一种抗热变形、低热收缩、耐冲击聚丙烯复合材料及其制备方法与流程
1.本发明涉及一种聚丙烯复合材料及其制备方法,所得材料具有抗热变形、低热收缩、耐冲击等特性,属于高分子材料加工和改性技术领域。
背景技术:
2.聚丙烯是一种常见的热塑性聚合物,也是一种重要的车用材料,目前已被大量用于汽车内外饰。由于纯聚丙烯一般无法满足车用材料的性能要求,所以需要进行改性,最终以聚丙烯复合材料的形式投入使用。对于车用聚丙烯复合材料而言,聚丙烯、无机填料和增韧剂是三种最基本、也是最关键的组分,三者决定了材料的力学性能、尺寸稳定性、熔体流动能力等。因此,以往对于聚丙烯复合材料的调控主要是通过调整上述三种组分的种类和(或)配比来实现。
3.聚丙烯作为一种半结晶性聚合物,其结晶行为对性能有重要的影响。调整聚丙烯、无机填料和增韧剂的种类和(或)配比在一定程度上也涉及了材料结晶行为的改变,尤其是无机填料(如滑石粉)可以起到诱导聚丙烯α晶形成的作用。成核剂是影响材料结晶行为的重要因素,然而到目前为止,几乎所有关于聚丙烯成核剂的研究和报道都是针对纯聚丙烯体系,将成核剂用于聚丙烯复合材料体系的性能调控较为罕见。
4.本发明将高效聚丙烯β晶成核剂引入到聚丙烯复合材料(聚丙烯/无机填料/增韧剂)体系中:通过引入β晶成核剂可以促进聚丙烯β晶的形成,该晶型有利于提升材料的热变形温度及抗冲击性能,并能在一定温度范围内抑制α晶的形成,从而减少材料经热处理后的收缩;无机填料的引入可以增强材料的刚性和尺寸稳定性;通过β晶成核剂、无机填料的协同作用,复合材料可以在相对更高的温度下不发生明显变形,另外注塑成型后的收缩率可以相对更低,且即使再经高温处理也会有更小的二次收缩幅度,即具有更好的尺寸稳定性;β晶成核剂和弹性体增韧剂的协同可进一步提升材料的抗冲击性能。
技术实现要素:
5.本发明的目的是开发一种抗热变形、低热收缩、耐冲击聚丙烯复合材料,所得材料可用于汽车及其他产品零部件的注塑。
6.本发明的另一目的是为了提供这种聚丙烯复合材料的制备方法。
7.为实现上述目的,本发明采用以下技术方案:
8.一种抗热变形、低热收缩、耐冲击聚丙烯复合材料,由以下重量百分比的原料组成:聚丙烯45
‑
90%;β晶成核剂0.1
‑
5%;无机填料5
‑
30%;弹性体增韧剂5
‑
20%;抗刮擦助剂0.5
‑
3%;稳定剂0.1
‑
2%;其他添加剂0
‑
5%。
9.其中,
10.所述的聚丙烯为熔体流动速率10
‑
90g/10min的均聚或共聚聚丙烯,共聚聚丙烯的共聚单体为乙烯,乙烯重复单元摩尔含量为4
‑
10%。
11.所述的β晶成核剂为具有准平面结构的稠环化合物、芳香胺类、第iia族金属盐及二元羧酸的复合物、稀土化合物类中的一种或几种组合。
12.所述的无机填料为滑石粉,平均尺寸1
‑
10μm。
13.所述的增韧剂为乙烯
‑
辛烯共聚物或乙烯
‑
丁烯共聚物或为两者的组合,密度为0.88
‑
0.91g/cm3,熔体流动速率为0.5
‑
10g/10min。
14.所述的抗刮擦助剂为芥酸酰胺、硬脂基芥酸酰胺、油酸酰胺、山嵛酸酰胺、硅酮等任意一种或几种组合。
15.所述的稳定剂为本领域技术人员认为所需的主抗氧剂和辅抗氧剂,其中主抗氧剂为受阻酚或硫酯类抗氧剂,辅抗氧剂为亚磷酸盐或脂类抗氧剂。
16.所述的其他添加剂为本领域人员认为所需的抗氧剂、阻燃剂、发泡剂、着色剂、色母粒、抗静电助剂、表面活性剂、增塑剂、偶联剂、抗微生物助剂中的一种或几种组合物。
17.上述用于抗热变形、低热收缩、耐冲击聚丙烯复合材料的制备方法,其具体步骤如下:
18.(1)将聚丙烯、β晶成核剂、无机填料、增韧剂、抗刮擦助剂、稳定剂和其他添加剂按所述比例在高速混合器中干混8
‑
15min得到预混物。
19.(2)将上一步中所得预混物从螺杆主喂料口加入双螺杆挤出机中,经熔融挤出后冷却造粒,工艺为:一区190
‑
200℃,二区200
‑
210℃,三区210
‑
220℃,四区205
‑
215℃;停留时间1
‑
2min,压力12
‑
18mpa。
20.本发明的优点是:
21.1、β晶成核剂可以促进聚丙烯β晶的形成,该晶型有利于提升材料的热变形温度及抗冲击性能,并能在一定温度范围内抑制α晶的形成,从而减少材料经热处理后的收缩。
22.2、无机填料可以增强材料的刚性和尺寸稳定性。
23.3、通过β晶成核剂、无机填料的协同作用,复合材料的热变形温度得以提升,另外注塑成型后的收缩率可以相对更低,且即使再经高温处理也会有更小的二次收缩幅度。
24.4、β晶成核剂和弹性体增韧剂的协同可进一步提升材料的抗冲击性能。
具体实施方式
25.下面通过实施例和对比例的方式对本发明做进一步的详细说明,并不因此将本发明限制在所述的实施例范围之中。
26.在实施例及对比例的复合材料配方中,所用聚丙烯为嵌段共聚聚丙烯,熔体流动速率约32g/10min。
27.所用聚丙烯β晶成核剂为winner公司的稀土化合物类成核剂。
28.所用无机填料为滑石粉,平均粒径10μm。
29.所用增韧剂为dow公司的乙烯
‑
辛烯共聚物8150。
30.所用抗刮擦助剂为硅酮。
31.所用稳定剂为英国ice公司的negonox dstp(化学名称:硫代二丙酸硬脂醇酯)、ciba公司的irganox 1010(化学名称:四(3
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸)季戊四醇酯)以及ciba公司的irgafos 168(化学名称:亚磷酸三(2,4
‑
二叔丁基苯)酯)。
32.实施例1
33.(1)按重量百分比称取聚丙烯61.4%、β晶成核剂0.1%、滑石粉20%、弹性体增韧剂15%、抗刮擦助剂2%、negonox dstp 0.3%、irganox 1010 0.1%、irgafos168 0.1%、色粉1%在高速混合器中干混8min得到预混物。
34.(2)将预混物从螺杆主喂料口加入双螺杆挤出机中,经熔融挤出后冷却造粒,工艺为:一区190
‑
200℃,二区200
‑
210℃,三区210
‑
220℃,四区205
‑
215℃;停留时间1
‑
2min,压力12
‑
18mpa。
35.实施例2
36.(1)按重量百分比称取聚丙烯61.2%、β晶成核剂0.3%、滑石粉20%、弹性体增韧剂15%、抗刮擦助剂2%、negonox dstp 0.3%、irganox 1010 0.1%、irgafos168 0.1%、色粉1%在高速混合器中干混8min得到预混物。
37.(2)将预混物从螺杆主喂料口加入双螺杆挤出机中,经熔融挤出后冷却造粒,工艺为:一区190
‑
200℃,二区200
‑
210℃,三区210
‑
220℃,四区205
‑
215℃;停留时间1
‑
2min,压力12
‑
18mpa。
38.实施例3
39.(1)按重量百分比称取聚丙烯61%、β晶成核剂0.5%、滑石粉20%、弹性体增韧剂15%、抗刮擦助剂2%、negonox dstp 0.3%、irganox 1010 0.1%、irgafos168 0.1%、色粉1%在高速混合器中干混8min得到预混物。
40.(2)将预混物从螺杆主喂料口加入双螺杆挤出机中,经熔融挤出后冷却造粒,工艺为:一区190
‑
200℃,二区200
‑
210℃,三区210
‑
220℃,四区205
‑
215℃;停留时间1
‑
2min,压力12
‑
18mpa。
41.实施例4
42.(1)按重量百分比称取聚丙烯60.8%、β晶成核剂0.7%、滑石粉20%、弹性体增韧剂15%、抗刮擦助剂2%、negonox dstp 0.3%、irganox 1010 0.1%、irgafos168 0.1%、色粉1%在高速混合器中干混8min得到预混物。
43.(2)将预混物从螺杆主喂料口加入双螺杆挤出机中,经熔融挤出后冷却造粒,工艺为:一区190
‑
200℃,二区200
‑
210℃,三区210
‑
220℃,四区205
‑
215℃;停留时间1
‑
2min,压力12
‑
18mpa。
44.实施例5
45.(1)按重量百分比称取聚丙烯70.8%、β晶成核剂0.7%、滑石粉10%、弹性体增韧剂15%、抗刮擦助剂2%、negonox dstp 0.3%、irganox 1010 0.1%、irgafos168 0.1%、色粉1%在高速混合器中干混8min得到预混物。
46.(2)将预混物从螺杆主喂料口加入双螺杆挤出机中,经熔融挤出后冷却造粒,工艺为:一区190
‑
200℃,二区200
‑
210℃,三区210
‑
220℃,四区205
‑
215℃;停留时间1
‑
2min,压力12
‑
18mpa。
47.对比例
48.(1)按重量百分比称取聚丙烯61.5%、滑石粉20%、弹性体增韧剂15%、抗刮擦助剂2%、negonox dstp 0.3%、irganox 1010 0.1%、irgafos 168 0.1%、色粉1%在高速混合器中干混8min得到预混物。
49.(2)将预混物从螺杆主喂料口加入双螺杆挤出机中,经熔融挤出后冷却造粒,工艺
为:一区190
‑
200℃,二区200
‑
210℃,三区210
‑
220℃,四区205
‑
215℃;停留时间1
‑
2min,压力12
‑
18mpa。
50.性能评价方式:
51.样品密度按iso 1183
‑
1标准进行;熔体流动速率按iso 1133
‑
1进行;拉伸性能测试按iso 527
‑
2标准进行,试样尺寸为170mm
×
10mm
×
4mm;简支梁缺口冲击测试按iso 179
‑
1标准进行,试样尺寸为80mm
×
10mm
×
4mm,缺口深度为试样厚度的三分之一;热变形温度测试按iso 75
‑
2进行,试样尺寸为120mm
×
10mm
×
4mm;收缩率测试试样尺寸为356mm
×
70mm
×
3.2mm,注塑后的收缩率测试在试样注塑完毕并在室温下放置24h后进行,测试完毕后再将样板置于110℃环境中退火24h,然后进行退火后的收缩率测试。
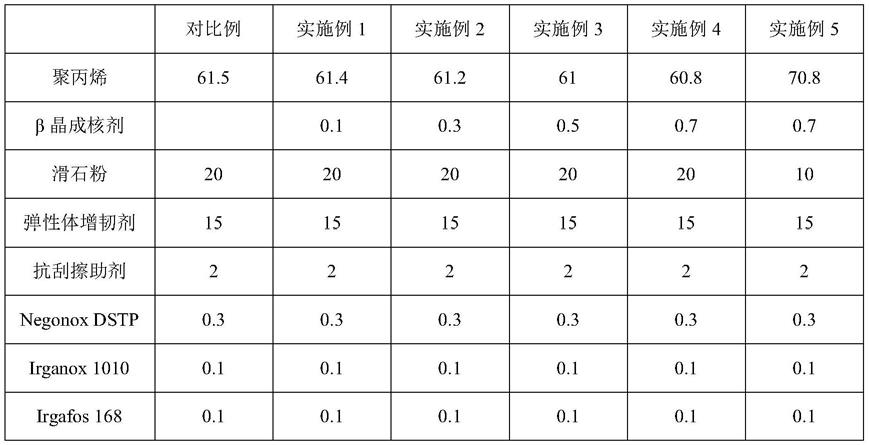
52.各实施例及对比例的主要成分重量百分含量见表1,对应性能测试结果见表2。
53.表1实施例1
‑
5及对比例材料组成(重量百分比)
[0054][0055][0056]
表2实施例1
‑
7及对比例材料性能测试结果
[0057][0058]
从对比例及实施例1
‑
4材料性能测试结果可以看出,复合材料中β晶成核剂的引入
可以使材料抗冲击性能、热变形温度皆得到提升,且随成核剂含量的增加提升更明显。此外,β晶成核剂的引入也使得材料不仅注塑后与未添加成核剂时相比有更低的收缩率,而且经历热处理后的二次收缩也更小,即材料具有相对更好的尺寸稳定性。对比实施例4、5结果可以发现,滑石粉含量增加也对降低材料收缩率有利,β晶成核剂和滑石粉的协同作用可以使材料具有较高的尺寸稳定性、抗热变形能力和抗冲击能力。
[0059]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围内。因此,本发明的保护范围应该以权利要求所界定的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1