一种由两种材料共挤形成的冰箱挡风条及制作工艺的制作方法
1.本发明属于冰箱技术领域,特别是涉及一种由两种材料共挤形成的冰箱挡风条及制作工艺。
背景技术:
2.冰箱一般有冷藏室与冷冻室组成,冷藏室温度较高,一般设定温度为5℃左右,冷冻室温度较低,正常使用温度一般在
‑
15℃左右,而冰箱外的环境温度一般都在10℃以上的温度,冰箱内外温差大,极易出现冰箱凝露现象,特别是冰箱冷冻室;如果冷冻室密封性差,冷冻室接触到环境外的热空气产生凝露,大大影响了冰箱的能耗等级。
3.为了提高冰箱冷冻室的密封能力,冰箱设计师通常会设计一种挡风条提高冰箱冷冻室的密封能力;挡风条顾名思义,就是隔绝冰箱内冷气与冰箱外热气接触的一种结构密封件。该挡风条共含有两个部分组成,分别为固定结构以及密封结构,该固定结构安装在冰箱冷冻门内胆筋条上,密封结构在冰箱门与箱体结合时抵住箱体内部从而达到门箱密封来提高冷冻室的密封能力。
4.冰箱用挡风条材料可以选择pvc材料与tpe(热塑性弹性体,以下简称tpe)材料两种,而对于pvc材料来说,温度变低pvc材料变硬从而失去密封效果,所以冰箱行业内均优先选择tpe材料,但对于挡风条来说,tpe材料是pvc成本的好几倍,大大提高了该零部件的成本,其tpe挡风条成本的大量上升,严重制约着tpe挡风条在冰箱中的大批量应用。
技术实现要素:
5.本发明的目的在于提供一种由两种材料共挤形成的冰箱挡风条,通过固定结构与密封结构分别采用两种材料制备而成,其中固定结构采用tpe材料,密封结构采用与tpe结合性很好的pp材料,然后通过适合的共挤工艺条件制作,保证该挡风条性能符合冰箱密封要求,由于pp材料相对于tpe来说,成本大大下降,从而使得该共挤挡风条的成本显著下降。
6.为解决上述技术问题,本发明是通过以下技术方案实现的:
7.本发明为一种由两种材料共挤形成的冰箱挡风条,包括密封结构和固定结构,密封结构和固定结构分别为不同的材料制作而成;密封结构采用tpe材料,tpe材料的各原料按重量百分比包括:苯乙烯类弹性体25%
‑
40%;聚乙烯3%
‑
10%;聚丙烯10%
‑
15%;填充油16%
‑
35%;无机物填料10%
‑
20%;润滑剂2%
‑
5%;固定结构采用pp材料,pp材料的各原料按重量份包括:pp100份;抗氧剂3
‑
5份;光稳定剂3
‑
5份。
8.进一步地,密封结构和固定结构通过共挤方式一体成型。
9.进一步地,填充油为环皖油或白油。
10.进一步地,无机物填料为碳酸钙、滑石粉、硫酸钡的一种。
11.进一步地,润滑剂为聚乙烯蜡或油酸酰胺。
12.一种由两种材料共挤形成的冰箱挡风条的制作工艺,包括如下步骤:
13.步骤一,准备好tpe材料与pp材料配方所需原材料,称量完毕;
14.步骤二,制作tpe粉料;将配方量的苯乙烯类弹性体与填充油在混合机里混合均匀,然后将配方量的聚乙烯、聚丙烯、无机填料分步加入,混合均匀即得tpe粉料;
15.制作pp粉料;将配方量的pp、光稳定剂及抗氧剂混合均匀,即得pp粉料;
16.步骤三,制作冰箱挡风条;将步骤二制作的tpe粉料和pp粉料分别加入到共挤设备的tpe挤出机与pp挤出机中进行挤出处理;其中,tpe的挤出温度范围为160
‑
175℃,pp的挤出温度为160
‑
180℃;挤出处理后的挤出产物在共挤模头汇合获得成型的挡风条,共挤模头的温度设置为170
‑
175℃;将成型的挡风条依次经过定型、冷却和切割后获得预设尺寸的冰箱用挡风条。
17.本发明具有以下有益效果:
18.本发明通过固定结构与密封结构分别采用两种材料制备而成,其中固定结构采用tpe材料,密封结构采用与tpe结合性很好的pp材料,然后通过适合的共挤工艺条件制作,保证该挡风条性能符合冰箱密封要求,由于pp材料相对于tpe来说,成本大大下降,从而使得该共挤挡风条的成本显著下降。
19.当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
20.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
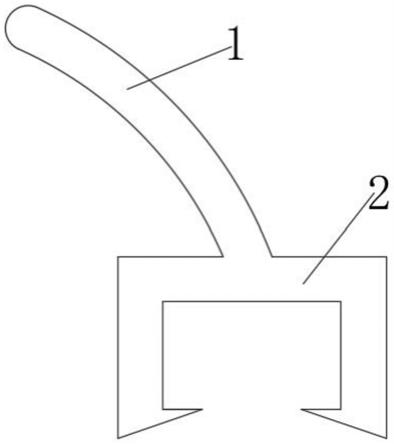
21.图1为本发明的一种由两种材料共挤形成的冰箱挡风条的结构示意图;
22.附图中,各标号所代表的部件列表如下:
[0023]1‑
密封结构,2
‑
固定结构。
具体实施方式
[0024]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0025]
请参阅图1所示,本发明为一种由两种材料共挤形成的冰箱挡风条,包括密封结构1和固定结构2,密封结构1和固定结构2分别为不同的材料制作而成;密封结构1和固定结构2通过共挤方式一体成型,密封结构1为传统的tpe材料,该tpe材料硬度值为70
‑
80a,该类tpe材料配方主要由苯乙烯类弹性体、聚乙烯、聚丙烯、填充油、无机填料以及其他助剂组成,其中,苯乙烯类弹性体为苯乙烯类tpe,又称tps,为丁二烯或异戊二烯与苯乙烯嵌段型的共聚物;聚乙烯是乙烯经聚合制得的一种热塑性树脂,本实施例中,选用高密度聚乙烯,结晶度为80%~90%;聚丙烯是由丙烯聚合而制得的一种热塑性树脂,分子量为8万至15万;无机物填料的目的是为了保持门封条放入弹性与成型性,其他助剂包括颜料、加工助剂、稳定剂、偶联剂等,颜料用于调节门封条的颜色,颜料可为钛白粉颜料。
[0026]
固定结构2采用pp材料,pp材料为挤出剂pp,挤出剂pp的分子量为8万至15万,该类
pp材料配方主要由pp聚合物、抗氧剂、光稳定及颜料组成,这里抗氧剂与光稳定剂不做特别限制,适合挤出级pp即可,颜料可为钛白粉颜料。
[0027]
优选地,填充油为环皖油或白油。
[0028]
优选地,无机物填料为碳酸钙、滑石粉、硫酸钡的一种。
[0029]
优选地,润滑剂为聚乙烯蜡或油酸酰胺。
[0030]
实施例一
[0031]
tpe材料各原料配方如下:取苯乙烯弹性体90g,聚乙烯20g,聚丙烯36g,白油82g,碳酸钙56g,润滑剂7g,以及钛白粉颜料。
[0032]
pp材料各原料配方如下:取pp 100份,抗氧剂5份,光稳定剂5份,以及钛白粉颜料。
[0033]
一种由两种材料共挤形成的冰箱挡风条的制作工艺,包括如下步骤:
[0034]
步骤一,准备好tpe材料与pp材料配方所需原材料,称量完毕;
[0035]
步骤二,制作tpe粉料;将配方量的苯乙烯类弹性体与填充油在混合机里混合10
‑
15min,使其混合均匀,然后将配方量的聚乙烯、聚丙烯、无机填料分步加入,混合均匀进行造粒后即得tpe粉料;
[0036]
制作pp粉料;将配方量的pp、光稳定剂及抗氧剂混合均匀,进行造粒后即得pp粉料;
[0037]
步骤三,制作冰箱挡风条;将步骤二制作的tpe粉料和pp粉料分别加入到共挤设备的tpe挤出机与pp挤出机中进行挤出处理;其中,其中tpe挤出机选用常用软质塑料专用的双螺杆挤出机,tpe的挤出温度范围为160
‑
175℃,pp挤出机选用单螺杆挤出机,pp的挤出温度为160
‑
180℃;挤出处理后的挤出产物在共挤模头汇合获得成型的挡风条,共挤模头的温度设置为170
‑
175℃;;将成型的挡风条,经过定型模,水槽中水冷却后,最后按照既定尺寸将挡风条进行垂直切割,即得冰箱用挡风条。
[0038]
实施例二
[0039]
tpe材料各原料配方如下:取苯乙烯弹性体92g,聚乙烯17g,聚丙烯35g,白油54g,碳酸钙54g,润滑剂9g,以及钛白粉颜料。
[0040]
pp材料各原料配方如下:取pp 100份,抗氧剂3份,光稳定剂3份,以及钛白粉颜料。
[0041]
一种由两种材料共挤形成的冰箱挡风条的制作工艺,同实施例一。
[0042]
实施例三
[0043]
tpe材料各原料配方如下:取苯乙烯弹性体100g,聚乙烯23g,聚丙烯38g,白油68g,碳酸钙56g,润滑剂6g,以及钛白粉颜料。
[0044]
pp材料各原料配方如下:取pp 100份,抗氧剂4份,光稳定剂4份,以及钛白粉颜料。
[0045]
一种由两种材料共挤形成的冰箱挡风条的制作工艺,同实施例一。
[0046]
本发明的特点在于采用共挤挤出方式,不仅能降低挡风条的成本,还能保证挡风条的密封性能。
[0047]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0048]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1