一种固态发酵香醋煎醋过程中有效成分的高效回收方法
1.本发明涉及发酵食用食醋生产领域,尤其涉及传统固态发酵香醋加工中煎醋工序的蒸汽余醋回收技术的改进。
背景技术:
2.我国传统香醋生产大多采用固态发酵工艺,大致工艺采用大米
→
浸泡
→
蒸煮
→
淋饭
→
拌曲
→
糖化
→
制酒
→
制醋
→
淋醋
→
煎醋
→
陈酿
→
灌装等工艺。其中煎醋有几个个目的,一是通过煎醋使生醋中绝大多数杂菌被杀灭,利于食醋保存,二是通过煎醋使其中的蛋白质等有机物受热变性凝固,沉淀降低浑浊度,提高醋的亮度与体态;三是在较高温度下易发生美拉德反应,提高醋的色泽。四是通过煎醋,减少挥发酸酸及水分含量。正是因为上述功能,故在现行香醋的生产过程,一直沿用这样的传统工艺。以一罐6吨生醋为例,一般煮沸后,要维持30~40min的煎煮,其过程蒸发的料液约为300kg,占生料的5%,在带走水分的同时也蒸发带走相当的醋酸。一般认为醋酸沸点高于水,蒸发掉大多是水分,但实际上对低浓度的醋酸水溶液,其挥发的醋酸量是可观的。通过我们的研究发现尾气中蒸汽中醋酸含量大约是原生醋醋酸含量的80%。
3.国家知识产权局2020
‑4‑
21公告的cn210367630u,名称“一种具有废气回收利用的煎醋罐”为避免煎醋过程中“醋蒸汽”直排,导致酸性气体污染环境,以及对会挥发的醋蒸汽进行冷却液化回收的目的,公开了一种具有废气回收利用的煎醋罐,其技术方案包括:包括罐体(1),该罐体(1)内侧下端设有加热盘管(2),所述罐体(1)的上端为锥形结构(3),且锥形结构(3)上端连接有废气出口(4),所述罐体(1)的顶部水平设置有冷凝盘管(5),所述锥形结构(3)和废气出口(4)均为双层结构,且内设夹层(6),所述废气出口(4)的夹层(6)内环绕设有冷却喷淋管(7)。最终,罐体顶部水平设置的冷凝盘管,与罐顶部的醋蒸汽直接接触冷凝成液态,可有效避免醋蒸汽直接排放到空气中,同时也可对挥发的醋蒸汽冷却液化回收,且所述锥形结构和废气出口均为双层结构,且内设夹层所述废气出口的夹层内环绕设有冷却喷淋管,用于对废气出口的夹层内壁冷却,保证没有在冷凝盘管处冷凝的醋蒸汽进行二次冷凝液化,进一步对醋蒸汽进行回收处理,基本达到废气零排放的标准,且每5吨的生醋加热过程中可节约100kg的醋,提高了醋的产量。我们注意到该案存在以下几个问题:一是冷却装置对冷凝效果没有进行有效控制,直接开放式排放,高效回收食醋难以得到保证,按其所述案的传统煎醋工艺推算,实际蒸发量为食醋量为200~250kg,而其回收的食醋只为100kg,回收效率较低。
4.二是排空口直接设置在罐体上部冷凝结构的顶部,导致罐体成为一个开放结构,尽管在煎醋过程中废气出口呈向外的正压状态,然而在煎醋结束,转移熟醋时,则会导致外部空气进入,污染熟醋。
5.三是罐顶空间有限,不具备设置充分的换热所需的传热面积空间。蒸汽充分冷凝难以得到保证,影响食醋回收效率。
6.总结起来,该文献没有考虑实际投料量、加热蒸汽温度、压力的变化带来的冷凝蒸
汽所需冷却水用量的变化,使得该工艺冷凝效果难以保证,冷却水用量难以精确高效把控。导致该对比文献的技术方案难以满足高效能对煎醋过程中的蒸汽余醋进行有效回收,回收效能存在不足。
技术实现要素:
7.本发明针对以上问题,提供了一种回收效能高,能保障熟醋品质的固态发酵香醋煎醋过程中有效成分的高效回收方法。
8.本发明的技术方案是:往煎醋罐灌装醋酸含量5.0~5.5g/100ml的生醋,然后将煎醋罐加热至98~105℃,维持沸腾煎醋温度30
‑
40分钟,所述煎醋罐的顶部设二次蒸气排出口,所述二次蒸气排出口排出的二次蒸汽温度98~102℃;再将所述二次蒸汽引入列管式冷凝器;所述列管式冷凝器包括管程和壳程,所述壳程的中部设有二次蒸汽入口,在所述壳程的底部设有二次蒸汽冷凝液排出口,在所述壳程的顶部设有不凝性气体排出口;所述管程设有冷却水进口和冷却水出口;所述二次蒸汽冷凝液排出口连接有冷凝液储料罐;所述二次蒸汽通过管壳冷凝器后,所述二次蒸汽中经冷凝制得醋酸含量4.5~5.5g/100ml的冷凝醋,所述二次蒸汽中的其余不凝性气体通过所述不凝性气体排出口排出。
9.所述冷却水进口温度为10
‑
30℃,所述冷却水出口温度控制为≤50℃。
10.所述冷却水出口连接有冷却水高位槽。
11.所述冷凝液储料罐与所述二次蒸汽冷凝液排出口之间设有液封管路结构。
12.所述煎醋罐、列管式冷凝器、冷凝液储料罐以及(气、液)管路采用316l不锈钢材质制作。
13.所述的列管式冷凝器为立式构造,所述冷却水进口设置于所述列管式冷凝器底部、连通所述列管式冷凝器的管程,所述冷却水出口设置于所述列管式冷凝器顶部、再连通所述冷却水高位槽。
14.在所述不凝性气体排出口设有不凝性气体排放阀,用以调节未冷凝气体的排放量。
15.还设有控制器,在所述冷却水进口还设有冷却水进口调节阀,在所述不凝性气体排出口还设有压力传感器,所述压力传感器、不凝性气体排放阀和冷却水进口调节阀连接所述控制器。
16.在煎醋完成后(即维持沸腾煎醋温度30
‑
40分钟),将煎醋罐自然冷却至60
‑
72℃,打开所述不凝性气体排放阀,并在排放口外端套上0.1μm的空气过滤器,再排出所述煎醋罐内熟醋,避免熟醋的二次污染。
17.本发明相对于现有技术,采用了与煎醋罐罐体分离的列管式冷凝装置,在列管式冷凝装置的壳程内形成了醋二次蒸汽的独立冷凝环境。通过调节不凝性气体排放阀开度和压力控制可有效限制不凝性气体排放;并在尾气排出管上安装高精度压力传感器检测排气口压力,通过plc控制系统(控制器),自动调节冷却水的流量,最终达到在最节省冷却水流
量下实现蒸发食醋的有效冷凝回收。本煎醋工艺对二次蒸汽回收工艺的改进,排放到大气中的挥发醋酸量减少95%以上,有效保护了环境。冷却水实现了工艺内循环,不增加消耗或排放。其工艺简单,投资较小,在生产中容易实施,经济效益显著。煎醋罐实现了与外部的“隔绝”状态,避免了空气直接连通的弊端,提高了最终熟醋的安全性。
18.煎醋罐实现了与外部的“隔绝”状态,避免了空气直接连通的弊端,提高了最终熟醋的安全性。本发明对煎煮过程中产生蒸汽进行了分离式的冷凝处理工艺,收集相对于水的沸点的较高的醋酸和风味成分冷凝液,对蒸发的醋酸回收率大于95%,多产生食醋达到4%,其工艺简单,投资较小,在生产容易实施,制得物食品安全性高,经济效益显著。
附图说明
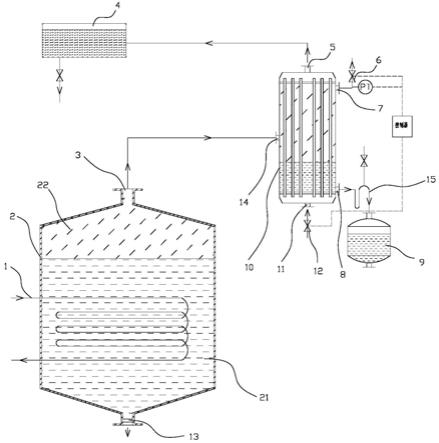
19.图1是本发明的工作原理图,图中1是加热装置,2是煎醋罐,21是生醋,22是醋蒸汽,3是二次蒸气排出口,4是冷却水高位槽,5是冷却水出口,6是不凝性气体排放阀,7是不凝性气体排出口,8是二次蒸汽冷凝液排出口,9是冷凝液储料罐,10是列管式冷凝器, 11是冷却水进口,12是冷却水进口调节阀,13是熟醋排放口,14是二次蒸气入口,15是液封管路结构。
具体实施方式
20.为了揭示醋酸在煎醋过程中蒸汽中醋酸的回收的重要性,发明人试验测定了蒸汽中带走的乙酸挥发量。对500ml酸度为5.5g/100ml的生醋,模拟现行煎醋工艺的水分蒸发量,收集蒸汽完全冷凝液25ml,分析其中的醋酸酸度为5.2g/100ml左右,约占原生醋的4.73%,证明低浓度醋酸含量的生醋煎煮蒸汽中带走了可观的醋酸,回收是有意义的。
21.本发明的技术方案是:往煎醋罐2灌装醋酸含量5.0~5.5g/100ml的生醋21,然后将煎醋罐2通过加热装置1加热至98~105℃,维持沸腾煎醋温度30
‑
40分钟,此时,在煎醋罐2的顶部形成醋蒸汽21,煎醋罐的顶部设二次蒸气排出口3,二次蒸气排出口排出的二次蒸汽温度98~102℃; 再将二次蒸汽通过管路引入列管式冷凝器10;列管式冷凝器10包括管程和壳程,壳程的中部设有二次蒸汽入口14,在壳程的底部设有二次蒸汽冷凝液排出口8,在壳程的顶部设有不凝性气体排出口7;不凝性气体排出口7内径的在12~18mm,排除少量挥发性气体;管程设有冷却水进口11和冷却水出口5;二次蒸汽冷凝液排出口8连接有冷凝液储料罐9(其中收集冷凝醋,其品质基本等同于熟醋);二次蒸汽通过管壳冷凝器后,二次蒸汽中经冷凝制得醋酸含量4.5~5.5g/100ml的冷凝醋,二次蒸汽中的其余不凝性气体通过不凝性气体排出口7排出。使得对食醋有效成分的回收率大于95%冷却水进口温度为10
‑
30℃,冷却水出口温度控制为≤50℃。
22.冷却水出口5连接有冷却水高位槽4。冷却水进口调节阀12可根据热负荷的大小实现自我调节流量。也就是当冷却水出口5的温度超过阈值时,增大流量,来控制出口温度。
23.冷凝液储料罐9与二次蒸汽冷凝液排出口8之间设有液封管路结构15。其作用是防止二次蒸汽中未经冷凝的气态成分从二次蒸汽冷凝液排出口8处溢出。
24.煎醋罐2、列管式冷凝器10、冷凝液储料罐9以及(气、液)管路采用316l不锈钢材质
制作。含碳量低的316l不锈钢等耐氯离子材料制作加工装备。而其他材料,如钢材、304不锈钢等,则不具备这一特性。
25.列管式冷凝器10为立式构造,冷却水进口11设置于列管式冷凝器10底部、连通列管式冷凝器10的管程,冷却水出口5设置于列管式冷凝器10顶部、再连通冷却水高位槽4。为保证热传导效果,换热面积为理论计算面积的1.5倍,保证对二次蒸汽进行有效冷凝,最大限度节约用水。
26.在不凝性气体排出口7设有不凝性气体排放阀6,用以调节未冷凝气体的排放量。
27.还设有控制器,在冷却水进口11还设有冷却水进口调节阀12,在不凝性气体排出口7还设有压力传感器(pt),压力传感器、和冷却水进口调节阀12连接控制器。排放口设置的不凝性气体排放阀6可调节未冷凝气体的排放量;尾气排出管上安装高精度压力传感器检测排气口压力,压力传感器将压力传送给控制器,自动计算设定值和反馈值之间的误差,并计算输出值给冷却水调节阀, 自动调节冷却水的流量,最终达到在最节省冷却水流量下实现蒸发食醋的有效冷凝回收。
28.在煎醋完成后(即维持沸腾煎醋温度30
‑
40分钟),将煎醋罐2自然冷却至60
‑
72℃,打开所述不凝性气体排放阀6,并在排放口外端套上0.1μm的空气过滤器,再排出煎醋罐2内熟醋,避免熟醋的二次污染。
29.本发明的具体步骤为:1)在传统煎醋罐的顶端二次蒸汽排出口3,将二次蒸汽引入一个列管式冷凝器10,当生醋加热至沸腾后,打开冷却水,收集冷凝下来的液体,维持煎煮30~40分钟,将收集的冷凝液合并入煎醋罐中,作为熟醋成品,有效回收二次蒸汽中醋酸及挥发性风味物质。
30.2)二次蒸汽冷凝操作时,而在顶端设置不凝性气体排放口7,操作时,控制冷却水流量,调节不凝性气体排放阀6开度,让少量气体直接排放到大气中(排放量大约为投料生醋的0.1~0.3%),操作时,根据尾气排放管中的压力,通过控制冷却水进口调节阀12调节冷却水进口11的流量,使二次蒸汽充分冷凝。不冷凝性气体主要排除富含沸点较低的醇类、醛类、酸及其他易挥发性物质。同时,排除生料中溶解的不凝性气体,提高传热效率。
31.3)用于二次蒸汽的冷却水,引入到高位槽4,用于传统食醋生产的淘米、浸米、淋饭、地面冲洗等工序,不会因为二次蒸汽食醋回收带来用水量的增加。
32.4)冷凝器采用立式换热器10,二次蒸汽走壳程,这样在壳程上端不凝性气体排放口7便于不凝性蒸汽排除,壳程底部设置二次蒸汽冷凝液排放口8,便于醋酸的回收;冷却水冷凝器中应该走管内(程),冷却水出口温度不超过50℃,有效减少自来水的结垢积累,同时管程更便于结垢机械清洗。
33.5)煎醋完成自然冷却小于70℃后,在不凝性气体排放阀6后排放口套上0.1μm的空气过滤器,打开不凝性气体排放阀6,保证排料呼吸平衡,将熟醋输送至后续陈醋工段,并避免熟醋的二次污染。
实施例
34.生醋煎煮投料5m3,置于煎醋罐中2,酸度为5.5g/100ml,加热蒸汽压力为0.2mpa,加热至沸腾时间为42min,沸腾后打开冷却水阀,冷却水初始流量设置为8m3/h,收集冷凝液,同时不断调节不冷凝蒸汽排放阀6的开度,使之呈少量蒸汽排除。冷凝器换热面积为
8m2,当冷凝器排出管内压力传感器(pt)达到100mmh2o时,调节器会自动调节进口冷却水进水阀(12),使水流量会增加1m3/h,之后压力信号每增加或减少50mmh2o系统会自动使进口冷却水流量增加或减少1m3/h。维持沸腾33min,收集的冷凝液为251.5升,酸度为4.6g/100ml,回收得到的醋酸占总投料量的4.2%。对排放至大气的不冷凝的排放气体,进行冷凝冷却,收集测量体积为5.4升,酸度为3.08g/100ml,计算得二次蒸汽中醋酸回收率达到98.4%。冷却水用量为4.8m3,蓄于高位槽4的冷却水,用于制酒工段的淘米、浸米、淋饭作为补充用水,全部被利用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1