一种发泡箱板内部补强板及其加工工艺的制作方法
1.本发明涉及空调箱箱板技术领域,更具体地说,本发明涉及一种发泡箱板内部补强板及其加工工艺。
背景技术:
2.空调箱是将空气过滤器,表冷器,加热器,加湿器等空气处理的部件,整体组装在一个立/卧柜式箱体内而形成的机组。空调箱的箱板一般是由中间的聚氨酯发泡板和两侧的金属板制成,俗称夹心板。在空调箱运行的过程中,空调箱内存在气压差以及空调箱内外的温度差,箱板在空调箱体内外压力差的作用下容易发生变形,促使箱体内部的结构件发生位移或变形,因此空调的发泡箱板需要添加内部补强结构来增加箱板强度。
3.目前在发泡箱板内部添加补强结构的方式,使得发泡箱板自身尺寸变大,进而导致空调箱体积较大,占用场地更多,且空调箱的整体重量增加。
技术实现要素:
4.为了克服现有技术的上述缺陷,本发明的实施例提供一种发泡箱板内部补强板及其加工工艺。
5.一种发泡箱板内部补强板,按照重量百分比计算包括:45.60~48.20%的环氧树脂、19.40~20.40%的聚氨酯胶黏剂、7.50~8.70%的苄基缩水甘油醚、8.90~9.70%的双氰胺溶液、3.60~5.20%的发泡剂,其余为补强填料。
6.进一步的,所述补强填料按照重量百分比计算包括:22.80~23.40%的碳纤维、22.80~23.40%的莫来石纤维、5.50~6.30%的纳米纤维素、8.60~9.20%的硅溶胶、8.60~9.20%的二氧化钛,其余为中空微珠。
7.进一步的,按照重量百分比计算包括:45.60%的环氧树脂、19.40%的聚氨酯胶黏剂、7.50%的苄基缩水甘油醚、8.90%的双氰胺溶液、3.60%的发泡剂、15.00%的补强填料;所述补强填料按照重量百分比计算包括:22.80%的碳纤维、22.80%的莫来石纤维、5.50%的纳米纤维素、8.60%的硅溶胶、8.60%的二氧化钛、31.70%的中空微珠。
8.进一步的,按照重量百分比计算包括:48.20%的环氧树脂、20.40%的聚氨酯胶黏剂、8.70%的苄基缩水甘油醚、9.70%的双氰胺溶液、5.20%的发泡剂、7.80%的补强填料;所述补强填料按照重量百分比计算包括:23.40%的碳纤维、23.40%的莫来石纤维、6.30%的纳米纤维素、9.20%的硅溶胶、9.20%的二氧化钛、28.50%的中空微珠。
9.进一步的,按照重量百分比计算包括:46.90%的环氧树脂、19.90%的聚氨酯胶黏剂、8.10%的苄基缩水甘油醚、9.30%的双氰胺溶液、4.40%的发泡剂、11.40%的补强填料;所述补强填料按照重量百分比计算包括:23.10%的碳纤维、23.10%的莫来石纤维、5.90%的纳米纤维素、8.90%的硅溶胶、8.90%的二氧化钛、30.10%的中空微珠。
10.进一步的,所述双氰胺溶液的固体量为12.5%,所述发泡剂为氮气、二氧化碳、丁烷和氢氟烃中的一种或者多种复配。
11.本发明还提供一种发泡箱板内部补强板的加工工艺,具体加工步骤如下:
12.步骤一:称取上述重量份的环氧树脂、聚氨酯胶黏剂、苄基缩水甘油醚、双氰胺溶液、发泡剂和补强填料;
13.步骤二:将步骤一中的补强填料加入到蒸汽动能磨中进行加工,得到混合基料a;
14.步骤三:将步骤一中的环氧树脂和苄基缩水甘油醚进行混合搅拌处理10~20分钟,然后加入步骤一中的聚氨酯胶黏剂,进行超声处理40~50分钟,得到混合基料b;
15.步骤四:将步骤二中制得的混合基料a和步骤三中制得的混合基料b进行混合搅拌处理,同时进行超声处理60~80分钟,得到混合基料c;
16.步骤五:将步骤一中的双氰胺溶液加入到步骤四中制得的混合基料c中混合均匀,然后在220~240℃进行挤出成型,制得待发泡板材;
17.步骤六:将步骤五中制备得到的待发泡板材放置在模压发泡机中,通入发泡剂,加温、加压、保压、泄压、开模,得到发泡箱板内部补强板。
18.进一步的,在步骤二中,蒸汽动能磨的工作压力为20~30bar,蒸汽温度230~360℃,高能气流磨喷嘴出口速度可达1020m/s;在步骤三中,超声处理频率为1.4~1.8mhz;在步骤四中,采用双频交错式超声处理,每次以频率为22~26khz超声处理3~5分钟,然后以频率为1.2~1.8mhz超声处理3~5分钟;在步骤六中,调节模压发泡机的温度为120~180℃,压强为1.2~1.8mpa,保压2~6h,快速泄压5~15s。
19.进一步的,在步骤二中,蒸汽动能磨的工作压力为20bar,蒸汽温度230℃,高能气流磨喷嘴出口速度可达1020m/s;在步骤三中,超声处理频率为1.4mhz;在步骤四中,采用双频交错式超声处理,每次以频率为22khz超声处理3分钟,然后以频率为1.2mhz超声处理3分钟;在步骤六中,调节模压发泡机的温度为120℃,压强为1.2mpa,保压2h,快速泄压5s。
20.进一步的,在步骤二中,蒸汽动能磨的工作压力为25bar,蒸汽温度295℃,高能气流磨喷嘴出口速度可达1020m/s;在步骤三中,超声处理频率为1.6mhz;在步骤四中,采用双频交错式超声处理,每次以频率为24khz超声处理4分钟,然后以频率为1.5mhz超声处理4分钟;在步骤六中,调节模压发泡机的温度为150℃,压强为1.5mpa,保压4h,快速泄压10s。
21.本发明的技术效果和优点:
22.1、采用本发明的原料配方所制备出的发泡箱板内部补强板,可有效提高发泡箱板内部补强板的结构强度,同时密度较低,重量轻,对空调箱板的支撑效果更佳,可有效在保证空调箱的占地面积和缩减自身重量;配方中苄基缩水甘油醚作为稀释剂对环氧树脂进行稀释,得到低粘度树脂体系,可有效保证补强板的轻质结构,聚氨酯胶黏剂中含有异氰酸酯基,环氧树脂中的仲羟基可以与异氰酸酯反应,使得补强板具有较好的粘接强度和耐化学性能;补强填料中的碳纤维和莫来石纤维为支撑骨架,硅溶胶为粘结剂,纳米纤维素作为碳源提供还原性能,中空微球作为轻质填料,可有效降低补强板的密度和热导率,二氧化钛和硅溶胶复合包覆在中空微珠上,可加强中空微球的强度,同时提高中空微球的隔热性能;可有效提高发泡箱板的结构强度,同时降低空调箱重量;
23.2、本发明在制备发泡箱板内部补强板的过程中,步骤二中,使用蒸汽动能磨对补强填料进行共混打磨粉碎处理,可有效加强补强填料中各组分之间的混匀效果,便于后续加工工序;在步骤三中,将环氧树脂、苄基缩水甘油醚和聚氨酯胶黏剂在1.6mhz超声处理下进行反应,可有效加快反应进程,缩短加工时长;在步骤四中,将混合基料a和混合基料b进
行混合并超声处理,24khz超声处理可在混合料中产生空化效应,1.5mhz超声处理可在混合料中进行均匀分散,可有效加强混合基料a和混合基料b的混匀效果,分布均匀性更佳,两种不同频率的超声处理交替,可有效加强混合基料a和混合基料b的共混复合处理效果。
具体实施方式
24.下面将结合本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.实施例1:
26.本发明提供了一种发泡箱板内部补强板,按照重量百分比计算包括:45.60%的环氧树脂、19.40%的聚氨酯胶黏剂、7.50%的苄基缩水甘油醚、8.90%的双氰胺溶液、3.60%的发泡剂、15.00%的补强填料;所述补强填料按照重量百分比计算包括:22.80%的碳纤维、22.80%的莫来石纤维、5.50%的纳米纤维素、8.60%的硅溶胶、8.60%的二氧化钛、31.70%的中空微珠;
27.所述双氰胺溶液的固体量为12.5%,所述发泡剂为氮气、二氧化碳、丁烷和氢氟烃中的一种或者多种复配;
28.本发明还提供一种发泡箱板内部补强板的加工工艺,具体加工步骤如下:
29.步骤一:称取上述重量份的环氧树脂、聚氨酯胶黏剂、苄基缩水甘油醚、双氰胺溶液、发泡剂和补强填料;
30.步骤二:将步骤一中的补强填料加入到蒸汽动能磨中进行加工,得到混合基料a;
31.步骤三:将步骤一中的环氧树脂和苄基缩水甘油醚进行混合搅拌处理10分钟,然后加入步骤一中的聚氨酯胶黏剂,进行超声处理40分钟,得到混合基料b;
32.步骤四:将步骤二中制得的混合基料a和步骤三中制得的混合基料b进行混合搅拌处理,同时进行超声处理60分钟,得到混合基料c;
33.步骤五:将步骤一中的双氰胺溶液加入到步骤四中制得的混合基料c中混合均匀,然后在220℃进行挤出成型,制得待发泡板材;
34.步骤六:将步骤五中制备得到的待发泡板材放置在模压发泡机中,通入发泡剂,加温、加压、保压、泄压、开模,得到发泡箱板内部补强板。
35.在步骤二中,蒸汽动能磨的工作压力为20bar,蒸汽温度230℃,高能气流磨喷嘴出口速度可达1020m/s;在步骤三中,超声处理频率为1.4mhz;在步骤四中,采用双频交错式超声处理,每次以频率为22khz超声处理3分钟,然后以频率为1.2mhz超声处理3分钟;在步骤六中,调节模压发泡机的温度为120℃,压强为1.2mpa,保压2h,快速泄压5s。
36.实施例2:
37.与实施例1不同的是,按照重量百分比计算包括:48.20%的环氧树脂、20.40%的聚氨酯胶黏剂、8.70%的苄基缩水甘油醚、9.70%的双氰胺溶液、5.20%的发泡剂、7.80%的补强填料;所述补强填料按照重量百分比计算包括:23.40%的碳纤维、23.40%的莫来石纤维、6.30%的纳米纤维素、9.20%的硅溶胶、9.20%的二氧化钛、28.50%的中空微珠。
38.实施例3:
39.与实施例1
‑
2均不同的是,按照重量百分比计算包括:46.90%的环氧树脂、19.90%的聚氨酯胶黏剂、8.10%的苄基缩水甘油醚、9.30%的双氰胺溶液、4.40%的发泡剂、11.40%的补强填料;所述补强填料按照重量百分比计算包括:23.10%的碳纤维、23.10%的莫来石纤维、5.90%的纳米纤维素、8.90%的硅溶胶、8.90%的二氧化钛、30.10%的中空微珠。
40.分别取上述实施例1
‑
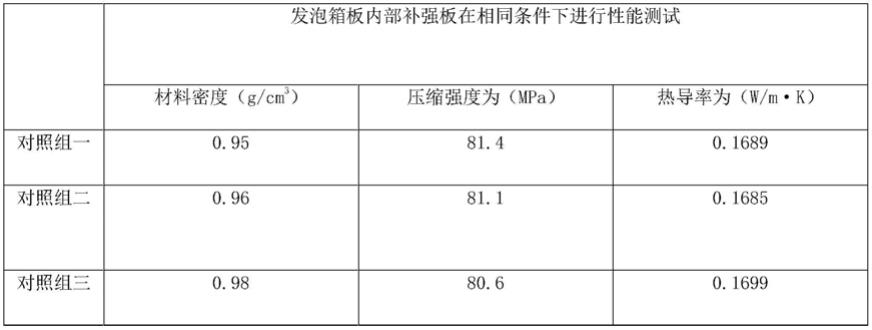
3所制得的发泡箱板内部补强板与对照组一的发泡箱板内部补强板、对照组二的发泡箱板内部补强板、对照组三的发泡箱板内部补强板、对照组四的发泡箱板内部补强板、对照组五的发泡箱板内部补强板和对照组六的发泡箱板内部补强板,对照组一的发泡箱板内部补强板与实施例相比无碳纤维,对照组二的发泡箱板内部补强板与实施例相比无莫来石纤维,对照组三的发泡箱板内部补强板与实施例相比无纳米纤维素,对照组四的发泡箱板内部补强板与实施例相比无硅溶胶,对照组五的发泡箱板内部补强板与实施例相比无二氧化钛,对照组六的发泡箱板内部补强板与实施例相比无中空微珠,分九组分别测试三个实施例中制备的发泡箱板内部补强板以及六个对照组的发泡箱板内部补强板,每30个样品为一组,进行测试,测试结果如表一所示:
41.表一:
[0042][0043][0044]
由表一可知,当发泡箱板内部补强板的原料配比为:按照重量百分比计算包括:46.90%的环氧树脂、19.90%的聚氨酯胶黏剂、8.10%的苄基缩水甘油醚、9.30%的双氰胺溶液、4.40%的发泡剂、11.40%的补强填料;所述补强填料按照重量百分比计算包括:23.10%的碳纤维、23.10%的莫来石纤维、5.90%的纳米纤维素、8.90%的硅溶胶、8.90%的二氧化钛、30.10%的中空微珠时,可有效提高发泡箱板内部补强板的结构强度,同时密
度较低,重量轻,对空调箱板的支撑效果更佳,可有效在保证空调箱的占地面积和缩减自身重量;实施例3为本发明的较佳实施方式,配方中的环氧树脂和苄基缩水甘油醚,苄基缩水甘油醚作为稀释剂对环氧树脂进行稀释,得到低粘度树脂体系,可有效保证补强板的轻质结构,环氧树脂和聚氨酯胶黏剂进行复配,聚氨酯胶黏剂中含有异氰酸酯基,环氧树脂中的仲羟基可以与异氰酸酯反应,使得补强板具有较好的粘接强度和耐化学性能;双氰胺溶液当做固化剂,可有效保证环氧树脂进行快速固化;发泡剂用于对补强板进行发泡处理,保证补强板的发泡内部结构;补强填料中的碳纤维和莫来石纤维为支撑骨架,硅溶胶为粘结剂,纳米纤维素作为碳源提供还原性能,在超声作用下形成多孔碳纳米材料,多孔碳纳米材料复合到碳纤维和莫来石纤维上,可进一步提高补强板的轻质结构和支撑强度,中空微球作为轻质填料,可有效降低补强板的密度和热导率,二氧化钛和硅溶胶复合包覆在中空微珠上,可加强中空微球的强度,同时提高中空微球的隔热性能;可有效提高发泡箱板的结构强度,同时降低空调箱重量。
[0045]
实施例4:
[0046]
本发明提供了一种发泡箱板内部补强板,按照重量百分比计算包括:46.90%的环氧树脂、19.90%的聚氨酯胶黏剂、8.10%的苄基缩水甘油醚、9.30%的双氰胺溶液、4.40%的发泡剂、11.40%的补强填料;所述补强填料按照重量百分比计算包括:23.10%的碳纤维、23.10%的莫来石纤维、5.90%的纳米纤维素、8.90%的硅溶胶、8.90%的二氧化钛、30.10%的中空微珠;
[0047]
所述双氰胺溶液的固体量为12.5%,所述发泡剂为氮气、二氧化碳、丁烷和氢氟烃中的一种或者多种复配;
[0048]
本发明还提供一种发泡箱板内部补强板的加工工艺,具体加工步骤如下:
[0049]
步骤一:称取上述重量份的环氧树脂、聚氨酯胶黏剂、苄基缩水甘油醚、双氰胺溶液、发泡剂和补强填料;
[0050]
步骤二:将步骤一中的补强填料加入到蒸汽动能磨中进行加工,得到混合基料a;
[0051]
步骤三:将步骤一中的环氧树脂和苄基缩水甘油醚进行混合搅拌处理15分钟,然后加入步骤一中的聚氨酯胶黏剂,进行超声处理45分钟,得到混合基料b;
[0052]
步骤四:将步骤二中制得的混合基料a和步骤三中制得的混合基料b进行混合搅拌处理,同时进行超声处理70分钟,得到混合基料c;
[0053]
步骤五:将步骤一中的双氰胺溶液加入到步骤四中制得的混合基料c中混合均匀,然后在230℃进行挤出成型,制得待发泡板材;
[0054]
步骤六:将步骤五中制备得到的待发泡板材放置在模压发泡机中,通入发泡剂,加温、加压、保压、泄压、开模,得到发泡箱板内部补强板。
[0055]
在步骤二中,蒸汽动能磨的工作压力为20bar,蒸汽温度230℃,高能气流磨喷嘴出口速度可达1020m/s;在步骤三中,超声处理频率为1.4mhz;在步骤四中,采用双频交错式超声处理,每次以频率为22khz超声处理3分钟,然后以频率为1.2mhz超声处理3分钟;在步骤六中,调节模压发泡机的温度为120℃,压强为1.2mpa,保压2h,快速泄压5s。
[0056]
实施例5:
[0057]
与实施例4不同的是,在步骤二中,蒸汽动能磨的工作压力为30bar,蒸汽温度360℃,高能气流磨喷嘴出口速度可达1020m/s;在步骤三中,超声处理频率为1.8mhz;在步骤四
中,采用双频交错式超声处理,每次以频率为26khz超声处理5分钟,然后以频率为1.8mhz超声处理5分钟;在步骤六中,调节模压发泡机的温度为180℃,压强为1.8mpa,保压6h,快速泄压15s。
[0058]
实施例6:
[0059]
与实施例4
‑
5均不同的是,在步骤二中,蒸汽动能磨的工作压力为25bar,蒸汽温度295℃,高能气流磨喷嘴出口速度可达1020m/s;在步骤三中,超声处理频率为1.6mhz;在步骤四中,采用双频交错式超声处理,每次以频率为24khz超声处理4分钟,然后以频率为1.5mhz超声处理4分钟;在步骤六中,调节模压发泡机的温度为150℃,压强为1.5mpa,保压4h,快速泄压10s。
[0060]
分别取上述实施例4
‑
6所制得的发泡箱板内部补强板与对照组七的发泡箱板内部补强板、对照组八的发泡箱板内部补强板和对照组九的发泡箱板内部补强板,对照组七的发泡箱板内部补强板与实施例相比没有步骤二中的操作,对照组八的发泡箱板内部补强板与实施例相比没有步骤三中的操作,对照组九的发泡箱板内部补强板与实施例相比没有步骤四中的操作,分六组分别测试三个实施例中制备的发泡箱板内部补强板以及三个对照组的发泡箱板内部补强板,每30个样品为一组,进行测试,测试结果如表二所示:
[0061]
表二:
[0062][0063]
由表二可知,实施例6为本发明的较佳实施方式;步骤二中,使用蒸汽动能磨对补强填料进行共混打磨粉碎处理,可有效加强补强填料中各组分之间的混匀效果,便于后续加工工序;在步骤三中,将环氧树脂、苄基缩水甘油醚和聚氨酯胶黏剂在1.6mhz超声处理下进行反应,可有效加强上述原料之间的接触混合效果,可有效加快反应进程,缩短加工时长;在步骤四中,将混合基料a和混合基料b进行混合并超声处理,24khz超声处理可在混合料中产生空化效应,空化气泡破裂产生的瞬间高温,可有效促进混合基料a中的纳米纤维素进行反应合成多孔碳纳米材料,同时提高混合基料a中原料的接触混合处理效果,另外空化效应可有效促进混合基料b中原料之间的反应进程,可有效促进混合基料a和混合基料b的共混复合效果,进而有效提高补强填料对环氧树脂的补强处理效果,1.5mhz超声处理可在混合料中进行均匀分散,可有效加强混合基料a和混合基料b的混匀效果,分布均匀性更佳,
两种不同频率的超声处理交替进行,可有效加强混合基料a和混合基料b的共混复合处理效果;在步骤五中,将双氰胺溶液中和混合基料c混合均匀,然后进行制板处理;在步骤六中,对待发泡板材加入发泡剂进行发泡处理,制得发泡箱板内部补强板。
[0064]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0065]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1