一种透光型亚克力板材的制作方法
[0001]
本发明涉及亚克力板材领域,具体来讲涉及的是一种透光型亚克力板材。
背景技术:
[0002]
″
亚克力
″
是一个音译词,英文是acrylic。acrylic丙烯酸类和甲基丙烯酸类化学品的通称。包括单体、板材、粒料、树脂以及复合材料,亚克力板由甲基烯酸甲酯单体(mma)聚合而成,即聚甲基丙烯酸甲酯(pmma)板材有机玻璃,“有机玻璃”源自商品名“oroglas”(一种pmma板),取自“organicglass”(即有机玻璃),在应用行业亚克力的原材料一般以颗粒、板材、管材等形式出现。亚克力又称特殊处理的有机玻璃,系有机玻璃换代产品,用亚克力制作的灯箱具有透光性能好、颜色纯正、色彩丰富、美观平整、兼顾白天夜晚两种效果、使用寿命长、不影响使用等特点,此外,亚克力板材与铝塑板型材、高级丝网印等可以完美结合,满足商家的需求,亚克力吸塑是提高营业店面档次,统一企业形象最好的户外广告形式。
[0003]
经过检索发现,申请号cn201710495436.6的发明公开一种轻质装饰亚克力板材及其制备方法,所述制备方法包括如下步骤:(1)用2-甲基丁基丙烯酸酯溶解废有机玻璃粉料,得到废有机玻璃溶液;(2)用2-甲基丁基丙烯酸酯溶解乙烯-醋酸乙烯共聚物,得到乙烯-醋酸乙烯共聚物溶液;(3)制备混合浆料;(4)将混合浆料灌入模具中,采用空气浴加热聚合;(5)冷却、脱模,得到轻质装饰亚克力板材。
[0004]
申请号cn201710494796.4的发明公开了一种阻燃隔热亚克力板材的制备方法,包括如下步骤:(1)用100重量份的甲基丙烯酸甲酯溶解65-85重量份废有机玻璃粉料,得到废有机玻璃溶液;(2)向废有机玻璃溶液中加入阻燃剂25-35重量份,绝热填料1-10重量份,过氧化二苯甲酰0.1-1重量份,木屑粉25-35重量份,着色剂1-10重量份,二甲基硅油0.5-1重量份,搅拌混合均匀,得到混合浆料;(3)将混合浆料灌入模具中,采用空气浴加热聚合;(4)冷却、脱模,得到阻燃隔热亚克力板材。
[0005]
申请号cn201711063489.7的发明公开了一种新型亚克力板材,包括防火膜、防潮膜、光致变色玻璃膜、亚克力板层、蜂窝板透光层、玻璃纤维图案层、空腔、气嘴和蜂窝凹槽,所述新型亚克力板材的外表面铺设有防火膜,所述新型亚克力板材的内表面铺设有防潮膜,所述防火膜和防潮膜的内层铺设为光致变色玻璃膜,所述光致变色玻璃膜的内层铺设为亚克力板层,所述亚克力板层的内层铺设为蜂窝板透光层,所述蜂窝板透光层的中间设置为玻璃纤维图案层。
[0006]
经过分析发现,现有的亚克力板的透光性不强,不能传播较充足的光,亚克力板不具有防火的效果,容易发生安全事故,且易摔坏。
技术实现要素:
[0007]
因此,为了解决上述不足,本发明在此提供一种透光性能好,防火且防摔的透光型亚克力板材;所述亚力克板本体内部加工有交错设置的通槽,可以使光在传播时降低受介
质影响,达到充分透光的效果,弹性层设置于亚力克板本体上下表面,对板材掉落时受到的冲击进行缓冲,对板材进行有效的保护,阻燃胶层覆于弹性层表面,达到了防火的效果,提高了安全性,增透膜覆于阻燃胶层表面,可减少亚力克板材的反光量,从而增加板材的透光量,减少或消除板材的杂散光,弹性件设置于亚力克板主体边缘,对板材边缘进行保护,减少板材掉落受到的冲击,可有效对板材进行保护。
[0008]
本发明是这样实现的,构造一种透光型亚克力板材,包括亚力克板本体,
[0009]
所述亚力克板本体内部加工有间隔设置的通槽;
[0010]
所述亚克力板材还包括弹性层,设置于亚力克板本体上下表面;
[0011]
所述亚克力板材还包括阻燃胶层,覆于弹性层表面;
[0012]
所述亚克力板材还包括增透膜,覆于阻燃胶层表面;
[0013]
所述亚克力板材还包括弹性件,设置于亚力克板主体边缘。
[0014]
所述亚力克板本体内部加工有交错设置的通槽,可以使光在传播时降低受介质影响,达到充分透光的效果,弹性层设置于亚力克板本体上下表面,对板材掉落时受到的冲击进行缓冲,对板材进行有效的保护,阻燃胶层覆于弹性层表面,达到了防火的效果,提高了安全性,增透膜覆于阻燃胶层表面,可减少亚力克板材的反光量,从而增加板材的透光量,减少或消除板材的杂散光,弹性件设置于亚力克板主体边缘,对板材边缘进行保护,减少板材掉落受到的冲击,可有效对板材进行保护。
[0015]
作为上述技术方案的改进,所述弹性层为聚烯烃弹性体层,透明的聚烯烃材料,在不影响板材透光性能的前提下,对板材进行保护。
[0016]
作为上述技术方案的改进,所述聚烯烃弹性体层的厚度为100~1200μm,提高了板材减冲击能力,对板材进行有效保护。
[0017]
作为上述技术方案的改进,所述阻燃胶层的厚度为50~200μm,避免胶层过厚影响整体强度。
[0018]
作为上述技术方案的改进,所述弹性件采用弹性软质材料制成,侧面开有矩形通槽,通槽侧面与增透膜表面接触,底面与亚力克板材本体侧面接触,便于拆卸。
[0019]
作为上述技术方案的改进,所述弹性件为橡胶条。
[0020]
作为上述技术方案的改进,所述亚克力板材制备过程如下;
[0021]
a1,制备亚力克板本体;
[0022]
a2,在所得的亚力克板本体的上、下表面分别涂覆聚烯烃弹性体层和阻燃材质;
[0023]
a3,在阻燃胶层的表面覆于一层增透膜;
[0024]
a4,将所形成的整体进行压合,然后在边缘处粘接弹性件。
[0025]
作为上述技术方案的改进,步骤4中,将所形成的整体在200-220℃环境下实现连续压合。
[0026]
作为上述技术方案的改进,所述亚力克板本体由下述重量份的原料制备而成:过氧化二苯甲酰0.5-1份、氢氧化镁15-25份、二甲基硅油2-5份、阻燃剂1-5份、抗静电剂0.5-1.5份、玻璃纤维10-15份、亚克力树脂单体至80-90份;
[0027]
所述亚克力树脂单体由聚碳酸酯树脂与聚甲基丙烯酸甲酯的混合物构成,其中聚碳酸酯树脂与聚甲基丙烯酸甲酯的重量百分比为1:5;所述玻璃纤维相互无规则交织排列成蜂窝片状结构;
[0028]
所述亚力克板本体的成型过程如下:
[0029]
s1:将过氧化二苯甲酰、氢氧化镁、二甲基硅油、阻燃剂、抗静电剂各物质按比例混合均匀,得到混合浆料;
[0030]
s2:再将亚克力树脂单体和混合浆料加入反应釜中,加热保持温度为120℃,提升压力至2mpa,搅拌3h后取出获得亚克力模塑料,再加入玻璃纤维,然后倒入模具中,进行粘结固化、冷却和脱模,得到阻燃亚克力板材。
[0031]
作为上述技术方案的改进,所述s2中,模具是能够加工出通槽的模具。
[0032]
本发明具有如下优点:
[0033]
其1,本发明通过改进在此提供一种透光型亚克力板材,包括亚力克板本体,所述亚力克板本体内部加工有交错设置的通槽,弹性层设置于亚力克板本体上下表面,阻燃胶层覆于弹性层表面,增透膜覆于阻燃胶层表面,弹性件设置于亚力克板主体边缘。本发明实施时,亚克力板本体内部加工间隔设置的通槽,可以使光在传播时降低受介质影响,达到充分透光的效果,表面的增透膜可减少亚力克板材的反光量,从而增加板材的透光量,减少或消除板材的杂散光。
[0034]
其2,在本发明中所述弹性层为聚烯烃弹性体层。增加弹性层,透明且有弹性的弹性层,可对板材掉落时受到的冲击进行缓冲,对板材进行有效的保护。在本发明中所述聚烯烃弹性体层的厚度为100~1200μm。
[0035]
其3,在本发明中所述阻燃胶层的厚度为50~200μm。增加阻燃胶层,达到了防火的效果,提高了安全性。
[0036]
其4,在本发明中所述弹性件采用弹性软质材料制成,侧面开有矩形通槽,通槽侧面与增透膜表面接触,底面与亚力克板材本体侧面接触。增加弹性件,对板材边缘进行保护,减少板材掉落受到的冲击,可有效对板材进行保护。
[0037]
其5,本发明的制备工艺不同于现有方式,所述亚克力板材制备过程如下;
[0038]
a1,制备亚力克板本体;
[0039]
a2,在所得的亚力克板本体的上、下表面分别涂覆聚烯烃弹性体层和阻燃材质;
[0040]
a3,在阻燃胶层的表面覆于一层增透膜;
[0041]
a4,将所形成的整体进行压合,然后在边缘处粘接弹性件。
[0042]
另外,本发明实施中,所述亚力克板本体由下述重量份的原料制备而成:过氧化二苯甲酰0.5-1份、氢氧化镁15-25份、二甲基硅油2-5份、阻燃剂1-5份、抗静电剂0.5-1.5份、玻璃纤维10-15份、亚克力树脂单体至80-90份;
[0043]
所述亚克力树脂单体由聚碳酸酯树脂与聚甲基丙烯酸甲酯的混合物构成,其中聚碳酸酯树脂与聚甲基丙烯酸甲酯的重量百分比为1∶5;所述玻璃纤维相互无规则交织排列成蜂窝片状结构;
[0044]
所述亚力克板本体的成型过程如下:
[0045]
s1:将过氧化二苯甲酰、氢氧化镁、二甲基硅油、阻燃剂、抗静电剂各物质按比例混合均匀,得到混合浆料;
[0046]
s2:再将亚克力树脂单体和混合浆料加入反应釜中,加热保持温度为120℃,提升压力至2mpa,搅拌3h后取出获得亚克力模塑料,再加入玻璃纤维,然后倒入模具中,进行粘结固化、冷却和脱模,得到阻燃亚克力板材。
[0047]
上述s2中,模具是能够加工出通槽的模具。
[0048]
上述所得的亚力克板本体,能够很好的改善亚克力板材的使用品质,有效提高了亚克力板材的强度、阻燃性能和抗老化能力,延长了其使用寿命。
附图说明
[0049]
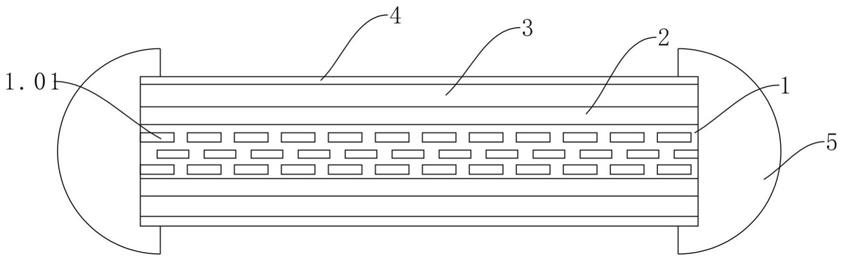
图1是本发明的透光型亚克力板材内部结构示意图;
[0050]
图2是本发明透光型亚克力板材的外侧结构示意图。
[0051]
其中:1、亚力克板本体;1.01、通槽;2、弹性层;3、阻燃胶层;4、增透膜;5、弹性件。
具体实施方式
[0052]
下面将结合附图1-图2对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0053]
本发明通过改进在此提供一种透光型亚克力板材,如图所示,可以按照如下方式予以实施;包括亚力克板本体1,所述亚力克板本体1内部加工有交错设置的通槽1.01,弹性层2设置于亚力克板本体1上下表面,阻燃胶层3覆于弹性层2表面,增透膜4覆于阻燃胶层3表面,弹性件5设置于亚力克板主体1边缘。本发明实施时,亚克力板本体1内部加工间隔设置的通槽1.01,可以使光在传播时降低受介质影响,达到充分透光的效果,表面的增透膜4可减少亚力克板材的反光量,从而增加板材的透光量,减少或消除板材的杂散光。
[0054]
在本实施例中,所述弹性层2为聚烯烃弹性体层。增加弹性层,透明且有弹性的弹性层,可对板材掉落时受到的冲击进行缓冲,对板材进行有效的保护。
[0055]
在本实施例中,所述聚烯烃弹性体层的厚度为100~1200μm。
[0056]
在本实施例中,所述阻燃胶层3的厚度为50~200μm。增加阻燃胶层,达到了防火的效果,提高了安全性。
[0057]
在本实施例中,所述弹性件5采用弹性软质材料制成,侧面开有矩形通槽,通槽侧面与增透膜4表面接触,底面与亚力克板材本体1侧面接触。增加弹性件,对板材边缘进行保护,减少板材掉落受到的冲击,可有效对板材进行保护。
[0058]
在本实施例中,所述弹性件5为橡胶条。
[0059]
合理的设计阻燃胶层3,达到了防火的效果,提高了安全性。
[0060]
合理的设计弹性件5,对板材边缘进行保护,减少板材掉落受到的冲击,可有效对板材进行保护。
[0061]
合理的设计弹性层2,透明且有弹性的弹性层2,可对板材掉落时受到的冲击进行缓冲,对板材进行有效的保护。
[0062]
本发明实施中,所述亚克力板材制备过程如下;
[0063]
a1,制备亚力克板本体1;
[0064]
a2,在所得的亚力克板本体1的上、下表面分别涂覆聚烯烃弹性体层和阻燃材质;
[0065]
a3,在阻燃胶层3的表面覆于一层增透膜4;
[0066]
a4,将所形成的整体进行压合,然后在边缘处粘接弹性件5。
[0067]
8、根据权利要求7所述的一种透光型亚力克板材,其特征在于;步骤4中,将所形成的整体在200-220℃环境下实现连续压合。
[0068]
本发明实施中,所述亚力克板本体由下述重量份的原料制备而成:过氧化二苯甲酰0.5-1份、氢氧化镁15-25份、二甲基硅油2-5份、阻燃剂1-5份、抗静电剂0.5-1.5份、玻璃纤维10-15份、亚克力树脂单体至80-90份;
[0069]
所述亚克力树脂单体由聚碳酸酯树脂与聚甲基丙烯酸甲酯的混合物构成,其中聚碳酸酯树脂与聚甲基丙烯酸甲酯的重量百分比为1:5;所述玻璃纤维相互无规则交织排列成蜂窝片状结构;
[0070]
所述亚力克板本体的成型过程如下:
[0071]
s1:将过氧化二苯甲酰、氢氧化镁、二甲基硅油、阻燃剂、抗静电剂各物质按比例混合均匀,得到混合浆料;
[0072]
s2:再将亚克力树脂单体和混合浆料加入反应釜中,加热保持温度为120℃,提升压力至2mpa,搅拌3h后取出获得亚克力模塑料,再加入玻璃纤维,然后倒入模具中,进行粘结固化、冷却和脱模,得到阻燃亚克力板材。
[0073]
上述s2中,模具是能够加工出通槽的模具。
[0074]
上述所得的亚力克板本体,能够很好的改善亚克力板材的使用品质,有效提高了亚克力板材的强度、阻燃性能和抗老化能力,延长了其使用寿命。
[0075]
本发明具有如下改进及优点;
[0076]
其1,本发明通过改进在此提供一种透光型亚克力板材,包括亚力克板本体1,所述亚力克板本体1内部加工有交错设置的通槽1.01,弹性层2设置于亚力克板本体1上下表面,阻燃胶层3覆于弹性层2表面,增透膜4覆于阻燃胶层3表面,弹性件5设置于亚力克板主体1边缘。本发明实施时,亚克力板本体1内部加工间隔设置的通槽1.01,可以使光在传播时降低受介质影响,达到充分透光的效果,表面的增透膜4可减少亚力克板材的反光量,从而增加板材的透光量,减少或消除板材的杂散光。
[0077]
其2,在本发明中所述弹性层2为聚烯烃弹性体层。增加弹性层,透明且有弹性的弹性层,可对板材掉落时受到的冲击进行缓冲,对板材进行有效的保护。在本发明中所述聚烯烃弹性体层的厚度为100~1200μm。
[0078]
其3,在本发明中所述阻燃胶层3的厚度为50~200μm。增加阻燃胶层,达到了防火的效果,提高了安全性。
[0079]
其4,在本发明中所述弹性件5采用弹性软质材料制成,侧面开有矩形通槽,通槽侧面与增透膜4表面接触,底面与亚力克板材本体1侧面接触。增加弹性件,对板材边缘进行保护,减少板材掉落受到的冲击,可有效对板材进行保护。
[0080]
其5,本发明的制备工艺不同于现有方式,所述亚克力板材制备过程如下;
[0081]
a1,制备亚力克板本体1;
[0082]
a2,在所得的亚力克板本体1的上、下表面分别涂覆聚烯烃弹性体层和阻燃材质;
[0083]
a3,在阻燃胶层3的表面覆于一层增透膜4;
[0084]
a4,将所形成的整体进行压合,然后在边缘处粘接弹性件5。
[0085]
另外,本发明实施中,所述亚力克板本体由下述重量份的原料制备而成:过氧化二苯甲酰0.5-1份、氢氧化镁15-25份、二甲基硅油2-5份、阻燃剂1-5份、抗静电剂0.5-1.5份、
玻璃纤维10-15份、亚克力树脂单体至80-90份;
[0086]
所述亚克力树脂单体由聚碳酸酯树脂与聚甲基丙烯酸甲酯的混合物构成,其中聚碳酸酯树脂与聚甲基丙烯酸甲酯的重量百分比为1:5;所述玻璃纤维相互无规则交织排列成蜂窝片状结构;
[0087]
所述亚力克板本体的成型过程如下:
[0088]
s1:将过氧化二苯甲酰、氢氧化镁、二甲基硅油、阻燃剂、抗静电剂各物质按比例混合均匀,得到混合浆料;
[0089]
s2:再将亚克力树脂单体和混合浆料加入反应釜中,加热保持温度为120℃,提升压力至2mpa,搅拌3h后取出获得亚克力模塑料,再加入玻璃纤维,然后倒入模具中,进行粘结固化、冷却和脱模,得到阻燃亚克力板材。
[0090]
上述s2中,模具是能够加工出通槽的模具。
[0091]
上述所得的亚力克板本体,能够很好的改善亚克力板材的使用品质,有效提高了亚克力板材的强度、阻燃性能和抗老化能力,延长了其使用寿命。
[0092]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1