或多种。
[0024]
聚氨酯与pvc复合套管的制备方法,如下:
[0025]
s1、根据配方比例将pvc和邻苯二甲酸二辛酯,硬脂酸盐,石蜡,热稳定剂和增塑剂在高速搅拌机内混合均匀,混合好后在100℃的烘箱中预塑化10-15min;
[0026]
s2、将聚氨酯弹性体放入真空干燥机中,在50℃下真空干燥5h脱除表面水分;
[0027]
s3、再将预塑化后的pvc和聚氨酯弹性体混合均匀,并将该混合物料加入双螺杆挤出机中,控制适合温度和适合螺杆转速,使物料在挤出过程中进行反应,将挤出物切成粒状并置于管套成型机中塑化成型。
[0028]
实施例1
[0029]
一种聚氨酯与pvc复合套管,该复合套管由以下重量份的材料制成:
[0030][0031]
硬脂酸盐为硬脂酸钠、硬脂酸镁、硬脂酸钙、硬脂酸铅、硬脂酸铝中的一种或多种;所述增塑剂为邻苯二甲酸酯类和磷酸酯类增塑剂中的一种或多种;热稳定剂为三盐基硫酸铅和二盐基硫酸铅一种或多种。
[0032]
聚氨酯与pvc复合套管的制备方法,如下:
[0033]
s1、根据配方比例将pvc和邻苯二甲酸二辛酯,硬脂酸盐,石蜡,热稳定剂和增塑剂在高速搅拌机内混合均匀,混合好后在100℃的烘箱中预塑化10-15min;
[0034]
s2、将聚氨酯弹性体放入真空干燥机中,在50℃下真空干燥5h脱除表面水分;
[0035]
s3、再将预塑化后的pvc和聚氨酯弹性体混合均匀,并将该混合物料加入双螺杆挤出机中,控制适合温度和适合螺杆转速,使物料在挤出过程中进行反应,将挤出物切成粒状并置于管套成型机中塑化成型。
[0036]
实施例2
[0037]
一种聚氨酯与pvc复合套管,该复合套管由以下重量份的材料制成:
[0038][0039]
硬脂酸盐为硬脂酸钠、硬脂酸镁、硬脂酸钙、硬脂酸铅、硬脂酸铝中的一种或多种;所述增塑剂为邻苯二甲酸酯类和磷酸酯类增塑剂中的一种或多种;热稳定剂为三盐基硫酸铅和二盐基硫酸铅一种或多种。
[0040]
聚氨酯与pvc复合套管的制备方法,如下:
[0041]
s1、根据配方比例将pvc和邻苯二甲酸二辛酯,硬脂酸盐,石蜡,热稳定剂和增塑剂在高速搅拌机内混合均匀,混合好后在100℃的烘箱中预塑化10-15min;
[0042]
s2、将聚氨酯弹性体放入真空干燥机中,在50℃下真空干燥5h脱除表面水分;
[0043]
s3、再将预塑化后的pvc和聚氨酯弹性体混合均匀,并将该混合物料加入双螺杆挤出机中,控制适合温度和适合螺杆转速,使物料在挤出过程中进行反应,将挤出物切成粒状并置于管套成型机中塑化成型。
[0044]
实施例3
[0045]
一种聚氨酯与pvc复合套管,该复合套管由以下重量份的材料制成:
[0046][0047]
硬脂酸盐为硬脂酸钠、硬脂酸镁、硬脂酸钙、硬脂酸铅、硬脂酸铝中的一种或多种;所述增塑剂为邻苯二甲酸酯类和磷酸酯类增塑剂中的一种或多种;热稳定剂为三盐基硫酸铅和二盐基硫酸铅一种或多种。
[0048]
聚氨酯与pvc复合套管的制备方法,如下:
[0049]
s1、根据配方比例将pvc和邻苯二甲酸二辛酯,硬脂酸盐,石蜡,热稳定剂和增塑剂在高速搅拌机内混合均匀,混合好后在100℃的烘箱中预塑化10-15min;
[0050]
s2、将聚氨酯弹性体放入真空干燥机中,在50℃下真空干燥5h脱除表面水分;
[0051]
s3、再将预塑化后的pvc和聚氨酯弹性体混合均匀,并将该混合物料加入双螺杆挤出机中,控制适合温度和适合螺杆转速,使物料在挤出过程中进行反应,将挤出物切成粒状并置于管套成型机中塑化成型。
[0052]
将实施例1、2、3中成型的复合套管与现有的pvc套管进行测试,测试结果如下:
[0053]
性能实施例1实施例2实施例3pvc套管硬度(shorea)73767060拉伸强度(mpa)56535943冲击强度(j/m)298280310250弯曲强度(mpa)969110086
[0054]
由此可看出,聚氨酯与pvc复合套管的性能优于pvc套管。
[0055]
以上实施例仅为本发明的示例性实施例,不用于限制本发明,本发明的保护范围由权利要求书限定。本领域技术人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1